Изобретение относится к производству строительных материалов и может быть использовано для изготовления декоративных облицовочных панелей с использованием минеральных вяжущих с наполнителями или без них.
Известна пресс-форма для формования ксилолитовых плит, содержащая днище, боковые стенки, камеру для загрузки композиции.
Известное устройство обеспечивает низкую производительность, так как цикл прессования с тепловой обработкой составляет не менее 21ч. Кроме того, технология производства ксилолита и конструктивные
особенности пресс-формы требуют дополнительного громоздкого оборудования - холодного подпрессовщика, камеры обогрева, распрессовщика пресс-форм и т.д., что усложняет машинное обеспечение процесса производства.
Наиболее близким по технической сущности к предлагаемому является устройство для пульсирующего формования профильных изделий, включающее станину, камеру выдержки изделий, магазины пресс- форм. Известное устройство представляет собой прессовую установку сложной конфигурации, обеспечивающей медленное продвижение магазина пресс-форм в
VI
4 О
Јь
обогреваемом канале (камере выдержки) в сжатом состоянии, загрузку композиции между пресс-формами, выгрузку готового материала и возврат пресс-форм на участки загрузки пресс-массы. Система гидроци- линдров для загрузки и выгрузки пресс- форм, создание необходимого давления на пресс-массу, снятие давления с пресс- форм, выдвижение пресс-форм из канала и перемещение их в обогреваемый канал обуславливают сложную кинематическую схему устройства. При этом ритм процесса регламентирован временем, необходимым для тепловой обработки пресс-массы для отверждения связующего, что ограничивает производительность установки. Увеличение производительности связано с увеличением теплового цикла обработки, что приводит к увеличению длины канала выдержки, т.е. к увеличению габаритов устройства.
Цель изобретения - упрощение конструкции и повышение производительности устройства.
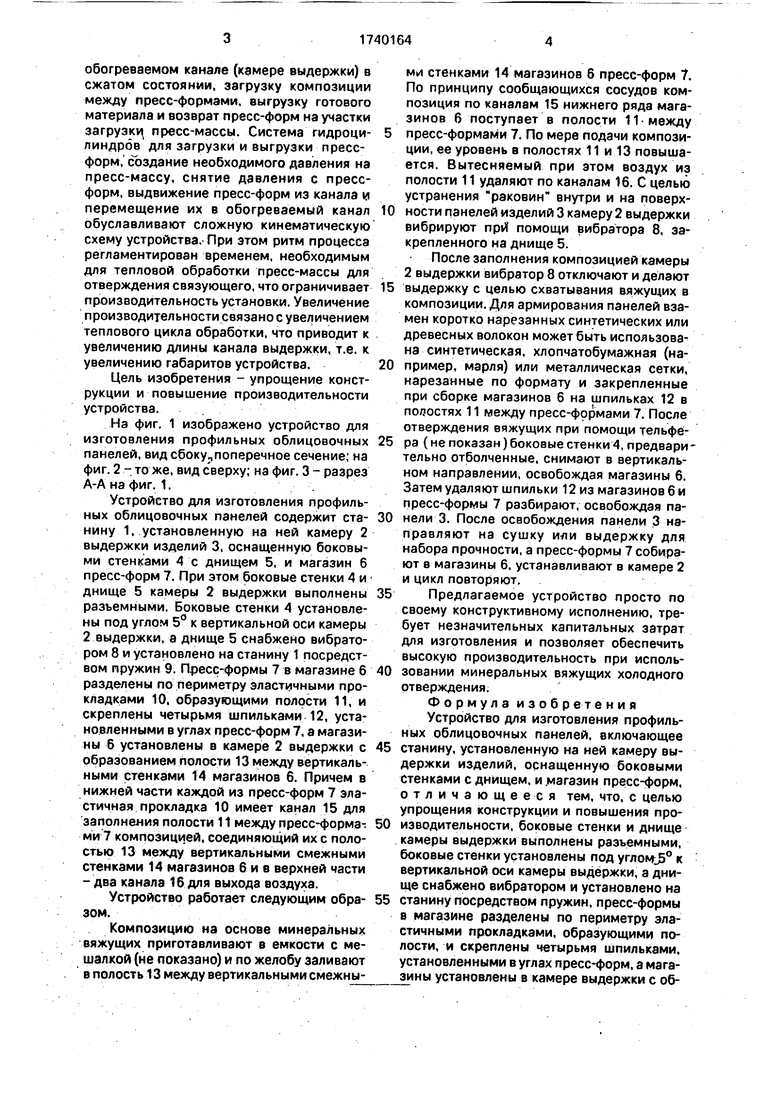
На фиг. 1 изображено устройство для изготовления профильных облицовочных панелей, вид сбоку,,поперечное сечение; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг, 1.
Устройство для изготовления профильных облицовочных панелей содержит станину 1, установленную на ней камеру 2 выдержки изделий 3, оснащенную боковыми стенками 4 с днищем 5, и магазин 6 пресс-форм 7. При этом боковые стенки 4 и днище 5 камеры 2 выдержки выполнены разъемными. Боковые стенки 4 установлены под углом 5° к вертикальной оси камеры 2 выдержки, а днище 5 снабжено вибратором 8 и установлено на станину 1 посредством пружин 9. Пресс-формы 7 в магазине 6 разделены по периметру эластичными прокладками 10, образующими полости 11, и скреплены четырьмя шпильками 12, установленными в углах пресс-форм 7, а магазины б установлены в камере 2 выдержки с образованием полости 13 между вертикальными стенками 14 магазинов 6. Причем в нижней части каждой из пресс-форм 7 эластичная прокладка 10 имеет канал 15 для заполнения полости 11 между пресс-формами 7 композицией, соединяющий их с полостью 13 между вертикальными смежными стенками 14 магазинов бив верхней части - два канала 16 для выхода воздуха.
Устройство работает следующим образом.
Композицию на основе минеральных вяжущих приготавливают в емкости с мешалкой (не показано) и по желобу заливают в полость 13 между вертикальными смежными стенками 14 магазинов б пресс-форм 7. По принципу сообщающихся сосудов композиция по каналам 15 нижнего ряда магазинов 6 поступает в полости 11-между
пресс-формами 7. По мере подачи композиции, ее уровень в полостях 11 и 13 повышается. Вытесняемый при этом воздух из полости 11 удаляют по каналам 16. С целью устранения раковин внутри и на поверх0 ности панелей изделий 3 камеру 2 выдержки вибрируют при помощи вибратора 8, закрепленного на днище 5.
После заполнения композицией камеры 2 выдержки вибратор 8 отключают и делают
5 выдержку с целью схватывания вяжущих в композиции. Для армирования панелей взамен коротко нарезанных синтетических или древесных волокон может быть использована синтетическая, хлопчатобумажная (на0 пример, марля) или металлическая сетки, нарезанные по формату и закрепленные при сборке магазинов 6 на шпильках 12 в полостях 11 между пресс-формами 7. После отверждения вяжущих при помощи тельфе5 ра (не показан) боковые стенки 4, предвари тельно отболченные, снимают в вертикальном направлении, освобождая магазины 6. Затем удаляют шпильки 12 из магазинов 6 и пресс-формы 7 разбирают, освобождая па0 нели 3. После освобождения панели 3 направляют на сушку или выдержку для набора прочности, а пресс-формы 7 собирают в магазины 6, устанавливают в камере 2 и цикл повторяют.
5 Предлагаемое устройство просто по своему конструктивному исполнению, требует незначительных капитальных затрат для изготовления и позволяет обеспечить высокую производительность при исполь0 зовании минеральных вяжущих холодного отверждения.
Формула изобретения Устройство для изготовления профильных облицовочных панелей, включающее
5 станину, установленную на ней камеру выдержки изделий, оснащенную боковыми стенками с днищем, и магазин пресс-форм, отличающееся тем, что, с целью упрощения конструкции и повышения про0 изводительности, боковые стенки и днище камеры выдержки выполнены разъемными, боковые стенки установлены под yraoMjS0 к вертикальной оси камеры выдержки, а днище снабжено вибратором и установлено на
5 станину посредством пружин, пресс-формы в магазине разделены по периметру эластичными прокладками, образующими полости, и скреплены четырьмя шпильками, установленными в углах пресс-форм, а магазины установлены в камере выдержки с образованием полости между вертикальными кладка имеет канал для заполнения полости стенками магазинов, причем в нижней час- между пресс-формами композицией и в верти каждой из пресс-форм эластичная про- хней части-два канала для выхода воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления строительных блоков на минеральных вяжущих холодного отверждения | 1990 |
|
SU1782755A1 |
| Устройство для изготовления многопустотных строительных блоков из древесных отходов | 1989 |
|
SU1713810A1 |
| Устройство для прессования профильных облицовочных панелей | 1988 |
|
SU1585166A1 |
| Устройство для изготовления многопустотных строительных блоков из древесных отходов | 1989 |
|
SU1713811A1 |
| Устройство для изготовления строительных блоков из древесных отходов | 1988 |
|
SU1639968A1 |
| Устройство для изготовления многопустотных строительных блоков из древесных или сельскохозяйственных отходов | 1989 |
|
SU1743875A1 |
| Способ изготовления многопустотных строительных блоков из растительных частиц | 1989 |
|
SU1668146A1 |
| Линия изготовления прямоугольных полых изделий | 1988 |
|
SU1606330A1 |
| Устройство для изготовления многопустотных строительных блоков из древесных или сельскохозяйственных отходов | 1989 |
|
SU1676806A1 |
| Способ изготовления строительных блоков | 1988 |
|
SU1661175A1 |

Использование: технологические линии производства строительных облицовочных панелей при использовании композиций холодного отверждения (цемента, гипса, алебастра) с наполнителями (синтетические или древесные волокна), или без них. Сущность изобретения: устройство для изготовления профильных облицовочных панелей включает станину, установленную на нее камеру выдержки изделий, оснащенную боковыми стенками с днищем и магазин пресс- форм, причем боковые стенки камеры выдержки установлены под углом 5 к вертикальной оси последней и выполнены разъ- емными с днищем, а днище снабжено вибратором и установлено на станину посредством пружин. Пресс-формы в магазине разделены по периметру эластичными прокладками, образующими полости, и скреплены четырьмя шпильками по углам пресс-форм Магазины установлены в камере выдержки с образованием полости между вертикальными стенками магазинов, причем в нижней части каждой из пресс- форм эластичная прокладка имеет канал для заполнения полости между пресс-формами композицией и соединяющей их с полостью между вертикальными смежными стенками магазинов и в верхней части - два канала для выхода воздуха.,3 ил. е
| Коротаев и др | |||
| Использование древесных опилок | |||
| М.: Лесная промышленность, 1974, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
