Изобретение относится к устройствам для изготовления изделий со сложной конфигурацией боковых поверхностей и может быть использовано преимущественно в строительной индустрии для изготовления бетонных и железобетонных конструкций, например наружных стеновых панелей и пр.
Целью изобретения является расширение номенклатуры изготавливаемых изделий и упрощение переналадки конвейера.
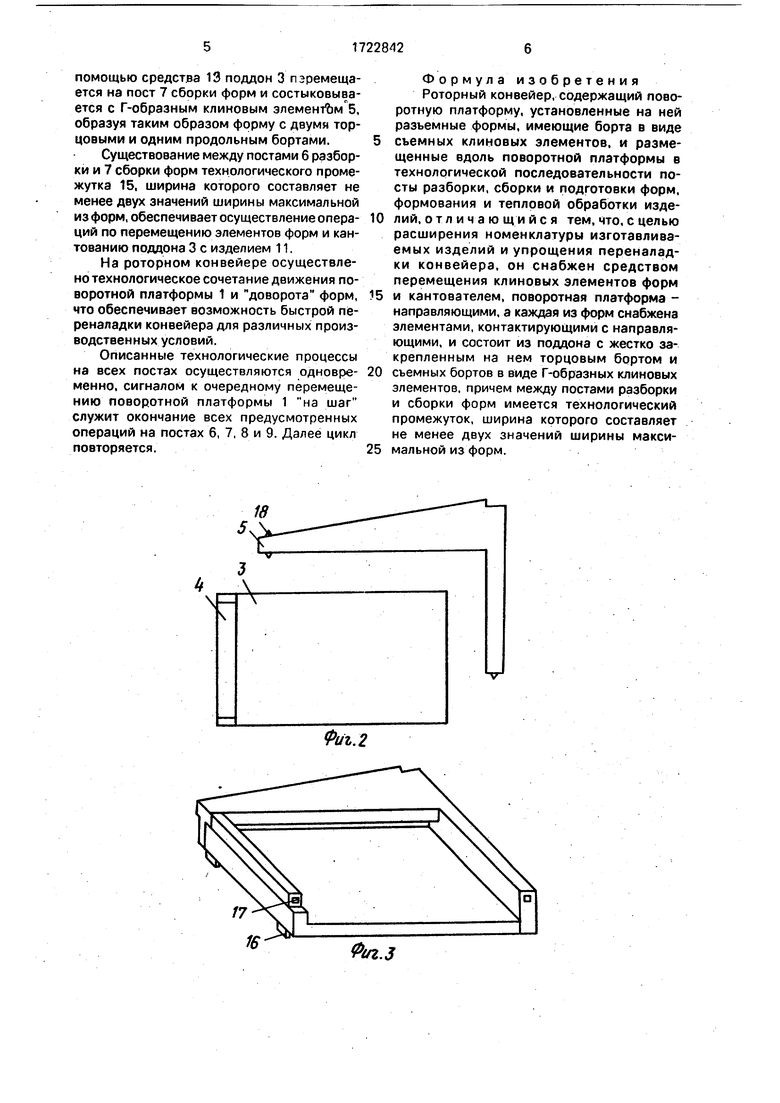
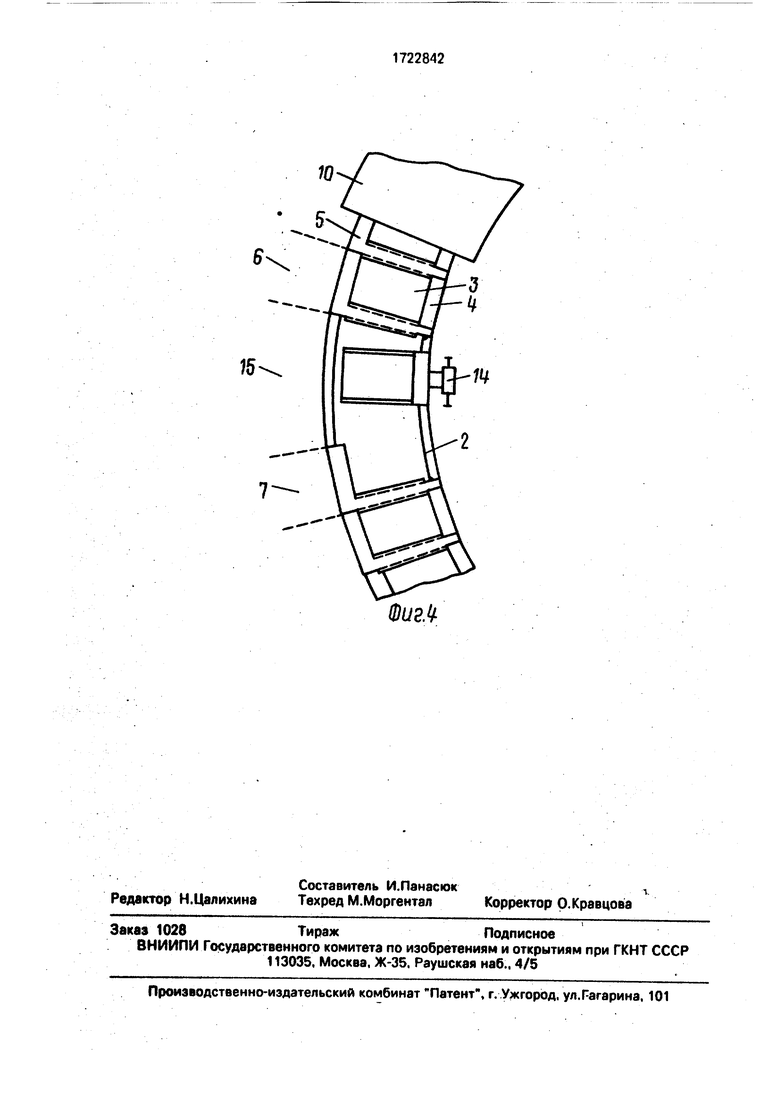
На фиг. 1 представлен роторный конвейер, план; на фиг. 2 - форма роторного конвейера; на фиг. 3 - то же, аксонометрия; на фиг. 4 - фрагмент роторного конвейера в зоне технологического промежутка.
Роторный конвейер содержит поворотную платформу 1, снабженную направляющими 2, на которых размещены разъемные формы, каждая из которых состоит из поддона 3 с жестко закрепленным на .нем торцовым бортом 4 и съемных бортов в виде Г-образных клиновых элементов 5.
Вдоль поворотной платформы 1 размещены в технологической последовательности: пост 6 разборки, пост 7 сборки и пост 8 подготовки форм, а также пост 9 формования и пост 10 тепловой обработки изделий 11, выполненный в виде охватывающей поворотную платформу 1 камеры тепловой обработки. Поворотная платформа 1 имеет механизмы 12 ее поворота.
Роторный конвейер снабжен также средством 13 перемещения клиновых элементов форм, выполненным, например, в виде толкателя с захватом и кантователем 14.
Для обеспечения выполнения процессов, предусмотренных технологическим циклом, между постами 6 разборки и 7 сборки форм имеется технологический промежуток 15, ширина которого составляет не менее двух значений ширины максимальной из форм.
Каждая из форм снабжена ограничительными элементами 16, контактирующими с направляющими 2, и средствами фиксации частей форм, выполненными, например, в виде соосно расположенных пазов 17 и выступов 18.
Роторный конвейер работает следующим образом.
Полный технологический цикл включает последовательное прохождение каждой из форм от поста 7 сборки форм через пост 8 подготовки форм к формованию, где осуществляется чистота, смазка форм и укладка арматуры, пост 9 формования, включающий операции по укладке формовочной смеси и уплотнению, и пост 10 тепловой обработки до поста б разборки форм, где производится распалубливание прошедших тепловую обработку изделий 11 и их съем. Движение форм от поста 7 через посты 8,9,10 до поста 6 осуществляется посредством движения поворотной платформы 1 с помощью механизмов 12.
На посту 7 осуществляется сборка формы, для чего к поддону 3 с жестко закрепленным на нем торцовым бортом 4 и Г-образным клиновым элементом 5, образу0 ющими два торцовых и один продольный борта формы, с помощью средства 13 перемещения элементов форм по направляющим 2 передвигается Г-образный клиновый элемент 5 от поста 6 разборки форм, обра5 зуя недостающий продольный борт формы. При этом жесткость конструкции формы обеспечивается как элементами 16, контактирующими с направляющими 2, так и средствами фиксации частей форм.
0 Движением поворотной платформы 1 осуществляется перемещение собранной формы на пост 8. где производится ее чистка, смазка и оснащение армокаркасом, и далее на пост 9, где в форму подается фор5 мовочная смесь и производится ее уплотнение, например, глубинными вибраторами. При следующем шаге поворотной платформы 1 форма с отформованным изделием 11 поступает на пост 10 тепловой обработки,
0 где в процессе дальнейшего движения поворотной платформы 1 выдерживается в заданном режиме тепловлажностной обработки, достаточном для набора изделий 11 распалубочной прочности. После
5 прохождения поста 10 форма с изделием 1.1. поступает на пост 6 разборки, где с помощью средства 13 перемещения элементов форм осуществляется последовательное отделение Г-образного клинового элемента 5
0 от поддона 3 с бортом 4 и изделия 11 и далее - поддона 3 с бортом 4 и изделием 11 от последующего Г-образного клинового элемента 5. При этом отделившийся элемент 5 перемещается на пост 7 сборки форм, а под5 дон 3 с бортом 4 и изделием 11 - к кантователю 14. посредством которого поддон 3 с изделием 11 кантуется до угла, образуемого между плоскостью поддона 3 и плоскостью поворотной платформы 1, достаточного для
0 съема изделия 11. Сползанию изделия 11 с поддона 3 препятствует торцовый борт 4, жестко закрепленный на поддоне 3. Изделие 11с помощью, например, мостового крана снимается с поддона 3 и транспортируется на
5 дальнейшую обработку, а освободившийся поддон 3 посредством кантователя 14 возвращается в исходное горизонтальное положение. При этом смещению поддона 3 относительно направляющих 2 препятствуют ограничительные элементы 16. Далее с
помощью средства 13 поддон 3 перемещается на пост 7 сборки форм и состыковывается с Г-образным клиновым элементам б, образуя таким образом форму с двумя торцовыми и одним продольным бортами.
Существование между постами 6 разборки и 7 сборки форм технологического промежутка 15, ширина которого составляет не менее двух значений ширины максимальной из форм, обеспечивает осуществление опера- ций по перемещению элементов форм и кантованию поддона 3 с изделием 11.
На роторном конвейере осуществлено технологическое сочетание движения поворотной платформы 1 и доворота форм, что обеспечивает возможность быстрой переналадки конвейера для различных производственных условий.
Описанные технологические процессы на всех постах осуществляются одновре- менно, сигналом к очередному перемещению поворотной платформы 1 на шаг служит окончание всех предусмотренных операций на постах 6, 7, 8 и 9. Далее цикл повторяется.
Формула изобретения Роторный конвейер, содержащий поворотную платформу, установленные на ней разъемные формы, имеющие борта в виде съемных клиновых элементов, и размещенные вдоль поворотной платформы в технологической последовательности посты разборки, сборки и подготовки форм, формования и тепловой обработки изделий, отличаю щи и с я тем, что, с целью расширения номенклатуры изготавливаемых изделий и упрощения переналадки конвейера, он снабжен средством перемещения клиновых элементов форм и кантователем, поворотная платформа - направляющими, а каждая из форм снабжена элементами, контактирующими с направляющими, и состоит из поддона с жестко закрепленным на нем торцовым бортом и съемных бортов в виде Г-образных клиновых элементов, причем между постами разборки и сборки форм имеется технологический промежуток, ширина которого составляет не менее двух значений ширины максимальной из форм.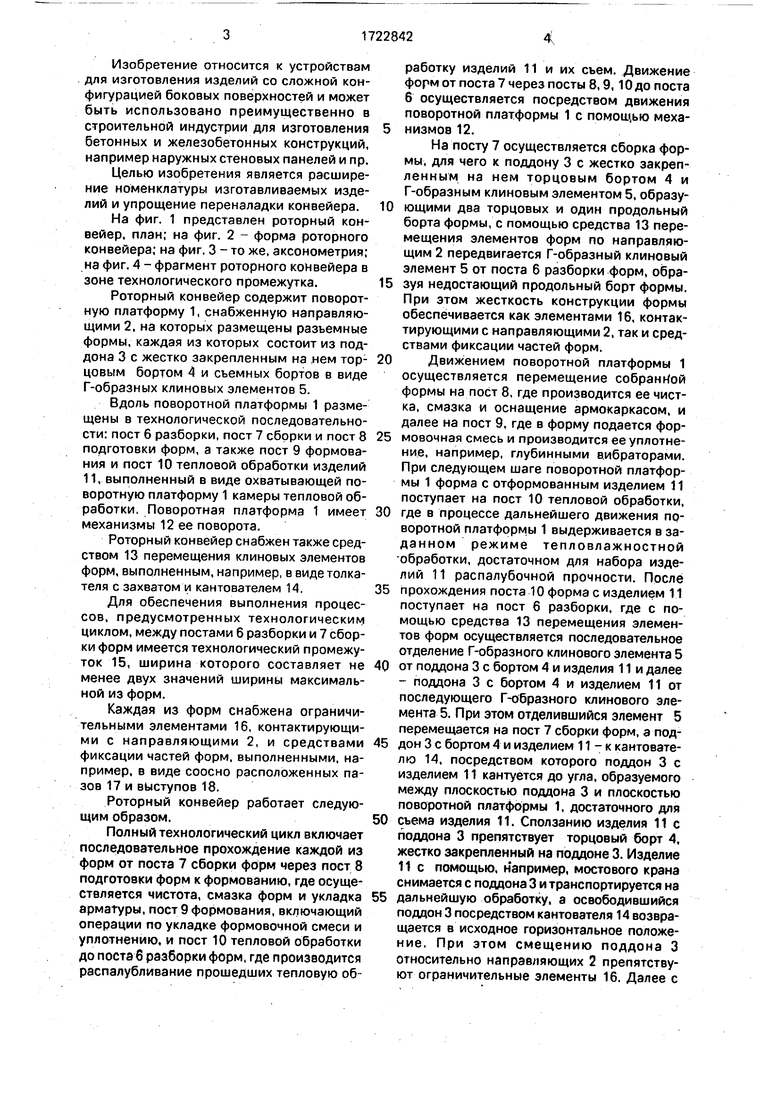
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный конвейер для изготовления строительных изделий | 1990 |
|
SU1765009A1 |
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1980 |
|
SU948667A1 |
| Роторный конвейер для изготовления строительных изделий | 1986 |
|
SU1412966A1 |
| Технологическая линия по изготовлению объемных блоков | 1989 |
|
SU1689075A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ МАССИВА ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077980C1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
Изобретение относится к устройствам для изготовления изделий со сложной конфигурацией боковых поверхностей и может Сыть использовано преимущественно в строительной индустрии для изготовления бетонных и железобетонных конструкций, например наружных стеновых панелей и пр. Цель изобретения - расширение номенклатуры изготавливаемых изделий и упрощение переналадки конвейера. Роторный конвейер, содержащий поворотную платформу (ПП) 1, установленные на ней разъемные формы (Ф). имеющие борта (Б) в виде съемных клиновых элементов (КЭ) 5, и размещенные вдоль ПП в технологической последовательности посты разборки 6, сборки 7 и подготовки 8 Ф, формования 9 и тепловой обработки 10 изделий 11, снабжен средством 13 перемещения КЭ и кантователем 14, ПП - направляющими 2, а каждая из Ф снабжена элементами, контактирующими с направляющими, и состоит из поддона с жестко закрепленным на нем торцовым Б и съемных Б в виде Г-образных КЭ, причем между постами разборки 6 и сборки 7 Ф имеется технологический промежуток 15, ширина которого составляет не менее двух значений ширины максимальной из Ф. 4 ил. (/ С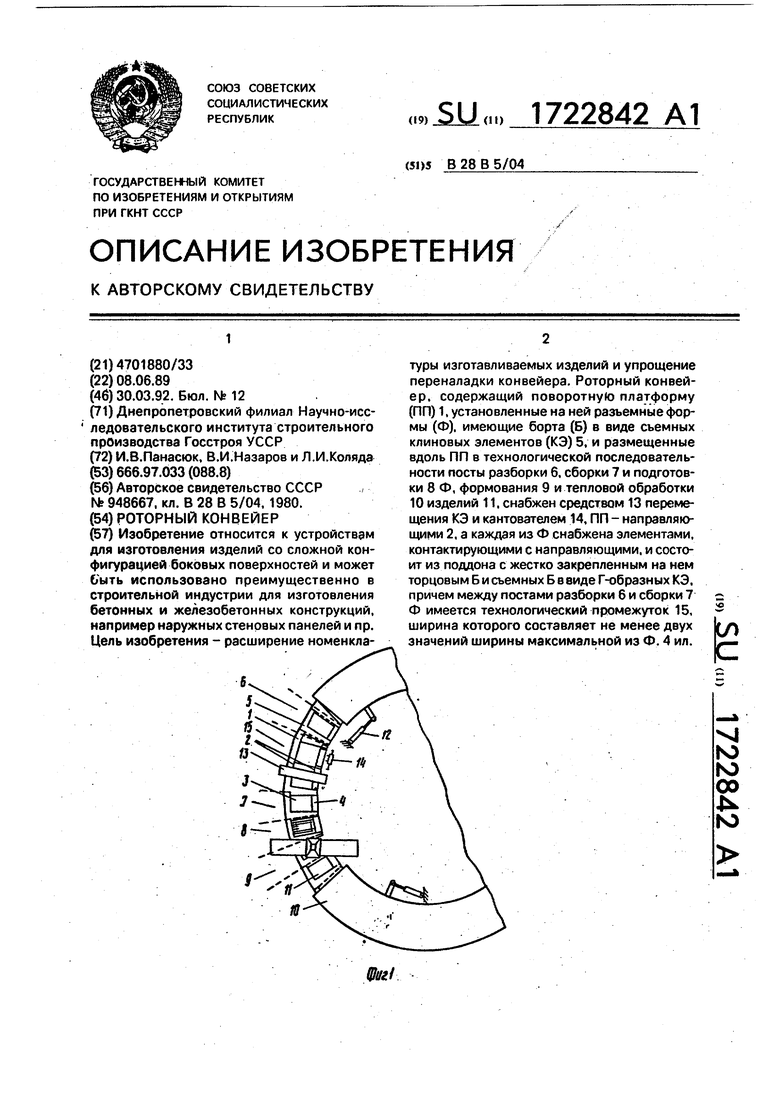
3
.
F
Фиъ.2
ФигЛ
| Авторское свидетельство СССР, № 948667, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
