Известные устройства для резки гнутых гфофилей не обеспечивают качественного реза гнутых профилей. Конфигурация режущих кромок ПОДВИЖНЫХ ложей этих устройств не всегда обеспечивает прижатие отдельных участков профиля к неподвижному ножу, поэтому приходится прибегать К введению внутренних режущих вставок в закрытые участки профиля, что уменьшает производительность резкн.
Предлагаемая конструкция штампа отличается тем, что в нем для резки гнутых профилей, имеющих замкнутые участки, применены специальные качающиеся нолей с двухсторонними режущими кромками, позволяющими производить рез замкнутой части профиля без применения внутренних режущих вставок.
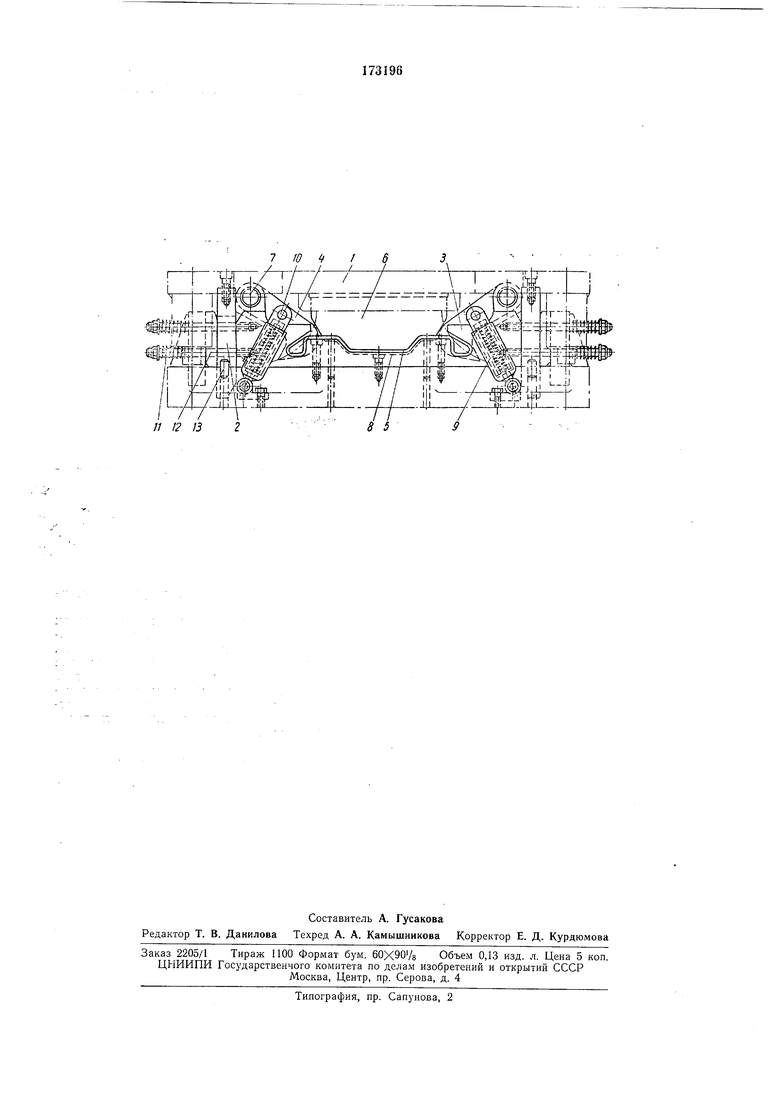
На чертеже изображен щтамП для резки замкнутого гнутого профиля.
При ходе верхней части / щтампа вниз клинья 2, взаимодействуя со скосами нижних подвижпых ножей 3, придвигают их совместно с качающимися ножами 4 к нижним неподвижным ножам 5. При дальнейшем ходе верхней части штампа вниз верхний нож 6 находит на качающиеся ножи 4 и поворачивает их вокруг оси 7. При этом происходит рез замкнутой части гнутого профиля 8. В конце хода верхней части щтампа вниз верхним
ножом 6 производится резка средней части профиля S.
При ходе верхней части штампа вверх верхний нож 6 освобождает качающиеся ножи 4, и последние под действием пружинных тяг 9 через ось 10 поднимаются в исходное положение. При этом клинья 2 выходят из взаимодействия с нижними п-одвижпыми ножами 3, и под действием пружин 11 лосредством болтов 12 подвижные ножи 3 отходят к ограничителю /3.
Предмет изобретения
Штамп для резки профилей, включающий смонтированные на нилчней плите неподвижные ножи и на верхней плите - подвижный нож, отличающийся тем, что, с целью резки гнутых профилей, имеющих замкиутые
участки, на нижней плите с боковых сторон неподвижных ножей установлены подвижные в горизонтальной плоскости с помощью подпружиненных болтов боковые , перемещаемые в рабочее положение клиньями, закрепленными на верхней плите, где с двух сторон верхнего шарнирно установлены качающиеся ножи, имеющие двухстороннюю Кромку, связанные с помощью пружинных тяг с нижней плитой.
// 2 13
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Штамп для резки профилей | 1981 |
|
SU1013136A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки пруткового материала | 1976 |
|
SU618215A1 |
| Штамп для резки пруткового материала на мерные заготовки | 1974 |
|
SU516479A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп для обрезки полых деталей | 1981 |
|
SU963733A1 |