Изобретение относится к обработке заготовки давлением и может быть использовано при производстве пружин горячей навивки.
Целью изобретения является расширение технологических возможностей.
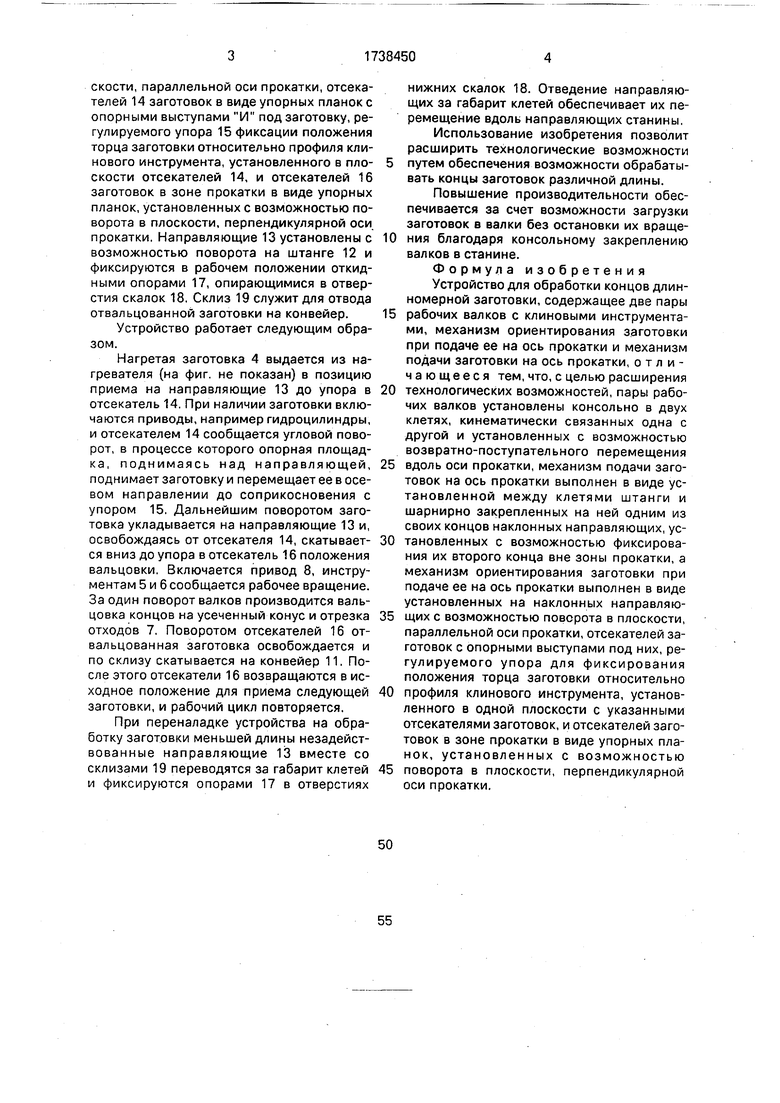
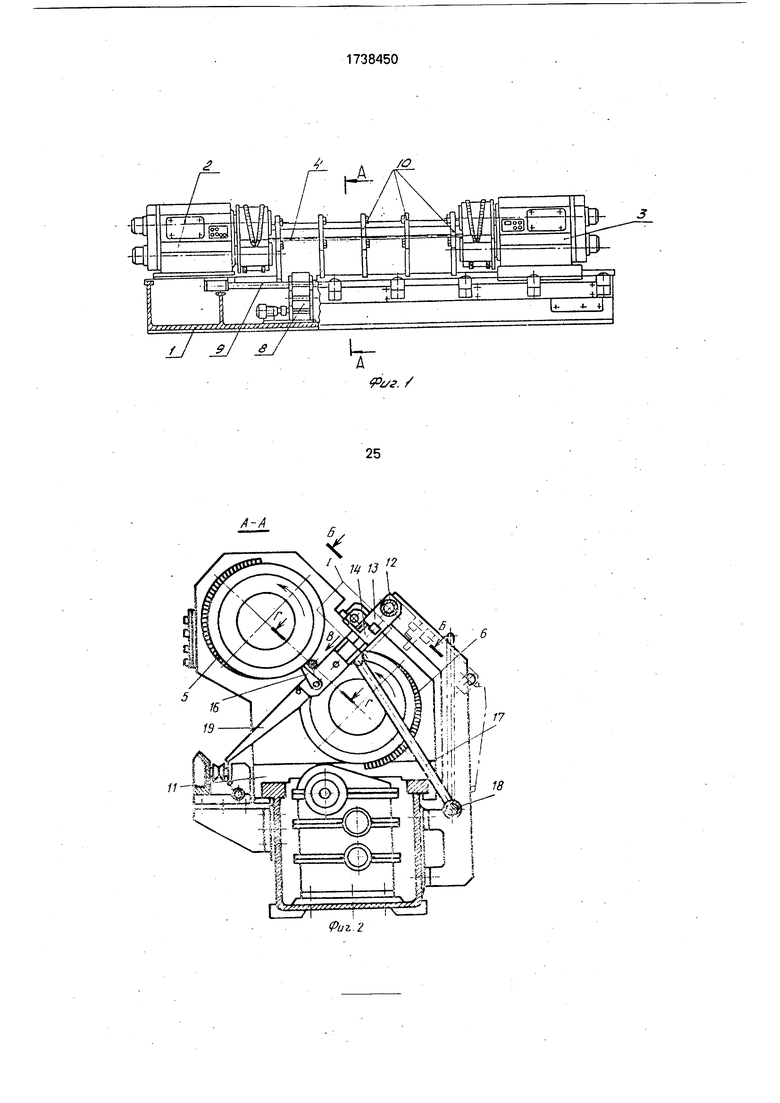
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; ка фиг.4 - вид В на фиг.2; на фиг.5 - разрез Г-Г на фиг.2.
Устройство для обработки длинномерной заготовки содержит смонтированные на станине 1 подвижные консольные клети 2 и 3, установленные в заЕ1исимости от длины исходной заготовки 4, с закрепленными
клиновыми инструментами 5 и 6, осуществляющие вальцовку концов заготовки и отрезку отходов 7, приводЗ, связанный валом 9 с клетями, механизм 10 подачи и роликовый конвейер 11, осуществляющий подачу отвальцованного прутка для последующей обработки.
Механизм подачи заготовок на ось прокатки выполнен в виде установленной между парами валков штанги 12 и шарнирно закрепленных на ней одним из своих концов ряда наклонных направляющих 13.
Механизм ориентирования заготовки при подаче ее на ось прокатки выполнен в виде установленных на наклонных направляющих 13 с возможностью поворота в плоVI
СО 00
ел о
скости, параллельной оси прокатки, отсека- телей 14 заготовок в виде упорных планок с опорными выступами И под заготовку, регулируемого упора 15 фиксации положения торца заготовки относительно профиля клинового инструмента, установленного в пло- скости отсекателей 14, и отсекателей 16 заготовок в зоне прокатки в виде упорных планок, установленных с возможностью поворота в плоскости, перпендикулярной оси прокатки. Направляющие 13 установлены с возможностью поворота на штанге 12 и фиксируются в рабочем положении откидными опорами 17, опирающимися в отверстия скалок 18. Склиз 19 служит для отвода отвальцованной заготовки на конвейер.
Устройство работает следующим образом.
Нагретая заготовка 4 выдается из нагревателя (на фиг. не показан) в позицию приема на направляющие 13 до упора в отсекатель 14. При наличии заготовки включаются приводы, например гидроцилиндры, и отсекателем 14 сообщается угловой поворот, в процессе которого опорная площадка, поднимаясь над направляющей, поднимает заготовку и перемещает ее в осевом направлении до соприкосновения с упором 15. Дальнейшим поворотом заготовка укладывается на направляющие 13 и, освобождаясь от отсекателя 14, скатывает- ся вниз до упора в отсекатель 16 положения вальцовки. Включается привод 8, инструментам 5 и 6 сообщается рабочее вращение. За один поворот валков производится вальцовка концов на усеченный конус и отрезка отходов 7. Поворотом отсекателей 16 от- вальцованная заготовка освобождается и по склизу скатывается на конвейер 11. После этого отсекатели 16 возвращаются в исходное положение для приема следующей заготовки, и рабочий цикл повторяется.
При переналадке устройства на обработку заготовки меньшей длины незадействованные направляющие 13 вместе со склизами 19 переводятся за габарит клетей и фиксируются опорами 17 в отверстиях
нижних скалок 18. Отведение направляющих за габарит клетей обеспечивает их перемещение вдоль направляющих станины.
Использование изобретения позволит расширить технологические возможности путем обеспечения возможности обрабатывать концы заготовок различной длины.
Повышение производительности обеспечивается за счет возможности загрузки заготовок в валки без остановки их вращения благодаря консольному закреплению валков в станине.
Формула изобретения
Устройство для обработки концов длинномерной заготовки, содержащее две пары рабочих валков с клиновыми инструментами, механизм ориентирования заготовки при подаче ее на ось прокатки и механизм подачи заготовки на ось прокатки, отличающееся тем, что, с целью расширения технологических возможностей, пары рабочих валков установлены консольно в двух клетях, кинематически связанных одна с другой и установленных с возможностью возвратно-поступател ьного перемещения вдоль оси прокатки, механизм подачи заготовок на ось прокатки выполнен в виде установленной между клетями штанги и шарнирно закрепленных на ней одним из своих концов наклонных направляющих, установленных с возможностью фиксирования их второго конца вне зоны прокатки, а механизм ориентирования заготовки при подаче ее на ось прокатки выполнен в виде установленных на наклонных направляющих с возможностью поворота в плоскости, параллельной оси прокатки, отсекателей заготовок с опорными выступами под них, регулируемого упора для фиксирования положения торца заготовки относительно профиля клинового инструмента, установленного в одной плоскости с указанными отсекателями заготовок, и отсекателей заготовок в зоне прокатки в виде упорных планок, установленных с возможностью поворота в плоскости, перпендикулярной оси прокатки.
X
N)
Ю (Л
-д со оо л, ел о
cr
я,
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| Вальцы для поперечно-клиновой вальцовки | 1977 |
|
SU679292A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Устройство для поперечно-клиновой вальцовки | 1978 |
|
SU766725A1 |
| Плоскопрокатный автомат | 1979 |
|
SU837523A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Рабочая клеть стана для получения полых фланцевых изделий с фасонной боковой поверхностью | 1981 |
|
SU967637A1 |
| Рабочая клеть стана поперечно-клиновой прокатки | 1973 |
|
SU478660A1 |
Использование: при производстве пружин горячей навивки. Сущность изобретения: нагретая заготовка перемещается по наклонным направляющим (Н) 12 до упора в отсекатель 13 в виде упорных планок, имеющих опорные выступы И под заготовку. При наличии заготовки отсекателю 13 сообщается угловой поворот, в процессе которого отсекатель 13 перемещает заготовку до упора фиксированного положения торца заготовки относительно профиля клинового инструмента. Затем отсекатель 13 утапливается, и заготовка перемещается по Н 12 до отсекателей 14 в зоне прокатки. За один поворот валки 5 и 6, установленные кон- сольно в двух клетях, вальцуют одновременно оба конца заготовки, после чего заготовка скатывается по склизу 19 на конвейер 11. При переналадке устройства на обработку заготовки меньшей длины пары валков встречно перемещаются, а незадействованные Н 12 фиксируются одними своими концами вне зоны прокатки в положении К. Валки в станине закреплены консольно, что обеспечивает повышение производительности за счет возможности загрузки в них заготовок, не останавливая их вращение. 1 з.п. ф-лы, 6 ил. Ј
Вид в
Ф&г. 4
Pt/г.З
.Ј
| СТАН ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 0 |
|
SU376155A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
