Известны устройства для прессования заготовок или изделий из абразивной порошкообразной массы, например электронагревателей, посредством продавливания ее через сквозное отверстие .матрицы.
Цель изобретения - добиться повышения степени уплотнения изделий при минимальном износе матрицы и пуансона. Для этого на внутренних стенках матрицы образованы двухконусные кольцевые вытачки, а пуапсон выполнен с уменьшенным поперечным сечением.
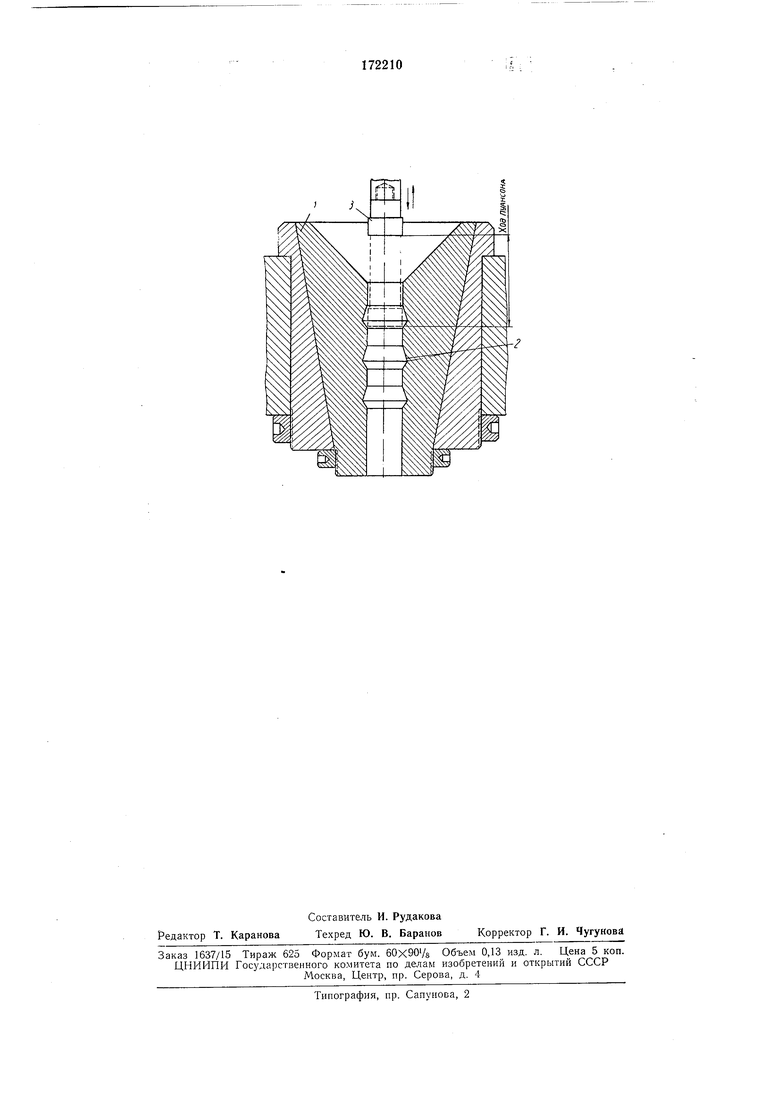
Па чертеже представлена схема описываемого устройства.
Формование заготовок производится непрерывным продавливанием порций порошка или гранул через матрицу 1, имеющую сквозное отверстие равного сечения по всей длине.
Уплотнение и соединение отдельных порций массы происходит за счет сил сопротивления, образующихся в результате трения при продвижении массы в нолости матрицы, а также за счет вертикальных составляющих сил реакций, появляющихся в зоне кольцевых выточек 2 матрицы /, размеры, форма и количество которых определяется механическими свойствами формуемых масс.
ПЛОТНОСТЬ соединения отдельных порций массы.
Перед началом формования выходное отверстие матрицы закрывается специальной пробкой. Продавливание производится пуансоном 3, который в поперечнике меньще сквозного отверстия матрицы. Применение пуансона уменьшенного сечения позволяет получить относительно большие удельные давления при сравнительно небольшом общем усилии прессовашш, а образовавшийся зазор между пуансоном и матрицей создает условия для минимального износа этих деталей при формовании крупнозернистых абразивных материалов, как например карбид кремния зеленый с раз.мером зерна до 1 мм.
Предмет изобретения
Устройство для прессования заготовок или изделий из абразивной порошкообразной массы посредством продавливания ее через сквозное отверстие матрицы, отличающееся тем, что, с целью повышения степени уплотнения изделий и уменьшения пзпоса матрицы и иуасона, на внутренних степках .матрицы образованы двухконусные кольцевые выточки, а пуансон выполнен с поперечным сечением, меньшим сквозного отверстия матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дискретно-непрерывного формования длинномерных труб из порошка | 1990 |
|
SU1787689A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| Способ непрерывного прессования порошков | 1984 |
|
SU1273212A1 |
| Устройство для дискретно-непрерывного формования труб из порошка | 1986 |
|
SU1404176A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| Ротационная таблеточная машина для формования двухкомпонентных изделий | 1976 |
|
SU648441A1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| Способ непрерывного прессования порошков и устройство для его осуществления | 1982 |
|
SU1049188A1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |