(5) ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический комплекс по производству железобетонных изделий | 1979 |
|
SU854729A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| ЗАВОД ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2121920C1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
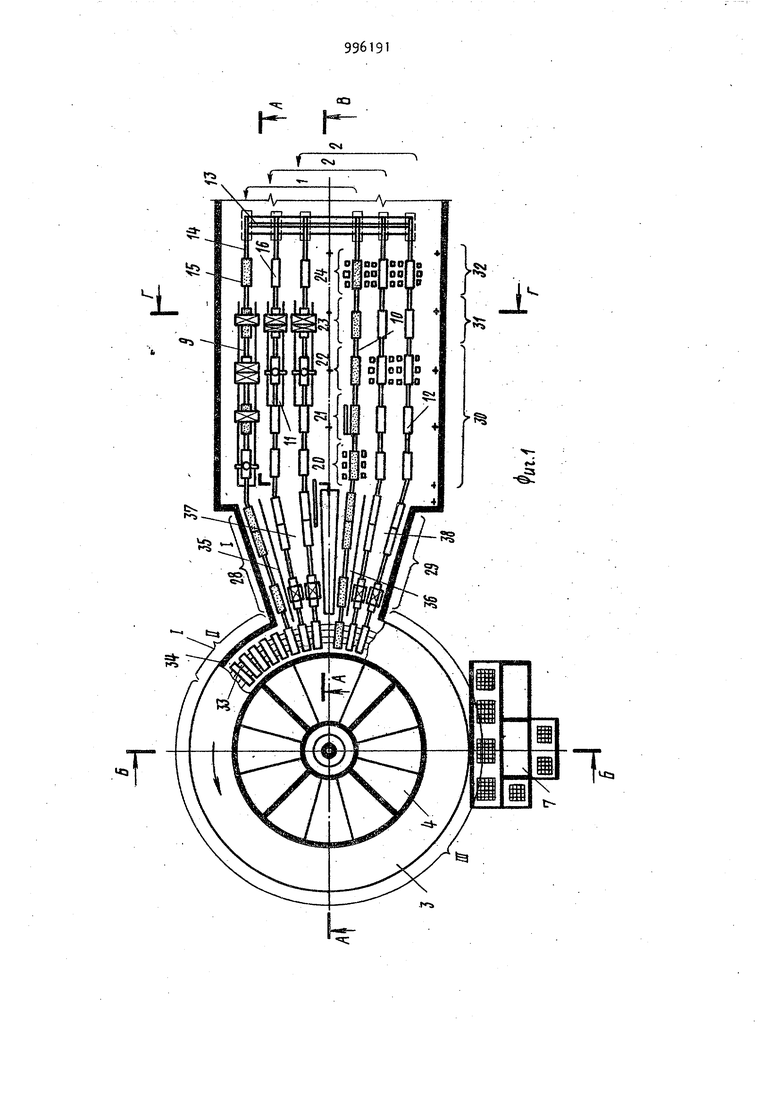
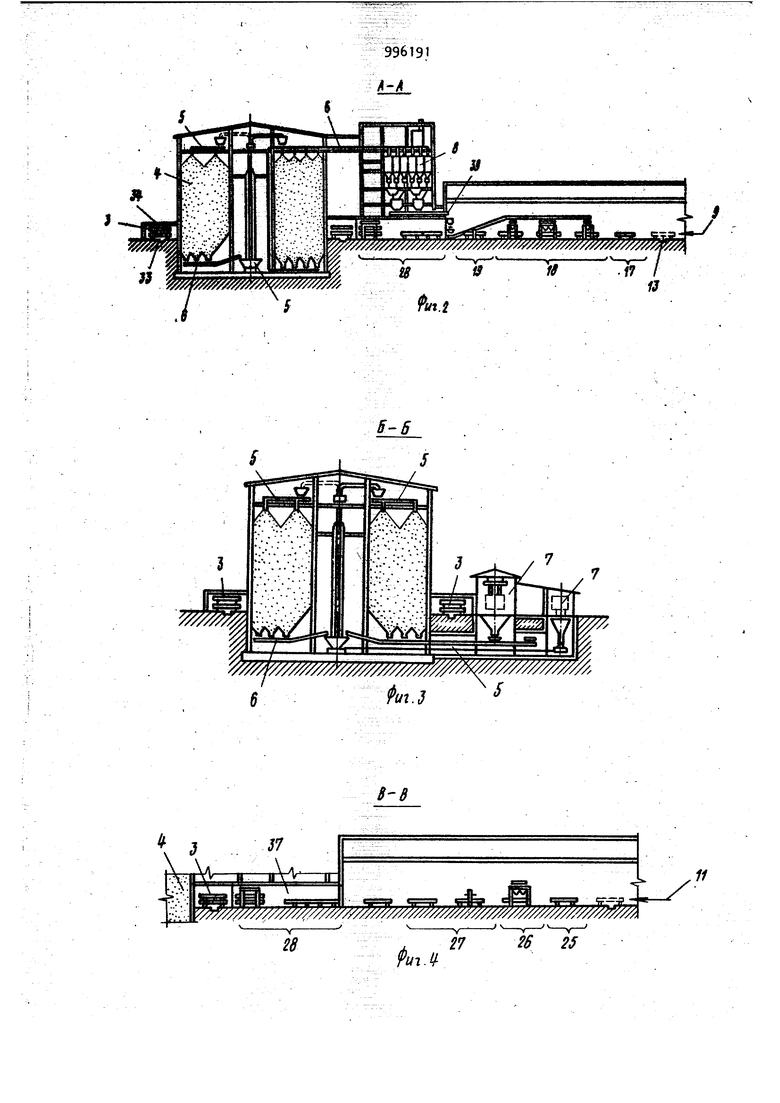
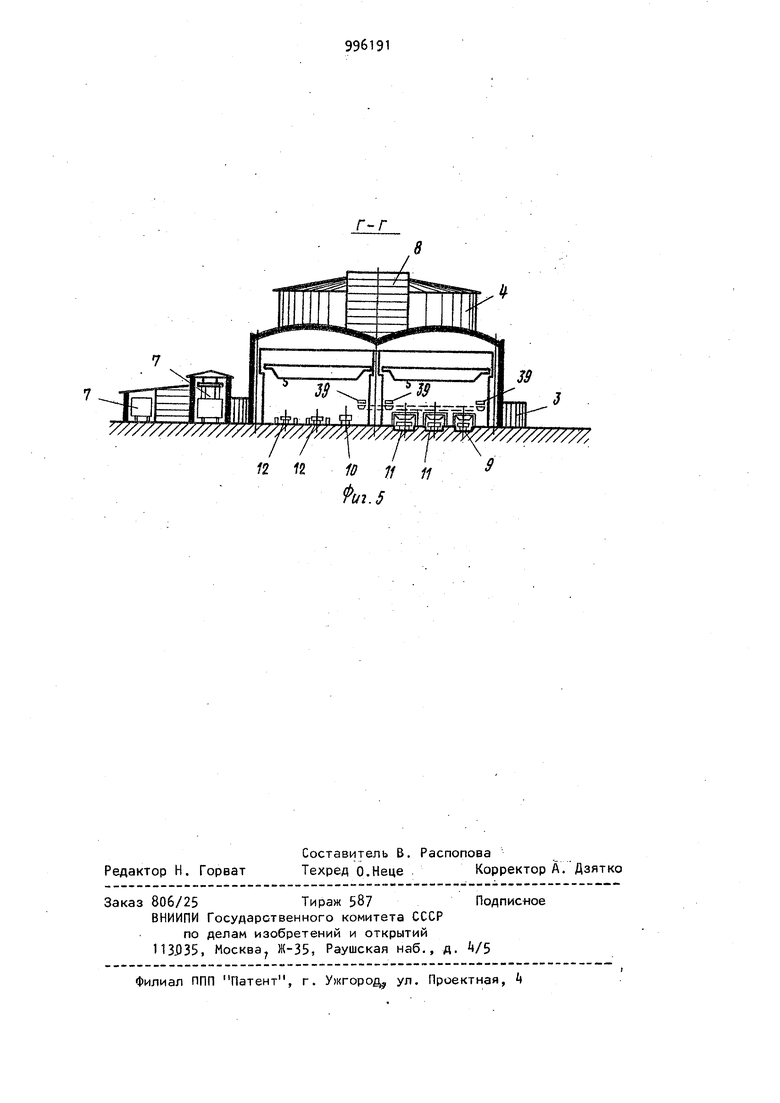
Изобретение относится к строитель ству и может быть использовано при производстве железобетонных изделий из различных бетонов. По основному авт. св. ff и вестен технологический комплекс по производству железобетонных изделий включающий склад составляющих бетон компонентов с устройствами для их приема и выдачи, установки для приготовления бетона с устройствами для транспортирования бетонной смеси и технологические линии для изготовления железобетонных издели каждая из которых состоит из конвей еров дпя перемещения форм, передаТбчных устройств, связывающих эти -конвейеры, оборудования, установлен ного в технологической последовательности и предназначенного для подготовки форм, зарядки их арматурой заполнения бетоном форм с пос ледующим уплотнением и отделкой, и камеры для термообработки отформованных изделий СОНедостатком этого технологического комплекса является длительность и низкая технологичность производства. Цель изобретения - сокращение производительности и повышение технологичности. Эта цель достигается тем, что в технологическом комплексе по про-, йзводству железобетонных изделий в зоне расположения щелевых камер предварительного разогрева и охлаждения смонтированы посты пакетирования изделий перед тепловой обработкой и распакетирования после окончания тепловой обработки. На фиг. 1 изображен общий вид комплекса в плане; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1 ; на фиг. - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1. Технологический коиплекс срдер;чит поточные технологические линии 1 и 2 для изготовления изделий соответственно из легкого и тяжелого бетонов, кольцевую камеру 3 совместной тепловой обработки изделий склад Ц составляющих бетоны материа лов, связанный транспортными линиями 5 и6 соответственно с приемным устройством 7 и бетоносмесительной установкой 8.Технологическая линия 1 изготовления изделий из легкого бетона состоит из формовочного 3и подготовительного 10 потоков. Тех нологическая линия 2 изготовления и делий из тяжелого бетона также сос тоит из формовочных 11 и подготовительных 12 потоков. Все потоки связ , ны между собой передаточным устройством 13 и содержат транспортны устройства I для перемещения форм 15 и 16 вдоль технологических noTQr Формовочный поток 9 содержит тех нологические посты: пост 17 армиро вания, пост 18 формования, пост 19 отделки. Подготовительный поток 10 содержит пост 20 распалубки, пост 2 кантования и съема изделия, пост 22 чистки форм, пост 23 смазки, пост 2k сборки. Формовочные потоки fl содержат посты 25 армирования, п сты 26 формования , посты 27 отделк посты 28 пакетирования форм перед термообработкой, находящиеся под бетоносмесительной усссановкой 8 и расположены в щелевых камерах разог рева изделий. Подготовительные потоки 12 содержат посты 29 распакетирования фо после термообработки, находящиеся также под бетоносмесительной установкой , и расположены в щелевЫх камерах охлаждения изделий, посты 30 распалубки,и съема изделий, посты 31 чистки и смазки форм, посты 32 сборки форм. Кольцевая камера 3 содержит транспортное устройство 33 для перемещения форм по кольцевому туннелю 3 и связана прямолинейными туннелями камер выравнивания характеристик различных бетонов перед совместной тепловой обработкой изделий с формовочными потоками технологических линий, по окончании же ее с - подготовительными потоками, а именно: камерой 35 - с потоком 9, камерой 36 914 с потоком 10, камерами 37 и 38-с потоками 12. Бетоносмесительная установка 8 связана с формовочными постами 18 и 26 транспортными линиями 39 подачи бетонных смесей. Технологический комплекс работает следующим образом. Поступившие на завод материалы, составляющие бетонные смеси, разгружаются в бункера приемного устройства 7, а оттуда линией 5 подаются в емкости склада k для соз« Дания технологи 1еского запаса.Из склада 4 транспортными линиями 5 и 6 материалы подаются в расходные бункеры бетоносмесительиой установки 8. Приготовленные бетонные смеси линиями ЗЭ подаются к постам 18 и 26 технолог:ических линий 1 и 2. Изготовление железобетонных изделий на технологических линиях комплекса осуществляется следующим образом. Изделия из легкого бетона в формах 15 и из тяжелого бетона в формах 16 из камер 36 и 38 выравнивания характеристик после окончания тепловой обработки поступают нэ подготовительные потоки 10 и 12, на которых производятся подготовительные операции по распалубке, съему изделий, чистке, смазке и сборке форм. По окончании подготовительных операций формы 15 и 1б передаточным ус гройством 13 подаются на формовочные потоки 9 -И 11 технологических линий 1 и 2 где производится армирование , формование изделий и их отделка. Для выравнивания цикла формования изделий из легкого и тяжелого бетонов с циклом за.-рузки в камеру тепловой обработки 3 и выгрузки из нее на технологических линиях 2 по изготовлению изделий из тяжелого бетона предусмотрены посты пакетирования 28 форм и их распакетирования 29, которые располагаются в щелевых камерах. Отформованные на формовочных потоках 9 и 11 изделия из легкого бетона в формах 15 и изделия из тяжелого бетона в формах 16 поступают соответственно в камеры 35 и 37) где производится выравнивание характеристик легкого и тяжелого бетонов перед совместной тепловой рбработкой. Одновременно в камерах 37 осущестиляется пакетирование форм 1б. Из камер 35 и 37 изделия в формах 15 и в пакетах форм 16 поступают в кольцевую камеру 3 сов местной тепловой обработки изделий. Пройдя цикл совместной тепловой обработки в процессе перемещений по кольцевому туннелю 3 с помощью транспорт ного устройс.тва 33, изделия в формах 15 ив пакетах из форм 16 поступают в камеры 36 и 38, где производится .: выравнивание характеристик легкого и тяжелого бетонов перед выдачей их в цех. Одновременно в камерах 38 осуществляется распакетирование пакетов форм t6. Из камер 36 и 38 изделия в формах 15 и 16 поступают на подготовитепьнь(е-потоки 10 и 12 и далее цикл изготовления повторяется. За счет размещения в зоне расположения щелевых камер постов пакетирования форм перед совместной тепловой обработкой и расракётирования после совместной тепловой обработки обеспечивается более компактное расположение оборудования комплекса и сокращение продолжительности производственного процесса за счет совмещения операций по пакетированию и распакетированию с операциями выравнивания характеристик бетонов изделий перед совместной тепловой обработкой. Тем самым обеспечивается повышение технологичности производства. Формула изобретения Технологический комплекс по производству железобетонных изделий по ает. ев. W .отличающийся тем, что, с целью сокращения продолжительности и повышения технологичности, в зоне расположения щелевых камер предварительного разогрева и охлаждения смонтированы посты пакетирования изделий перед тепловой обработкой и распакетирования после окончания тепловой обра ботки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР If , кл. В 28 В 5/00, 1979.
- I-
J.
////J7/////////y
Sfe.J
11 12 f2 fS 7/ // Й/г. Y////////, 9
