погрешность формы в поперечном сечении, обусловленная влиянием погрешности формы в поперечном сечении на процесс управления ввиду невысокого быстродействия (большой инерционности) механической части системы управления.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для совмещенной обработки резанием и ППД, содержащее измерительный, задающий, сравнивающий блоки и исполнительный механизм, выполненный в виде дополнительного нагружателя деформирующего элемента, которые взаимодействуют с комбинированным инструментом.
Недостатком известного устройства является невозможность обеспечения высокой точности обработки в продольном сечении при обработке деталей, имеющих погрешность формы в поперечном сечении, кроме того, при осуществлении процесса управления погрешности формы в поперечном сечении вызывают изменение измеряемого сигнала с высокой частотой (на 2-3 порядка выше, чем от погрешности формы в продольном сечении), причем постоянная времени механического устройства не позволяет отследить каждое колебание. Эти изменения сигнала накладываются на изменение измеряемого сигнала от погрешностей формы в продольном сечении, расширяя тем самым допуск на стабилизируемый параметр и уменьшая, соответственно, точность обработки. При этом, если погрешность формы в поперечном сечении соизмерима С погрешностью формы продольного сечения, то устройство не позволяет получить точность продольного сечения выше точности поперечного.
Цель изобретения - повышение точности обработки в продольном сечении за счет устранения влияния погрешноей формы в поперечном сечении.
Поставленная цель достигается тем, что в устройство для совмещенной обработки резанием и ППД, содержащее переднюю бабку, шпиндель, корпус с размещенными в нем резцом и деформирующим элементом, узел управления с датчиком упругих отжа- тий технологической системы, сравнивающим и задающим устройствами, а также исполнительный механизм, смонтированный с возможностью взаимодействия с деформирующим элементом, снабжено датчиком-положения шпинделя и коммутирующим ключом, причем последний установлен между сравнивающим устройством и исполнительным механизмом, а датчик углового положения шпинделя размещен нз
передней бабке с возможностью взаимодействия с ключом.
При обработке деталей на высоких скоростях вращения, например деталей малых
диаметров, или при обработке сверхтвердыми материалами инерционность механических элементов системы управления не позволяет обрабатывать быстропротекаю- щие сигналы. В этом случае время между
0 последующими управлениями можно .искусственно увеличить за счет измерения отклонений через один или несколько оборотов. При этом размещение на передней бабке станка датчика позволяет фиксировать в
5 пространстве одно и то же положение детали и управлять исполнительным механизмом при одном и том же положении детали, исключая влияние погрешностей формы в поперечном сечении.
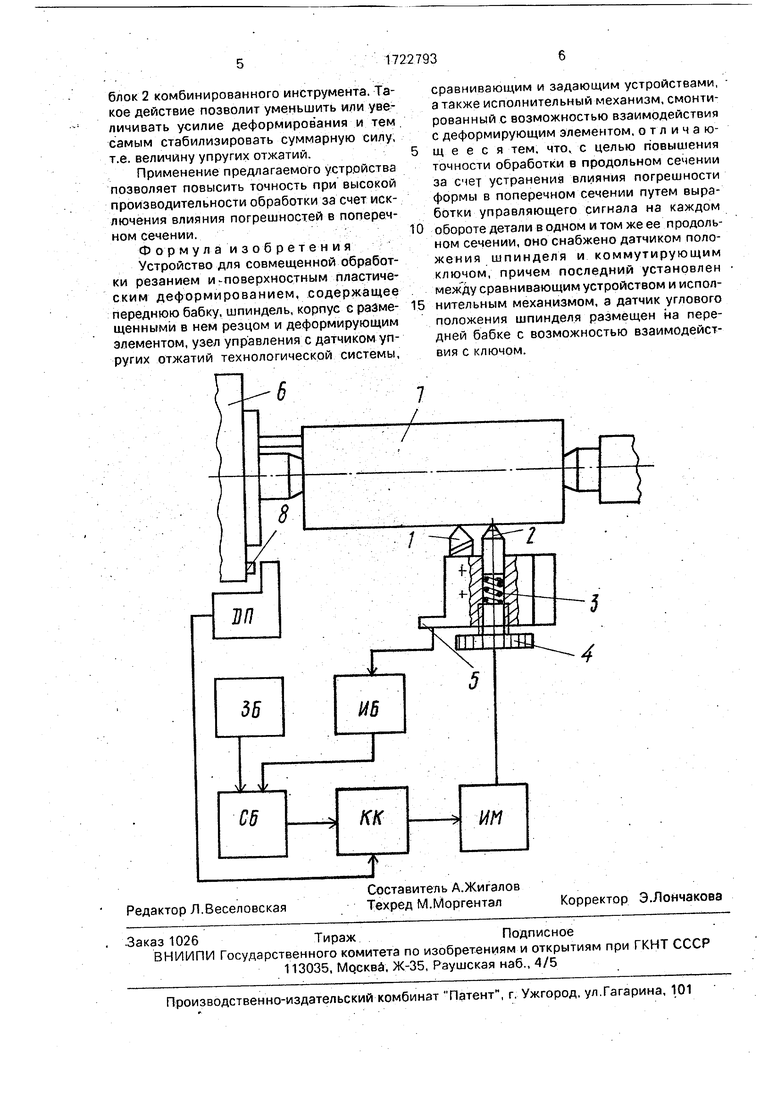
0На чертеже изображена принципиаль ная схема предлагаемого устройства.
Устройство содержит комбинированный инструмент, состоящий из последовательно размещенных режущего элемента 1
5 и деформирующего блока 2, последний из которых через упругий элемент 3 связан с винтом 4. Блок-схема устройства включает измерительный блок (ИБ), соединенный с датчиком 5 перемещений, задающий блок
0 (ЗБ), сравнивающий блок (СБ) и исполнительный механизм (ИМ). В схему входит также датчик положения (ДП) шпинделя 6 станка, в центрах которого установлена обрабатываемая деталь 7. Датчик ДП, разме5 щенный на передней бабке станка, связан с коммутирующим ключом (КК), а также взаимодействует с упором 8, необходимым для включения ДП. Положение упора 8, установленного на шпинделе 6 станка, можно регу0 лировать при необходимости.
Устройство работает следующим образом.
Измерение отклонений упругих отжа- тий технологической системы СПИД, возни5 кающих от изменения условий обработки (неравномерность припуска, твердость, биение детали и др.) контролируется датчиком 5, сигнал от которого подается на вход ИБ. С выхода ИБ сигнал поступает на сравнива0 ющий блок СБ, где сравнивается с заданной величиной сигнала, устанавливаемой в ЗБ, При несоответствии сигналов от ИБ и ЗБ возникает сигнал рассогласования, который подается к КК. Коммутирующий ключ пропу5 екает через себя этот сигнал только в тот момент времени, косда датчик ДП взаимодействует с упором 8 шпинделя 6 станка. После срабатывания КК подается команда на ИМ, который через винт 4 и упругий элемент 3 воздействует на деформирующий
блок 2 комбинированного инструмента. Такое действие позволит уменьшить или увеличивать усилие деформирования и тем. самым стабилизировать суммарную силу, т.е. величину упругих отжатий.
Применение предлагаемого устройства позволяет повысить точность при высокой производительности обработки за счет исключения влияния погрешностей в поперечном сечении.
Ф о р мула из об р е т е н и я Устройство для совмещенной обработки резанием и-поверхностным пластическим деформированием, содержащее переднюю бабку, шпиндель, корпус е размещенными в нем резцом и деформирующим элементом, узел управления с датчиком упругих отжатий технологической системы,
сравнивающим и задающим устройствами, а также исполнительный механизм, смонтированный с возможностью взаимодействия с деформирующим элементом, отличающ е е с я тем, что, с целью повышения точности обработки в продольном сечении за счет устранения влияния погрешности формы в поперечном сечении путем выработки управляющего сигнала на каждом
0 обороте детали в одном и том же ее продольном сечении, оно снабжено датчиком положения шпинделя и коммутирующим ключом, причем последний установлен меж ду сравнивающим устройством и испол5 нительным механизмом, а датчик углового положения шпинделя размещен на передней бабке с возможностью взаимодействия с ключом.
Изобретение относится к области машиностроения, а именно к совмещенной обработке деталей резанием и ППД на станках с автоматическими системами управления. Целью изобретения является повышение точности обработки в продольном сечении за счет устранения влияния погрешности формы в поперечном сечении путем выработки управляющего сигнала на каждом обороте детали в одном и том же ее продольном сечении. Цель достигается тем, что устройство содержит переднюю бабку. Изобретение относится к машиностроению, а именно к управлению процессами совмещенной обработки резанием и поверхностным пластическим деформированием (ППД) комбинированными инструментами, и может быть использовано при обработке деталей на станках, имеющих систему автоматического или адаптивного управления. Известно устройство для управления процессами совмещенной обработки резанием и ППД, включающее корпус с размещенными в нем резцом и деформирующим элементом, узел управления с датчиком упшпиндель, корпус с размещенными в нем резцом и деформирующим элементом, узел управления с датчиком упругих отжатий технологической системы, сравнивающим и задающим устройствами, а также исполнительный механизм, смонтированный с возможностью взаимодействия с деформирующим .элементом. Оно снабжено датчиком положения шпинделя и коммутирующим ключом, причем последний установлен между сравнивающим устройством и исполнительным механизмом, а датчик углового положения шпинделя размещен на передней бабке с возможностью взаимодействия с ключом. В процессе обработки при измерении упругих отжатий сигнал рассогласования подается на коммутирующий ключ. Последний пропускает через себя этот сигнал только в момент времени, когда датчик взаимодействует с упором шпинделя. При этом осуществляется изменение усилий деформирования для стабилизации упругих отжатий технологической системы. При осуществлении управления таким образом отсекаются погрешности формы детали в поперечном сечении. 1 ил. ругих отжатий технологической системы, сравнивающим и задающим устройствами, а также исполнительный механизм, смонтированный с возможностью взаимодействия с деформирующим элементом, причем деформирующий элемент установлен с возможностью изменения углов-ого расположения относительно режущего инструмента. Недостатком известного устройства является невозможность обеспечения высокой точности обработки в продольном сечении при обработке деталей, имеющих Ё ч ю ю м о GJ
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1984 |
|
SU1194658A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
