ю
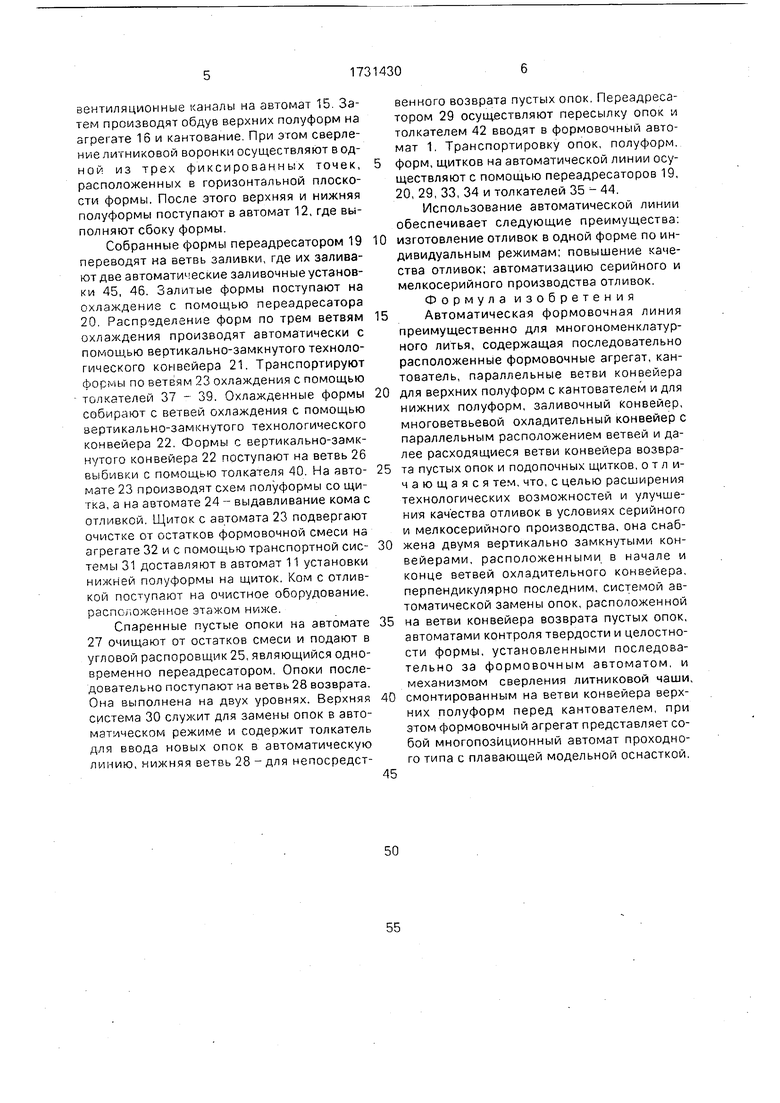
вентиляционные каналы на автомат 15 Затем производят обдув верхних полуформ на агрегате 16 и кантование. При этом сверление литниковой воронки осуществляют в од- ной из трех фиксированных точек, расположенных в горизонтальной плоскости формы. После этого верхняя и нижняя полуформы поступают в автомат 12, где выполняют сбоку формы.
Собранные формы переадресатором 19 переводят на ветвь заливки, где их заливают две автоматииеские заливочные установки 45, 46. Залитые формы поступают на охлаждение с помощью переадресатора 20. Распределение форм по трем ветвям охлаждения производят автоматически с помощью вертикально-замкнутого технологического конвейера 21. Транспортируют формы по ветвям 23 охлаждения с помощью толкателей 37 - 39. Охлажденные формы собирают с ветвей охлаждения с помощью вертикально-замкнутого технологического конвейера 22. Формы с вертикально-замкнутого конвейера 22 поступают на ветвь 26 выбивки с помощью толкателя 40. На авто- мате 23 производят схем полуформы со щи- гка, а на автомате 24 - выдавливание кома с отливкой. Щиток с автомата 23 подвергают очистке от остатков формовочной смеси на агрегате 32 и с помощью транспортной сие- темы 31 доставляют в автомат 11 установки нижней полуформы на щиток. Ком с отливкой поступают на очистное оборудование, расположенное этажом ниже.
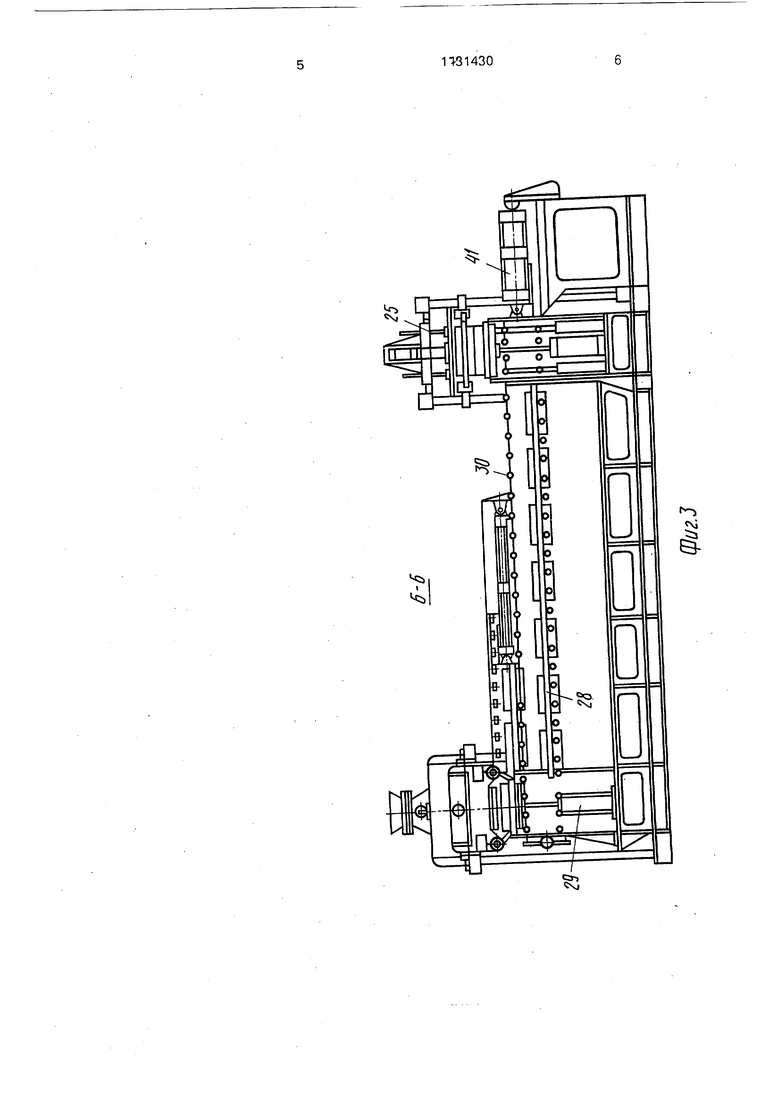
Спаренные пустые опоки на автомате 27 очищают от остатков смеси и подают в угловой распоровщик 25, являющийся одновременно переадресатором. Опоки последовательно поступают на ветвь 28 возврата. Она выполнена на двух уровнях. Верхняя система 30 служит для замены опок в автоматическом режиме и содержит толкатель для ввода новых опок в автоматическую линию, нижняя ветвь 28 - для непосредст
венного возврата пустых опок. Переадресатором 29 осуществляют пересылку опок и толкателем 42 вводят в формовочный автомат 1. Транспортировку опок, полуформ, форм, щитков на автоматической линии осуществляют с помощью переадресаторов 19, 20, 29, 33, 34 и толкателей 35 - 44.
Использование автоматической линии обеспечивает следующие преимущества: изготовление отливок в одной форме по индивидуальным режимам; повышение качества отливок; автоматизацию серийного и мелкосерийного производства отливок. Формула изобретения Автоматическая формовочная линия преимущественно для многономенклатурного литья, содержащая последовательно расположенные формовочные агрегат, кантователь, параллельные ветви конвейера для верхних полуформ с кантователем и для нижних полуформ, заливочный конвейер, многоветвьевой охладительный конвейер с параллельным расположением ветвей и далее расходящиеся ветви конвейера возврата пустых опок и подопечных щитков, отличающаяся тем, что, с целью расширения технологических возможностей и улучшения качества отливок в условиях серийного и мелкосерийного производства, она снабжена двумя вертикально замкнутыми конвейерами, расположенными в начале и конце ветвей охладительного конвейера, перпендикулярно последним, системой автоматической замены опок, расположенной на ветви конвейера возврата пустых опок, автоматами контроля твердости и целостности формы, установленными последовательно за формовочным автоматом, и механизмом сверления литниковой чаши, смонтированным на ветви конвейера верхних полуформ перед кантователем, при этом формовочный агрегат представляет собой многопозйционный автомат проходного типа с плавающей модельной оснасткой.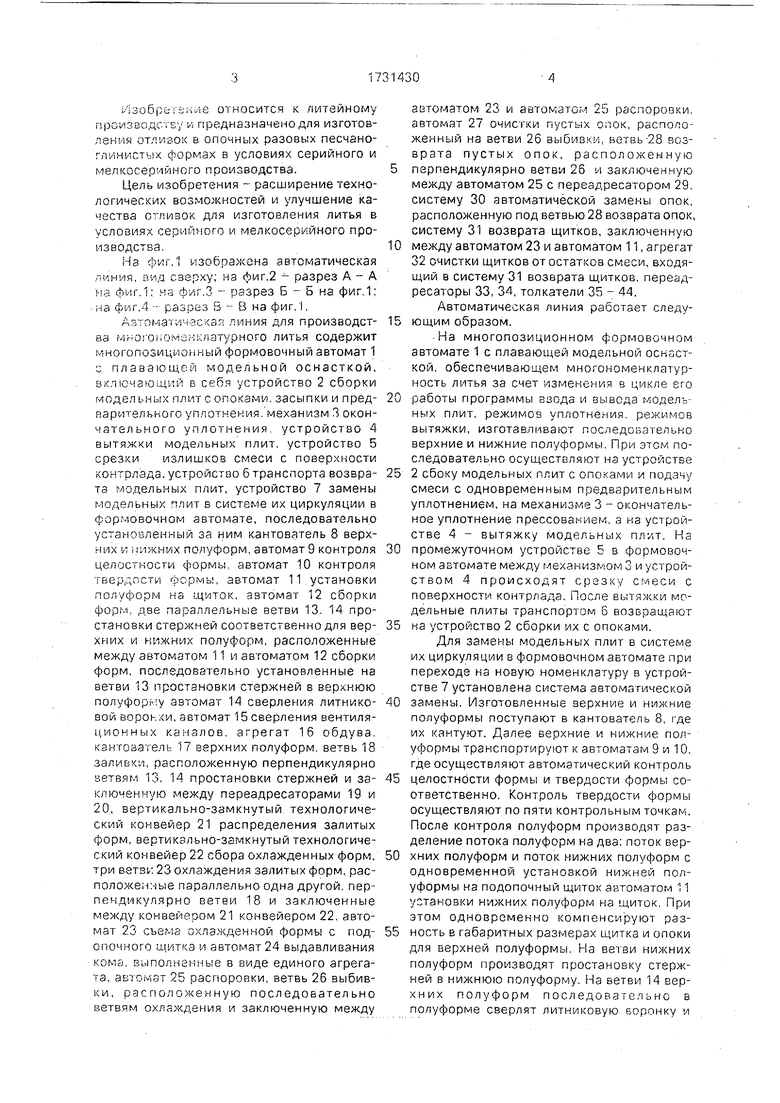
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| Автоматическая формовочная линия | 1987 |
|
SU1447566A1 |
| Автоматическая литейная линия | 1982 |
|
SU1060308A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
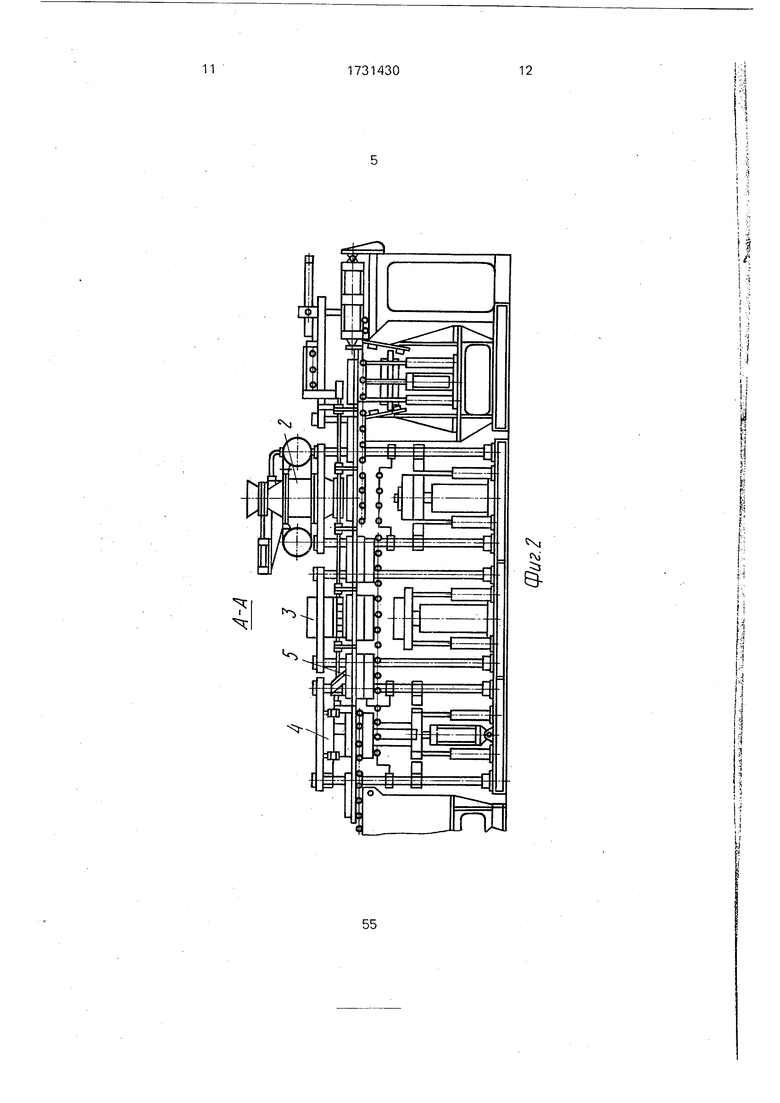
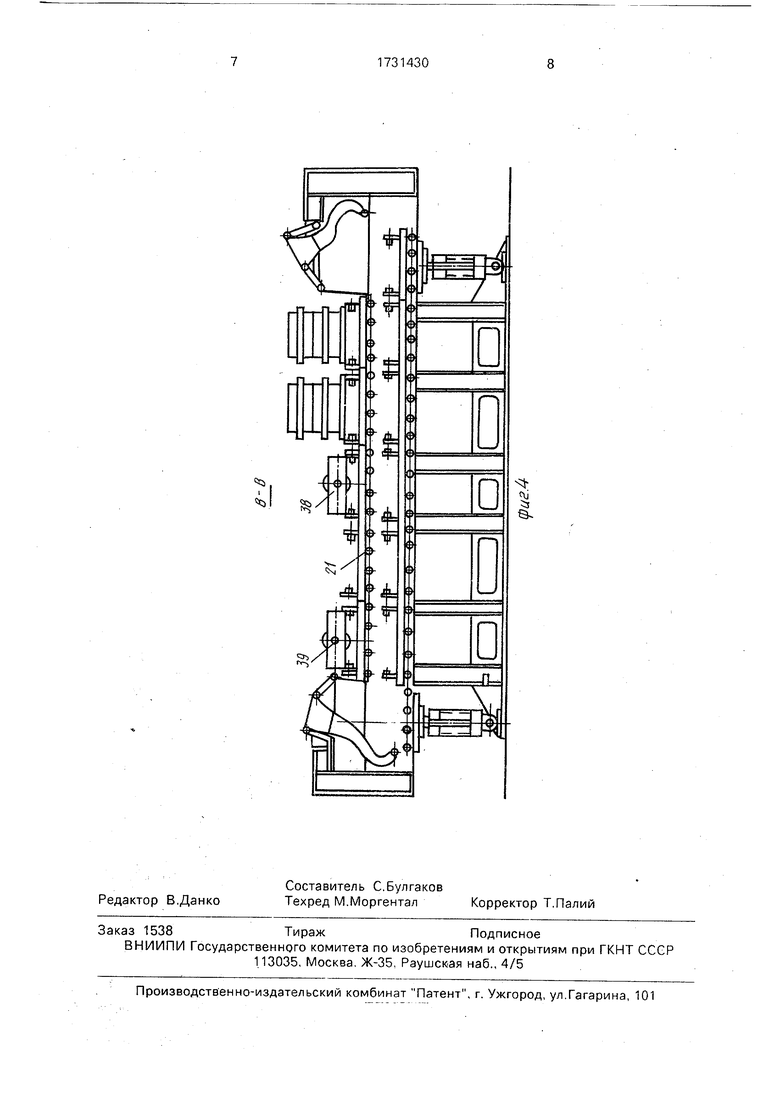
Изобретение относится к литейному производству, в частности к автоматическим формовочным линиям для многономенклатурного литья. Целью изобретения является расширение технологических возможностей и улучшение качества отливок в условиях серийного и мелкосерийного производства. Линия снабжена вертикально- замкнутыми конвейерами 21 и 22,системой замены опок, автоматами 9 и 10 контроля твердости и целостности формы, механизмом 14 сверления литниковой чаши. При этом формовочный агрегат 1 представляет собой многопозиционный автомат проходного типа с плавающей оснасткой. Изобретение существенно расширяет технологические возможности линии при улучшении качества отливок. 4 ил.
| Автоматическая формовочная линия | 1987 |
|
SU1447566A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
