Изобретение относится к технологическому оборудованию для сборки электрических соединителей, колодка которых изготовлена из ленточного материала, а контакты - из проволочной или полосовой заготовки.
Известно устройство для подачи ленты, содержащее механизм для поддержания рулона ленточного материала, механизм подачи и намотки ленты, устройство отрезки диэлектрических прокладок, механизм подачи полосовой заготовки прокладок в это устройство, которое установлено под углом к направлению подачи ленты, устройство для фиксации диэлектрических прокладок на ленте.
Недостатком устройства является получение изделия в виде бесконечной ленты, а не в виде изделий необходимой длины, а также возможность получения некачествен- ных изделий в случае неустановления одной или нескольких прокладок на ленту при возможных сбоях в работе механизмов подачи и отрезки.
Наиболее близкой к изобретению по технической сущности является автоматическая линия для сборки электрических изделий из ленточного материала, содержащая механизм подачи и намотки ленты, устройство отрезки диэлектрических прокладок и механизм подачи полосовой заготовки прокладок в это устройство, установленные перпендикулярно направлению подачи ленты, устройство для фиксации прокладок на месте, причем корпус устрой- ства отрезки жестко связан с устройством для фиксации и кинематически связан с механизмом подачи ленты.
Недостатком автоматической линии является получение изделия в виде изделий бесконечной ленты, а не в виде изделий необходимой длины с точным расположением края изделия относительно установленных элементов, а также возможность получения некачественных изделий в ел у- чае неустановления одной или нескольких прокладок на ленту при возможных сбоях в работе механизмов подачи и отрезки.
Цель изобретения - расширение технологических возможностей и повышение ка- чества соединителей.
Указанная цель достигается тем, что автоматическая линия для сборки электрических соединителей, содержащая последовательно установленные на основа- нии механизм подачи ленты, механизм подачи заготовки контактов, установленный перпендикулярно направлению подачи ленты, и кинематически связанные с ним устройство отрезки заготовок контактов и
устройство для фиксации контактов в ленте, снабжена датчиком контроля наличия контактов в ленте, механизмом дополнительной подачи ленты и механизмом отрезки ленты, установленными на основании после устройства фиксации.
Датчик контроля наличия контактов выполнен в виде подпружиненного двуплечего рычага, одно плечо которого находится против выключателя привода линии, а другое снабжено пластиной, поджатой к установленным в ленте контактам и имеющей длину, большую шага, но меньшую удвоенной величины шага установки контактов в ленте.
Механизм дополнительной подачи состоит из подпружиненной собачки, кинематически связанной с приводом, установленной с возможностью возвратно- поступательного перемещения вдоль направления подачи ленты и взаимодействующей-с установленными в ленте контактами.
Механизм резки ленты состоит из подпружиненных ножей, кинематически связанных с приводом и установленных с возможностью перемещения в направлении, перпендикулярном направлению подачи ленты, и датчика длины изделия, установленного с возможностью регулировки, и выполненного в виде двуплечего рычага, одно плечо которого находится против концевого выключателя привода ножей, а другое взаимодействует с торцом ленты,
Введение в автоматическую линию датчика контроля контактов обеспечивает непрерывный контроль наличия контактов в процессе сборки, В случае неустановки в ленту контакта рычаг датчика теряет опору, поворачивается и выключает привод линии. Таким образом, предотвращается попадание некомплектных изделий в лоток с готовыми изделиями.
Введение в автоматическую линию механизма дополнительной подачи ленты, работающего независимо от основного механизма подачи, обеспечивает подачу изделия на механизм резки ленты, тем самым увеличивая точность реза относительно установленных контактов.
Введение в автоматическую линию механизма резки ленты позволяет путем регулировки датчика длины получать изделия определенной необходимой длины.
На фиг. 1 изображена схема автоматической линии; на фиг. 2 - датчик контроля наличия контактов в ленте; на фиг. 3 - механизм дополнительной подачи ленты; на фиг. 4 - механизм резки ленты.
Автоматическая линия (фиг. 1) содержит последовательно установленные на основании средство 1 для поддержания бобины 2 с диэлектрической лентой 3, механизм 4 подачи ленты, механизм 5 подачи заготовки контактов, установленный перпендикулярно направлению подачи ленты, устройство 6 фиксации контактов в ленте в виде штампов для пробивки отверстий, устройство 7 отрезки заготовок контактов 8, датчик 9 контроля наличия контактов в ленте, механизм
10дополнительной подачи ленты, механизм
11резки ленты, лоток 12 для приема готовых изделий.
Механизм 4 подачи ленты состоит из каретки 13 с возможностью перемещения по колонкам 14, прижима 15 и рычага 16. Каретка и рычаг кинематически связаны с приводом.
Механизм 5 подачи заготовки контактов устроен аналогично механизму 4.
Устройство 7 отрезки заготовок контактов содержит корпус с направляющим отверстием 17 для проволочной заготовки 18, направляющие пазы 19с установленными в них отрезными ножами 20, кинематически связанными с приводом.
Датчик 9 контроля наличия контактов (фиг. 2) выполнен в виде двуплечего рычага 21, установленного с возможностью поворота на оси 22, одно плечо которого находится против выключателя 23 привода линии, а другое снабжено пластиной 24, поджатой усилием пружины 25 к установленным в ленте контактам 8 и имеющей длину, большую шага, но меньшую удвоенной величины шага установки контактов в ленте 3.
Механизм 10 дополнительной подачи (фиг. 3) состоит из подпружиненной собачки 26, установленной с возможностью поворота на каретке 27. Каретка установлена с возможностью обратного перемещения пог колонкам 2В. Подпружиненный пружинами 29 прижим 30 установлен с возможностью перемещения по колонкам 31.
Механизм 11 резки ленты (фиг. 4) состоит из подпружиненных ножей 32 и 33, кинематически связанных с приводом, и датчика длины изделия, корпус 34 которого установлен на кронштейне 35. Датчик длины выпол- нен в виде двуплечего рычага 36, установленного с возможностью поворота на оси 37, одно плечо которого находится против концевого выключателя 38 привода ножей 32 и 33, а другое взаимодействует с торцом ленты 3. Регулировка длины изделия осуществляется посредством перестановки корпуса 34 датчика длины по пазу 39, который затем фиксируется на кронштейне 35 винтом 40.
В корпусах всех механизмов выполнены пазы для ленты 3.
Линия работает следующим образом. С бобины 2 лента 3 заправляется в направляющие пазы корпусов механизма 4 подачи и устройства 6 для фиксации контактов. Включается привод (не показан). Лента прижимается к каретке 13 прижимом 15 через рычаг 16. Каретка 13 с лентой переме0 щается по колонкам 14 вправо на шаг. Прижим отводится, и каретка возвращается в исходное положение. После каждого шагового перемещения ленты устройство 6 пробивает в ней посадочные отверстия 41.
5 Лента заправляется в направляющий паз устройства 7 отрезки заготовок контактов. Проволочная заготовка 18 через направляющий паз механизма 5, направляющее отверстие 17 устройства 7 подается
0 синхронно с подачей ленты 3 между ножами 20 в отверстия 41 на длину, равную длине детали. Ножи 20 от привода сходятся в радиальном направлении и отрезают очередную деталь, оставляя ее в ленте. Лента с
5 деталями заправляется в направляющие пазы корпусов датчика 9 контроля наличия контактов в ленте, механизма 10 дополнительной подачи ленты, механизма 11 резки ленты. Между устройством 7 отрезки заго0 товок контактов и механизмом 10 лента имеет свободный провис 42 для независимой работы подающих устройств 4 и 10. .
Каретка 27 механизма 10 (фиг. 3) синхронно с механизмом 4 совершает возврат5 но-поступательные перемещения по колонкам 28. При каждом ходе собачка 26 упирается в очередную деталь 8 и перемещает ленту на расстояние, равное шагу между деталями. При достижении контакта 8
0 рычага 36 датчика длины,, последний поворачивается на оси 37 и нажимает на концевой выключатель 38 привода ножей 32 и 33, которые движутся друг к другу и перерезают ленту. Изделие падает в лоток 12 и по нему
5 в приемную тару. После отделения соединителя механизм отрезки возвращается в исходное состояние.
В случае неустановки контактов 8 в ленту рычаг 21 датчика контроля наличия кон0 тактов теряет опору и поворачивается против часовой стрелки на оси 22 от пружины 25, нажимает выключатель 23, который дает сигнал на отключение привода и остановку линии.
5 Использование линии позволяет автоматически изготавливать электрические соединители с колодкой из экструдировакной пластмассовой ленты различной длины с точным расположением края соединителя относительно установленных в ленту контактов и предотвратить попадание 6 готовые изделия соединителей с неустановленными контактами.
Формула изобретения
1.Автоматическая линия для сборки электрических соединителей, содержащая последовательно установленные на основании и связанные с приводом отдающую бобину с диэлектрической лентой, механизм подачи ленты, механизм подачи заготовки контактов, установленный перпендикулярно направлению подачи ленты, и кинематически связанные с ним устройство отрезки заготовок контактов и устройство фиксации контактов в ленте, о т л и ч а ю щ а я с я тем, что, с целью расширения технологических; возможностей и повышения качества соединителей, она снабжена последовательно ус- тановленными на основании после устройства фиксации датчиком контроля нэ-личия контактов в ленте, механизмом до- полнительной подачи ленты и механизмом отрезки ленты.
2.Линия по п. 1,отличающаяся тем, что датчик контроля наличия контактов в ленте выполнен в виде подпружиненного двуплечего рычага, одно плечо которого на конце снабжено пластиной, расположенной вдоль направления подачи ленты и имеющей длину большую шага, но меньшую удвоенной величины шага установки контактов в ленте, причем пластинка установлена так, что опирается на контакты, а другое плечо рычага взаимодействует с выключателем привода линии.
3,Линия по п. 1, о т л и ч а ю щ а я с я тем, что механизм дополнительной подачи
ленты выполнен в виде подпружиненной собачки, кинематически связанной с приводом, установленной с возможностью возвратно-поступательного перемещения вдоль направления подачи ленты и взаимодействующей с установленными в ленте контактами.
4.Линия по п. 1, о т л и ч а ю щ а я с я тем, что механизм от резки ленты снабжен установленным с возможностью регулировки датчиком длины и выполнен в виде установленных с возможностью перемещения в направлении, перпендикулярном направлению подачи ленты, ножей, кинематически связанных с приводом, снабженным концевым выключателем, а датчик длины выполнен в виде подпружиненного двуплечего рычага, одно плечо которого взаимодействует с торцом ленты, а другое - с концевым выключателем привода ножей.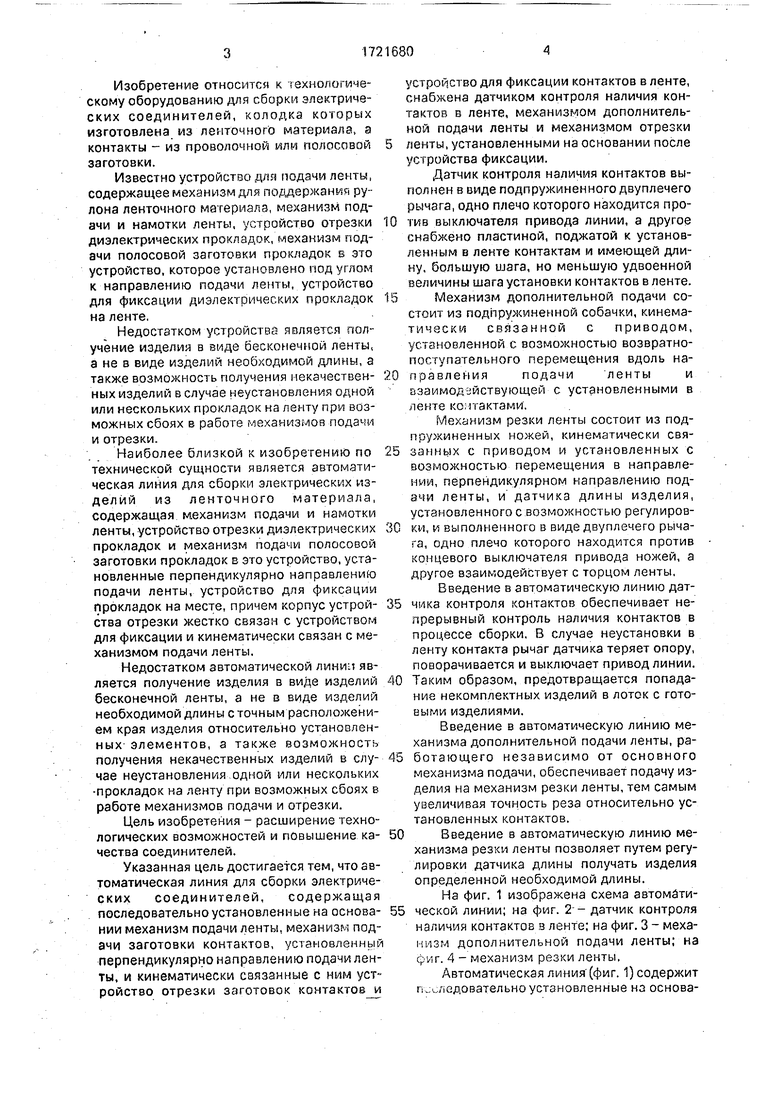

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки электротехнических изделий из ленточного материала | 1974 |
|
SU568087A1 |
| Станок для намотки электрических катушек | 1983 |
|
SU1150667A1 |
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1808450A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВКИ ИЗ ТОНКОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2170209C1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Автомат для намотки заготовок из ленточных материалов | 1980 |
|
SU891549A2 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |

Изобретение относится к электротехнике. Цель изобретения - расширение технологических возможностей линии и повышение качества соединителей. Автоматическая линия состоит из бобины 2 с диэлектрической лентой 3, механизма 4 подачи ленты, механизма 5 подачи заготовки контактов с устройством 7 отрезки заготовок контактов, устройства 6 фиксации контактов 8 в ленте 3, датчика 9 контроля наличия контактов 8 в ленте 3, датчика 9 контроля т 4 /J Ј Ц 8 г наличия контактов в ленте, механизма 10 дополнительной подачи ленты и механизма 11 отрезки ленты. В ленте 3, подаваемой с бобины 2 устройством 6 фиксации контактов, с определенным шагом пробиваются отверстия для установки контактов. Одновременно в перпендикулярном направлении подается к месту установки проволочная заготовка контактов 18. Устройство 7 отрезает контакты 8 нужной длины и они устанавливаются в пробитые в ленте 3 отверстия. Далее лента с контактами через датчик 9 контроля наличия контактов в ленте и механизм 10 дополнительной подачи ленты поступает в механизм отрезки ленты. Лента с контактами взаимодействует с рычагом 36 регулируемого датчика длины, который управляет приводом ножей 32 и 33. При достижении нужной длины ножи 32 и 33 отрезают готовую колодку соединителя. Таким образом, за счет использования датчика контроля наличия контактов повышается качество изготовления соединителей, а использование регулируемого датчика длины в механизме отрезки позволяет получать различные типоразмеры колодок. 3 з.п.ф- лы, 4 ил. vl N СО О Si ЛИ:
28
26
27
Фиг. 3
«ti
| Составная струнка под паровозной буксой | 1929 |
|
SU19262A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия для сборки электротехнических изделий из ленточного материала | 1974 |
|
SU568087A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
