Известны устройства для автоматического останова реверсивных станов холодной прокатки, содержащие датчик витков полосы, оставшихся на разматывающей моталке, иересчетное устройство н функциональный преобразователь, вырабатывающий напряжение, пропорциональное квадратному корню из оставшегося числа витков ленты па моталке.
Эти устройства громоздки, сложны в эксплуатации и не обладают необходимой точностью останова реверсивного стана. Кроме того, при определении момента начала замедления ими не учитывается влнянне величи:ны обжатия на процесс торможения.
Предлагаемое замкнутное бесконтактное устройство автоматического останова реверсивного стана позволяет с больщой точностью регистрировать оставигийся тормозной путь и останавливать стан. Оно просто но конструкции, надежно в экснлуатации и учитывает влияние обжатия на процесс торможения.
Устройство состоит из фотоэлектрического датчика витков полосы, намотанной на барабан разматывающей моталки, и пересчетного устройства, выполнепного с применением триггерного счетчика и суммирующего магнитного усилителя. Последний формирует напряжение, пропорциональное расчетной угловой скорости стана, вычисленной исходя из остатка тормозного пути. Это нанряжение
сравнивается с величиной, пропорциональной сумме напряжений тахогенераторов клети и разматывающей моталки.
Такое совместное примененне счетчика оборотов и пересчетного устройства дает возможность с точностью останавливать стан и выбирать момент начала замедления так, чтобы сохранить постоянный темн его во всех проходах вне зависимости от существующей скорости прокатки и режима обжатий металла в рабочей клети. Это особенно важно для получения кондиционного металла, прО атываемо1о в режиме замедления.
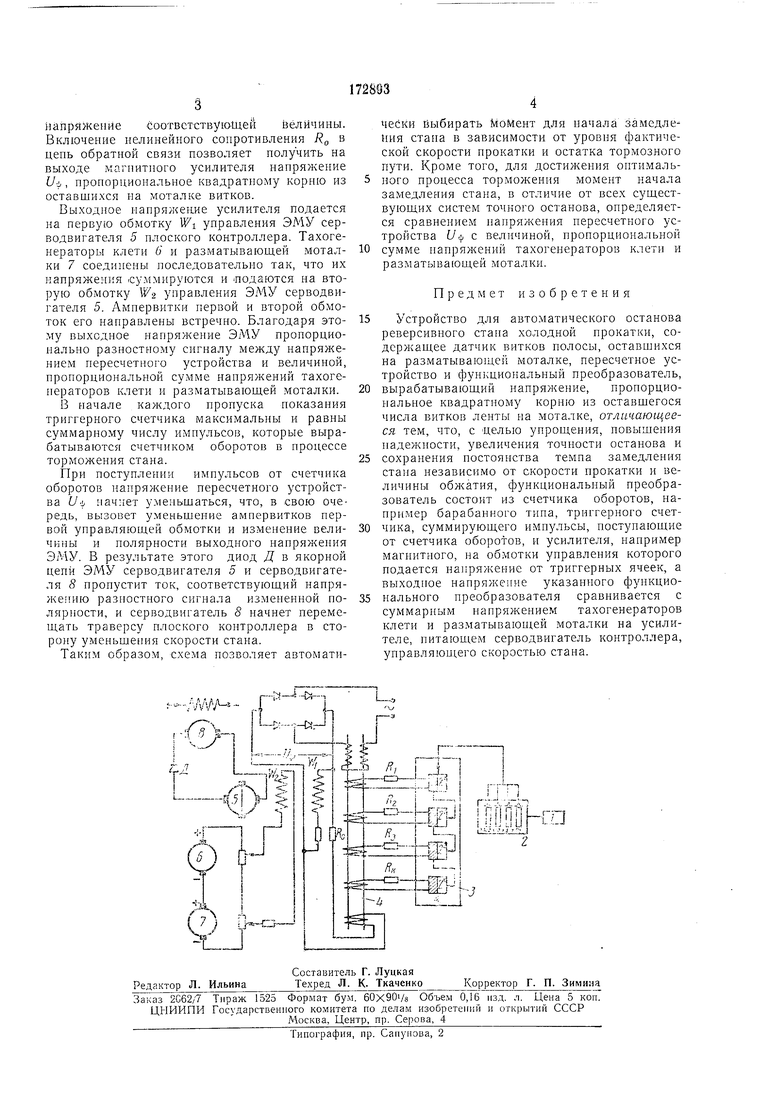
На чертеже изображена электрическая схема предлагаемого устройства.
С валом барабана разматывающей моталки 1 механически связан счетчик оборотов 2 со встроенной в него фотоэлектрической системой. Счетчик вырабатывает электрические импульсы, поступающие в пересчетное устройство. Последнее состоит из триггерного счетчика 3, работающего на вычитание, и магнитного- усилителя 4, на каждую из обмоток управления которого подается нанряжение от еоответствующих триггер1-1ых ячеек. С помощью сопротивлений Л ,, /,..., в управляющих обмотках устачавл: вается ток. величина которого онределяется норядковым номером ячейки. Благодаря этому диекретная форма сигнала г реобразуется в непрерывное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического замедления и точного останова реверсивного стана холодной прокатки | 1976 |
|
SU713629A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ТОРМОЖЕНИЯ РЕВЕРСИВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1972 |
|
SU339326A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Способ торможения реверсивного стана холодной прокатки | 1989 |
|
SU1710157A1 |
| Замкнутая система управления торможением реверсивного стана холодной прокатки | 1958 |
|
SU130559A1 |
| Устройство для автоматической точной остановки реверсивного прокатного стана с моталками | 1977 |
|
SU692648A1 |
| Способ автоматического торможения реверсивного стана | 1976 |
|
SU673334A1 |
| Следящее устройство для регулирования ускорения и замедления реверсивного стана холодной прокатки | 1952 |
|
SU99004A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
