(54) ШТАМП ДЛЯ ОБРЕЗКИ ПОЛЫХ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
| Штамп для изготовления просечно-вытяжной сетки | 1984 |
|
SU1260070A1 |
| Штамп для резки пруткового материала | 1976 |
|
SU618215A1 |
| Штамп для профильной обрезки концов труб | 1984 |
|
SU1202755A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
Изобретение относится к обработке металлов давлением.
Известен штамп для обрезки полых деталей, содержаи1ий неподвижную нижнюю плиту, на которой с помощью державки за- 5 креплен неподвижный нож, направляющие, в которых установлены с возможностью горизонтального перемещения ползушки, несущие подвижные ножи и верхнюю подвижную плиту с клиньями, установленны- Ю ми с возможностью взаимодействия с ползущками ,1.
Безопасность эксплуатации щтампа и точность обрезки деталей недостаточны.
Целью изобретения является повышение 5 безопасности и точности обрезки деталей.
Эта цель достигается тем, что в штампе для обрезки полых деталей, содержащем ненодвнжную нижнюю нлиту, на которой с помощью державки закреплен неподвиж- 20 ный нож, направляющие, в которых установлены с возможностью горизонтального перемещения ползущки, несущие подвижные ножи и верхнюю подвижную плиту с клиньями, . установленными с возмол - 25 ностью взаимодействия с ползушками, подвижные ножи снабжены упругими прижимными нластинками, установленными с возможностью взаимодействия с обрезаемой деталью. Режущие кромки протнвополож- 30
но расположенных нодвижных ножей ооразованы двумя симметрично расположенными и пересекающимися в центральной части ножа с образованием вершины кривыми. Угол между касательной к режущей «ромке подвижного ножа и касательной к режущей кромке неподвижного в точках их пересечения составляет у вершины подвижного ножа 50-30° с уменьшением к периферии до 30-5.
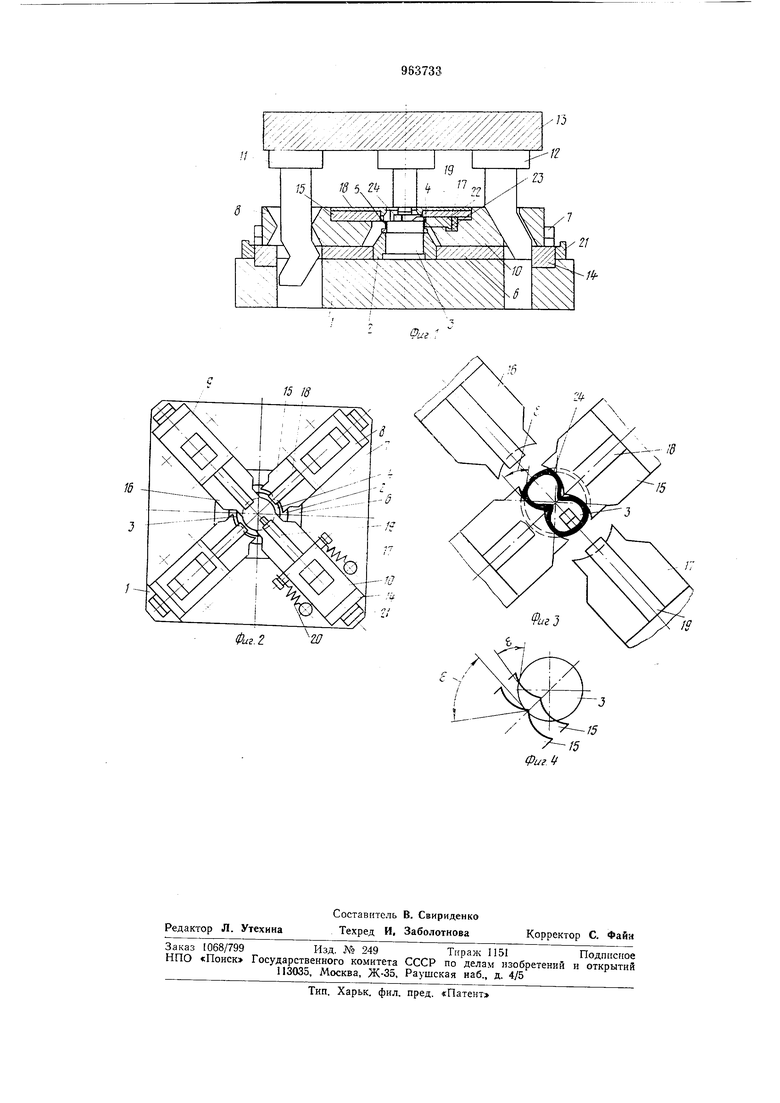
На фиг. 1 изображен штамп для обрезки, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - момент обрезки кромки первой парой ножей; на фиг. 4 - режущие кромки подвижного и неподвижного ножей.
Штами содержит неподвижную нижнюю плиту 1, на которой прн помощи державки 2 закреплен иеподвижный нож 3. На державке 2 закреплена регулировочная прокладка 4, установочной поверхностью для обрезаемой деталп 5. На плнте 1 за,креплены подкладка 6 н направляющне 7, в которых установлены пара ползущек 8 н пара ползушек 9, 10 с возможностью горизонтального перемещения от клиньев 11, 12, закрепленных соответственно нарам ма верхней нлите 13. Клинья 11, 12 имеют нротивоотжимы 14, закрепленные на плите I. На иарах ползушек 8 и 9, 10 закреплеиы соответственно пЗры ножей 15 к 16, 17, на которых соответственно парам закреплены унругне пластины 18. 19. ПолзуН1ки 8, 9. 10 имеют пружины 20 для возврашеиия иолзушек в исходное по.ю/кение до уиоров 21, закренленпых иа противоотжкмах 14. Мож 17 имеет иаз для получения П-образиого на дета.ти. Во избежание отгибки выступа нрн обратном ходе ножа 17 в иазу ножа 17 и иолзунжн 10 установ.чен прижим 22 иа резиновом вкладыше 23.
Ре 1 уии1е кромки подвижных ножей 15 вьиюлнены в виде двух симметричных нересекаюиигхся кривых, образуюии1Х вершину в нейтральной части подвижного ножа. Уго.1 е между касательной к режуи1ей кромке нодвнжного ножа и касательной к режуи 1.ей кромке неиодвижиого ножа в точках нх пересечения составляет у вершины иодБижиого пожа 50-30° с умепьшением к иернферии до 30-5°.
Уго;1 е у вершины подвпжпого ножа 50-30° вУбраи из условий соблюдения качества реза и обеспечения потери устойчивости отхода.
Угол е у нернферип 30-5° обеспечивает качество реза н сиижеиие усилий резапня.
Штамп для обрезки работает следу ощпм образом.
Обрезаемую деталь 5 в виде кольцевой заготов:кп надевают на нож 3 и устаиавливают иа регулировочную нрокладку 4. При ходе но,1зуна пресса вниз иервая нара ножей 15 получает горизонтальное иеремеи1ение от клиньев 11 посредством ползушек
9,10. Упругие пластины 19 прижимают обрезае.мую деталь к ирокладКе 4, ;: иожи 16. 17 обрезают детали, окоичательио.
При ходе ползуна пресса в крайиее
вер.хиее иоложепие рабочие органы И1тамиа занимают исходпое положепие. Обрезаиную деталь 5 и отход 24 удаляют из
HiTa.Miia.
Использоваиие предложеиного и тамиа позволит пс)В111сить безоиасность труд,а и HOBbiciiTi, точность обрезки дета.пи.
Ф о р .1} л а изо б р е т е н и я
Штами д.ля обрезки иолых деталей, содержании неподвижную нижнюю плиту, иа которой с иомоп1,ью державки закреплен неподвижный нож, наиравляюигие, в которых устаиовлены с возможностью горизонтального перемеш,енпя ползушки, несущие
подвижные ножн и верхнюю подвижиую плиту с клипьями, устаповлепными с возможностью взаимодействия с нолзушками, отличающийся тем, что, с целью улучщенпя условий безопасности и повьгН1ения точности обрезки деталей, подвижиь;е ножи снабжены уируги.ми ирижнмиыми нластииками, устаиовлеииыми с возмо/киостью взаимодействия с обрезаемой деталью, а режущие кромки противоположио распо:к)жепиых подвижных ножей образовапы двумя спмметричио расположеппыми н пересекающпмися в цептральпой частп пожа с образованием верщпны кривыми, ири этом угол касательпой к режущей кромке подви кпого ножа н касательной к режущей кромке неподвижного пожа в точках нх пересечения составляет у верщнны нодвнжного ножа 50-30° с уменьшением к периферии до 30-5°.
РГсточннк ннформацип, нрпнятый во вннмапне нри экспертизе:
1979, с. 49, табл. 15 (прототип).
