| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления телескопических труб для передачи крутящего момента | 1988 |
|
SU1641483A1 |
| Способ изготовления полых поковок типа шаровых сосудов с кольцевым выступом | 1988 |
|
SU1540905A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Способ получения полых изделий с фланцем | 1982 |
|
SU1038054A2 |
| Способ изготовления изделий типа стержня с фланцем | 1979 |
|
SU1171174A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Матрица для гидравлической штамповки | 1986 |
|
SU1391757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ДИСКОВ, КОЛЕЦ, ФЛАНЦЕВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2232663C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
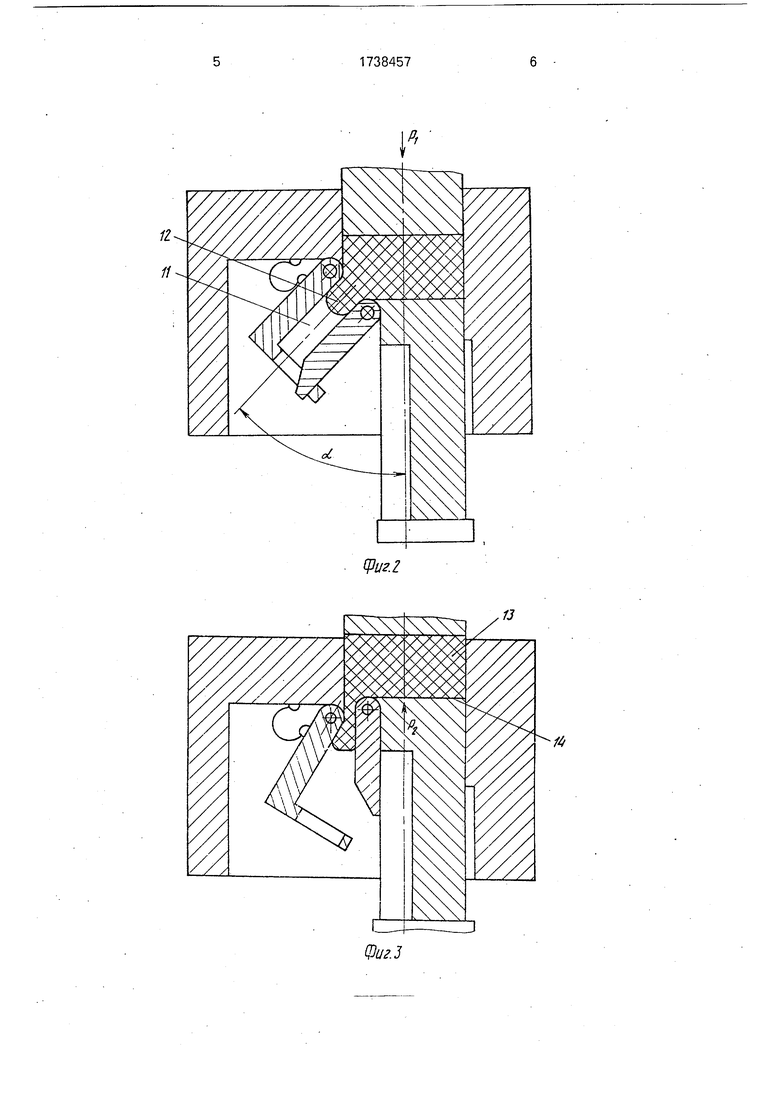
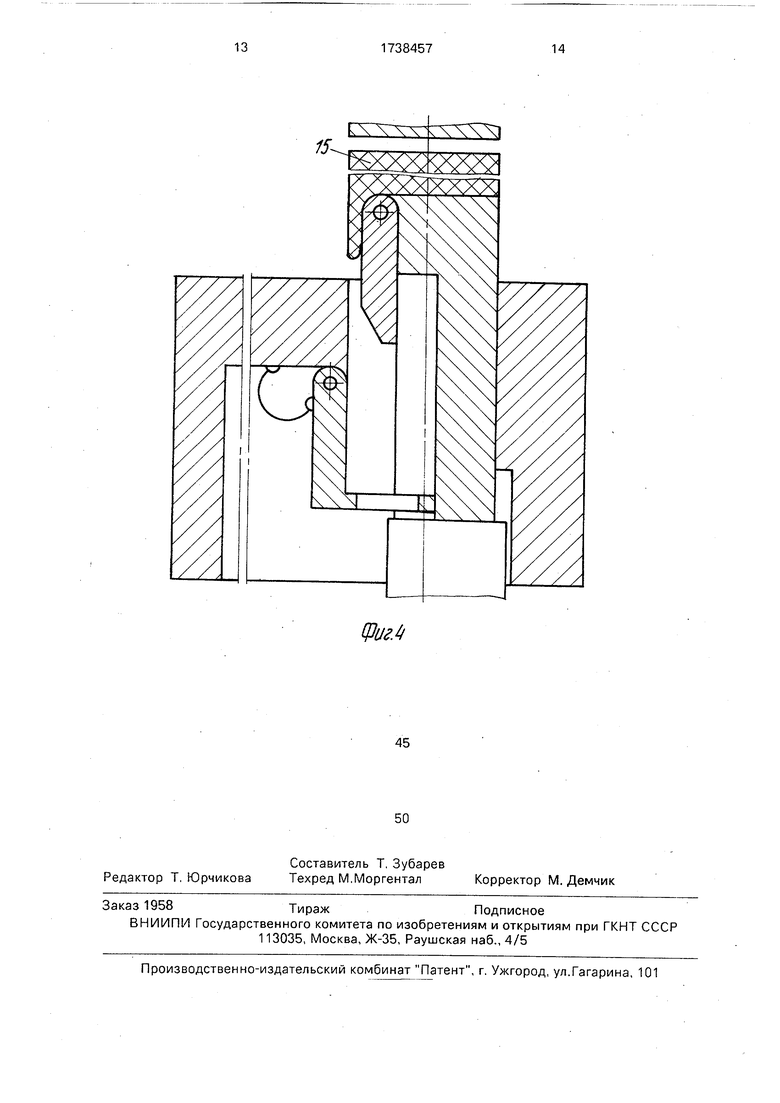
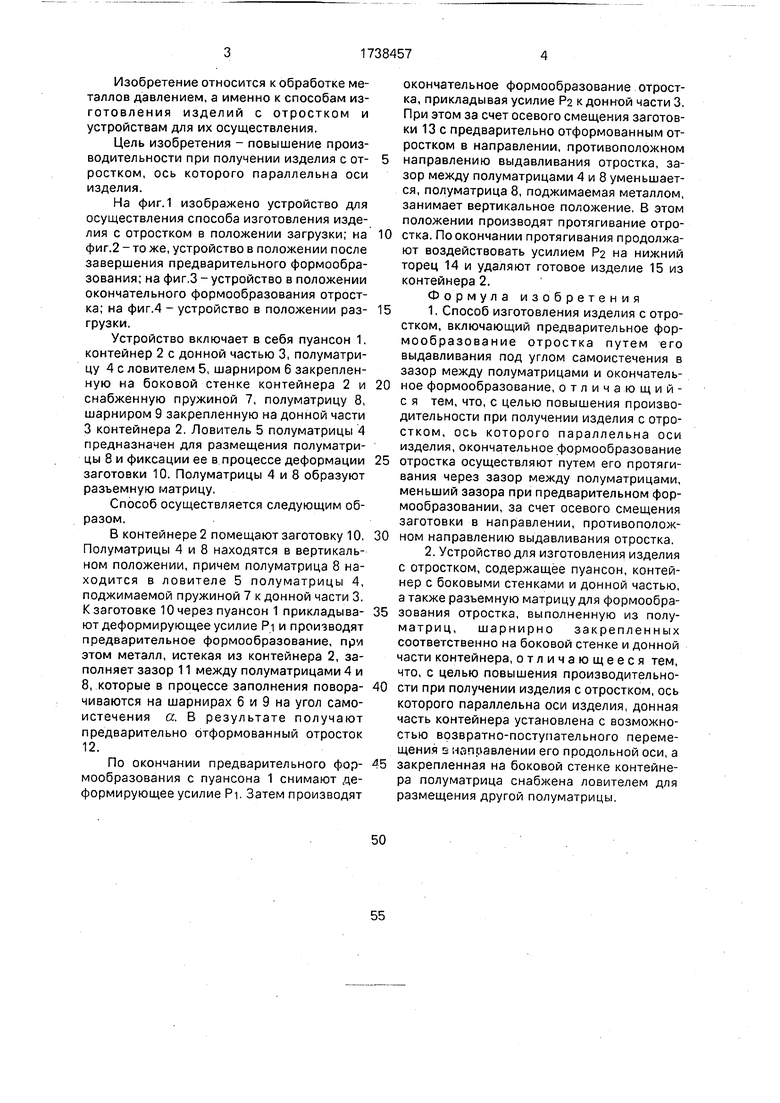
Изобретение относится к обработке металлов давлением. К заготовке 10 через пуансон 1 прикладывают деформирующее усилие. Металл заполняет зазор между полуматрицами 4 и 8. Полуматрицы 4 и 8 поворачиваются на шарнирах 6 и 9 на угол самоистечения. Получают предварительно формообразованный отросток (0). Затем зазор между полуматрицами 4 и 8 уменьшают. Окончательное формообразование осуществляют при воздействии деформирующего усилия на донную часть 3 контейнера 2. Повышается производительность при получении изделия с 0, ось которого параллельна оси изделия. При этом заготовка смещается в направлении, противоположном направлению выдавливания 0 при его предварительном формообразовании. 2 с.п. ф-лы, 4 ил.
Фиг.
| Способ изготовления изделий с отростком и устройство для его осуществления | 1979 |
|
SU871988A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
