Изобретение относится к станкостроению, а именно к автоматам группового сверления отверстий в колковых (игольчатых) планках щипальных машин.
Цель изобретения - повышение производительности за счет обработки деталей во взаимно-перпендикулярных плоскостях без переустановки.
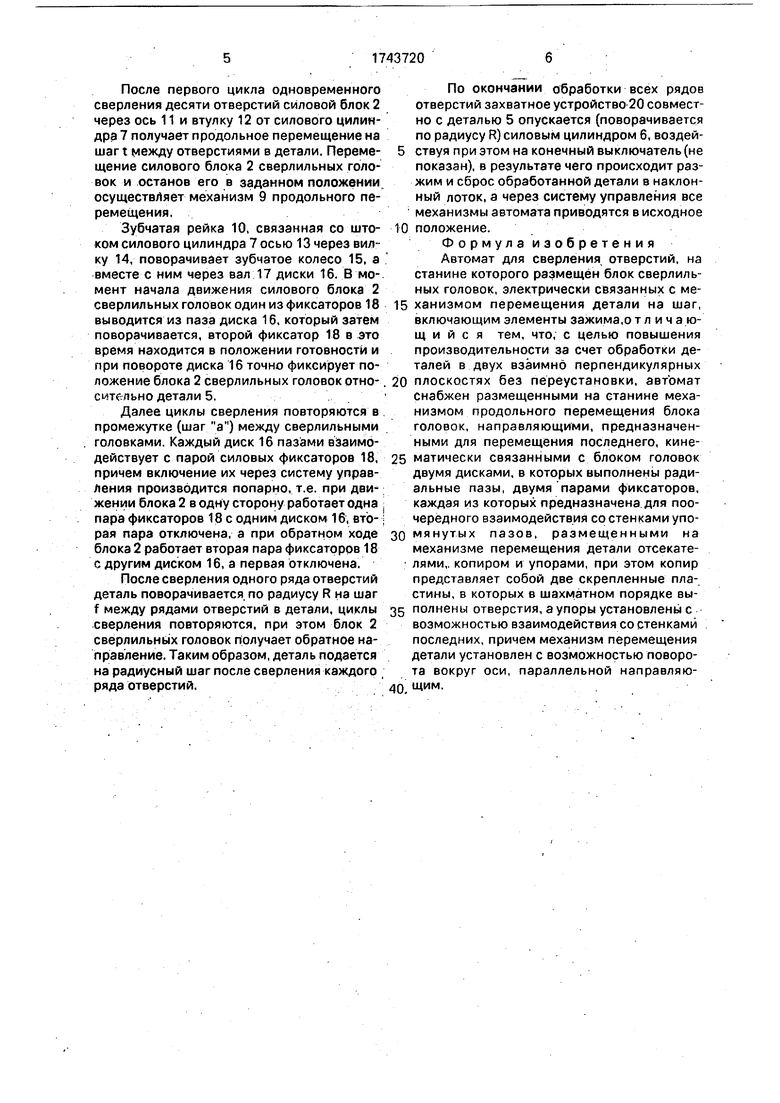
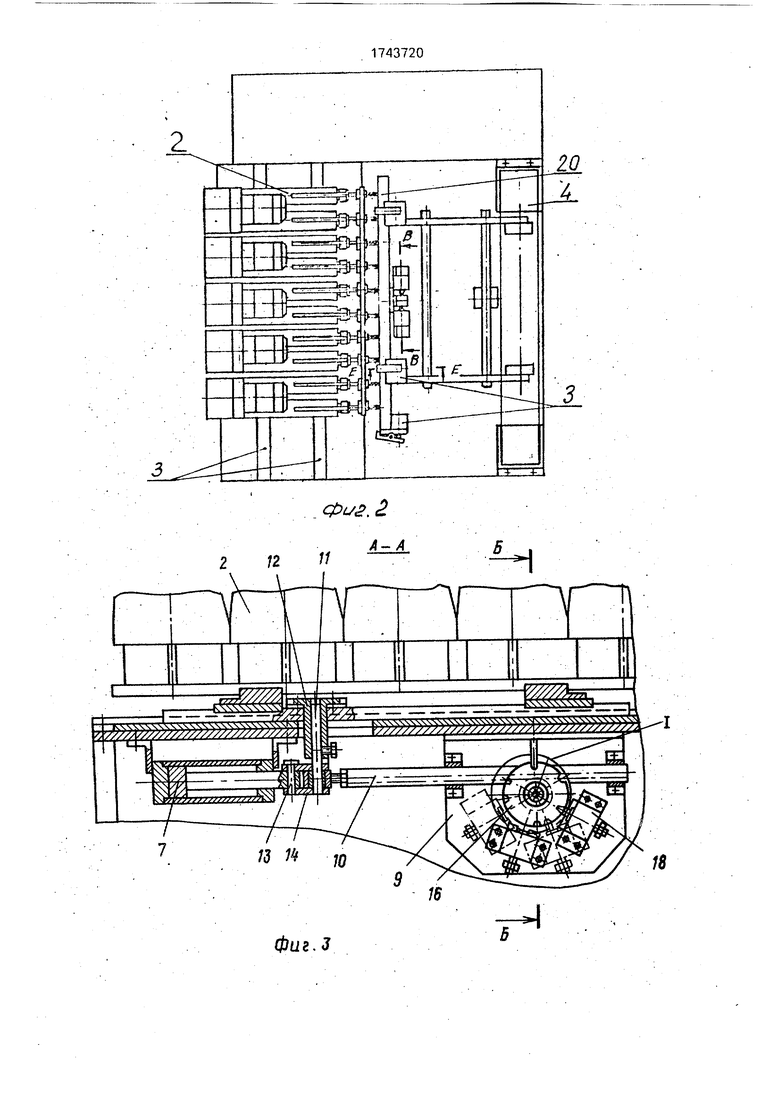
На фиг. 1 изображен автомат, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - узел I на фиг.З; на фиг.6
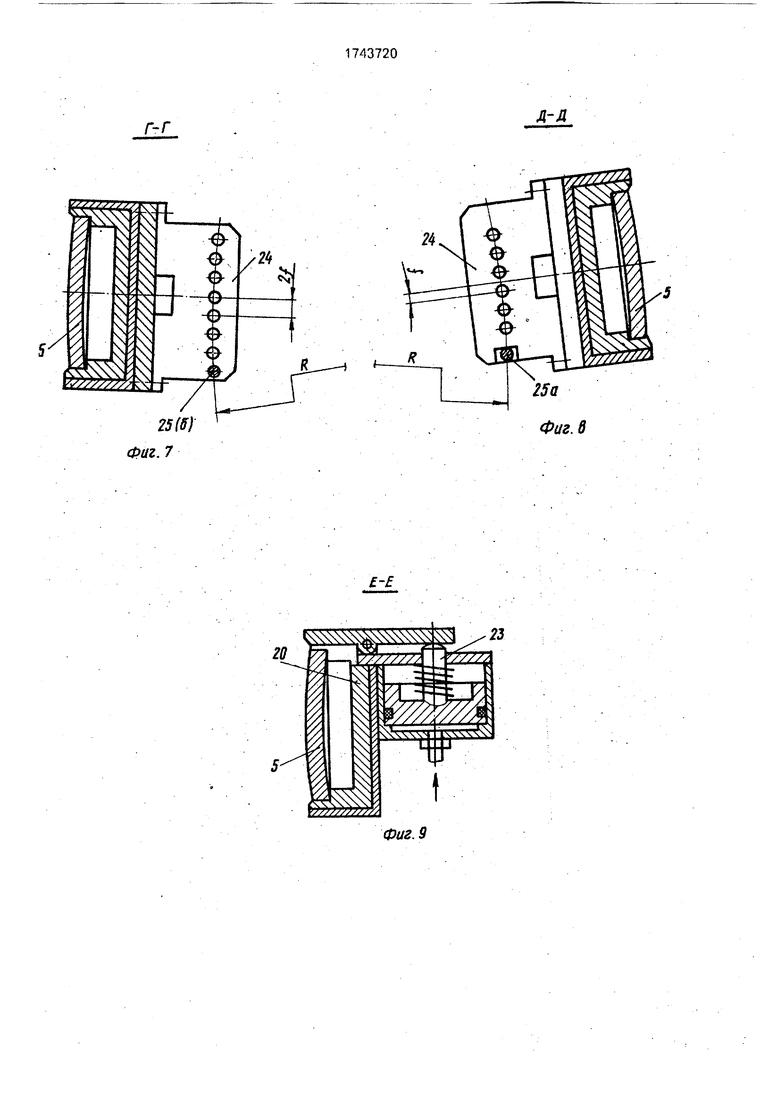
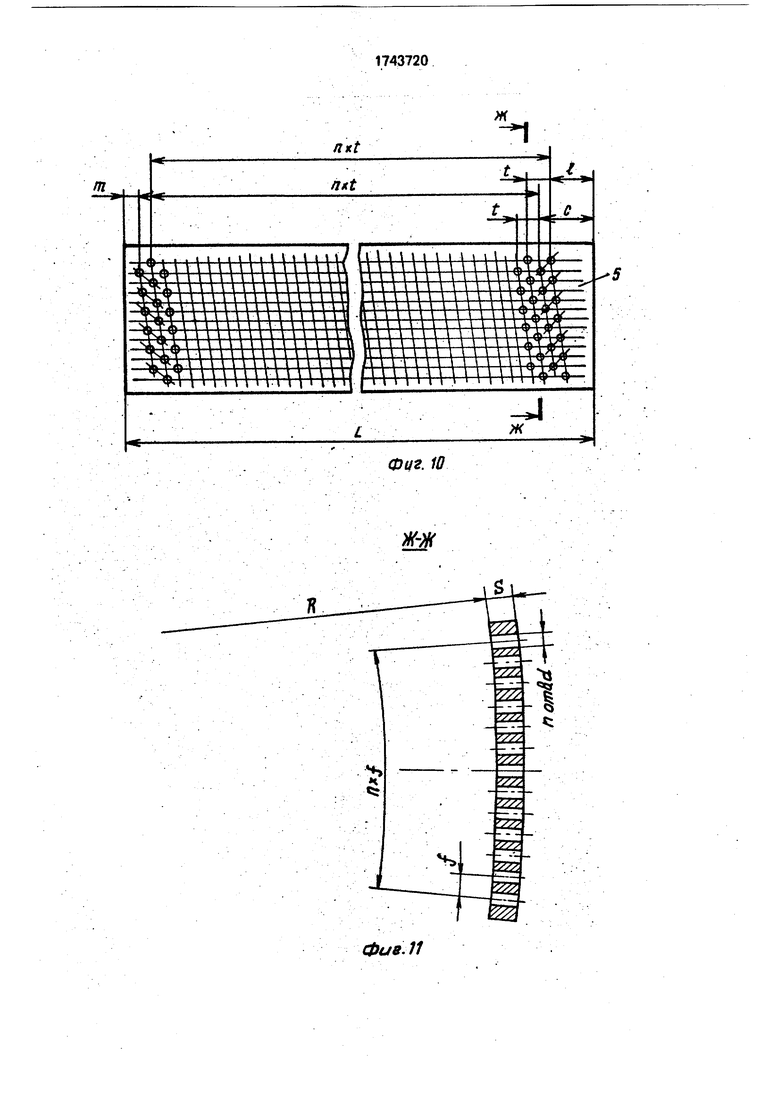
-разрез В-В на фиг.2; на фиг.7 - разрез Г-Г на фиг.6; на фиг.8 - разрез Д-Д на фиг.6; на фиг,9 - разрез Е-Е на фиг.2; на фиг.10 - обрабатываемые детали, общий вид; на фиг.11 - разрез Ж-Ж на фиг.10; на фиг.12
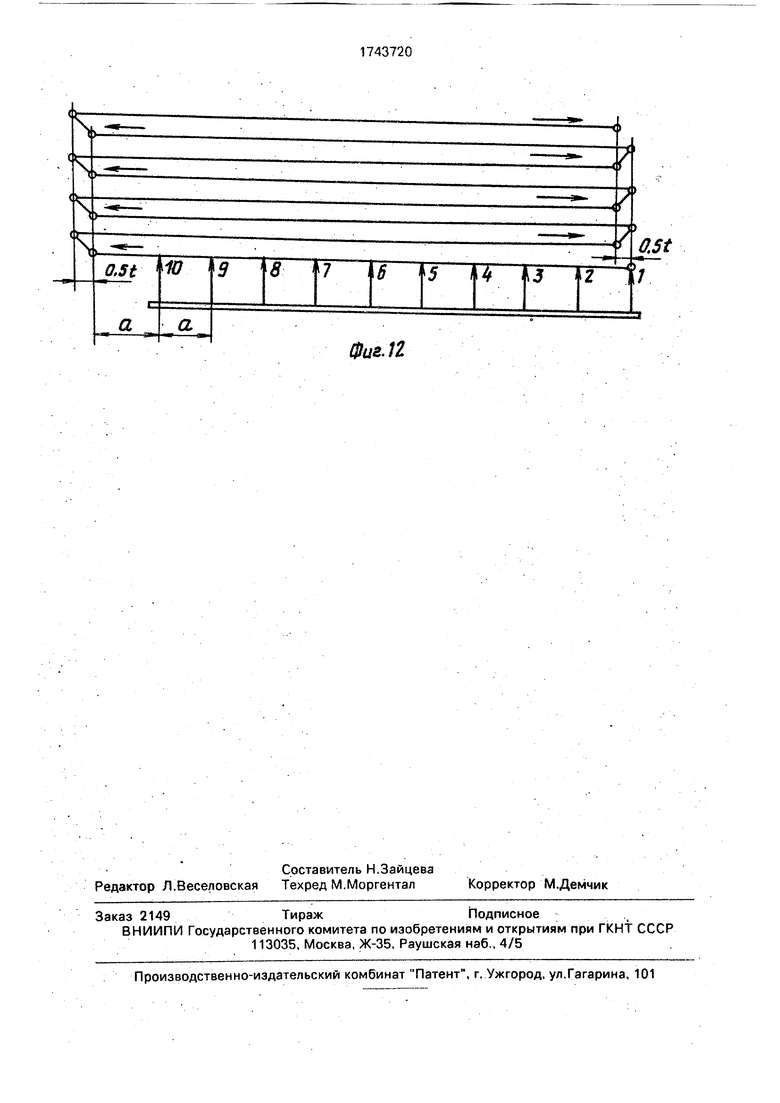
-схема работы блока сверлильных головок.
Автомат для сверления отверстий содержит станину 1, на которой смонтированы основные рабочие механизмы: силовой блок 2 сверлильных головок, установленный на направляющих 3 с возможностью перемещения в продольном направлении, питатель 4 деталей 5, силовые цилиндры 6 и 7, пневмооборудование 8, механизм 9 продольного перемещения силового блока 2 сверлильных головок, включающий зубчатую рейку 10,жестко связанную с силовым блоком 2 осью 11 через втулку 12, а с силовым цилиндром 7 осью 13 через вилку 14, зубчатое колесо 15 и диски 16, жестко закрепленные на валу 17 и взаимодействующие с силовыми клиновидными фиксаторами 18. Механизм 19 радиусного перемещения детали 5 содержит захватное устройство 20, поворачивающееся по радиусу R вокруг оси 21, радиусные отсекатели 22, силовые зажимы 23 и копир 24, взаимодействующий с выносными силовыми упорами 25.
Автомат для сверления отверстий работает следующим образом,
При нажатии кнопки Пуск производится подача сжатого воздуха в пневмооборудование 8, при этом захватное устройство 20 под действием силового цилиндра 6 поворачивается по радиусу R вокруг оси 21 и становится в вертикальное положение. Закрепленные на захватном устройстве 20 ра
диусные отсекатели 22 ста л кивают с упоров. в питателе 4 одну деталь 5, которая падает в захватное устройство 20, а остальные детали удерживаются от падения отсекателями 22.
Поворот захватного устройства 20 производится до воздействия на конечный выключатель (не показан), при этом производится закрепление детали в захватном устройстве
20 силовыми зажимами 23 и одновременно переключение направления движения штока силового цилиндра 6. Захватное устройство 20 получает обратное направление, и деталь подается в зону обработки (сверления) до
соприкосновения нижней торцовой плоскости копира 24 с одним из выносных силовых упоров 25 (а), воздействуя при этом на конечный выключатель (не показан), через который в систему управления подается
сигнал для приведения в готовность рабочих органов автомата, и одновременно включается второй силовой упор 25 (б), который занимает положение готовности. Копир 24 выполнен в виде двух скрепленных
пластин с отверстиями, расположенными по радиусу поворота захватного устройства 20 с шагом, соответствующим повороту детали на два шага (2 f), Расположение отверстий одной пластины относительно отверстий другой в шахматном порядке и соответствует шагу f между рядами отверстий в детали 5, что обеспечивается поочередным взаимодействием копира 24 с выносными силовыми упорами 25, при этом один из упоров фиксирует
положение детали, а второй занимает в это время положение готовности.
После приведения в готовность рабочих органов автомата по заданной системой уп равления выдержке первый упор 25 (а) отключается, захватное устройство 20 под действием цилиндра 6 поворачивается (опускается), второй упор 25 (6) заходит в первое отверстие копира 25 и деталь фиксируется в
положении Начало обработки,-,а первый упор вновь включается и занимает положение готовности. Одновременно приводятся в движение сверлильные головки силового блока 2.
После первого цикла одновременного сверления десяти отверстий силовой блок 2 через ось 11 и втулку 12 от силового цилиндра 7 получает продольное перемещение на шаг t между отверстиями в детали. Перемещение силового блока 2 сверлильных головок и останов его в заданном положении осуществляет механизм 9 продольного перемещения,
Зубчатая рейка 10, связанная со штоком силового цилиндра 7 осью 13 через вилку 14, поворачивает зубчатое колесо 15, а вместе с ним через вал 17 диски 16. В момент начала движения силового блока 2 сверлильных головок один из фиксаторов 18 выводится из паза диска 16, который затем поворачивается, второй фиксатор 18 в это время находится в положении готовности и при повороте диска 16 точно фиксирует положение блока 2 сверлильных головок отно-. сительно детали 5.
Далее циклы сверления повторяются в промежутке (шаг а) между сверлильными головками. Каждый диск 16 пазами взаимодействует с парой силовых фиксаторов 18, причем включение их через систему управления производится попарно, т.е. при движении блока 2 в одну сторону работает одна пара фиксаторов 18 с одним диском 16, вто- рая пара отключена, а при обратном ходе блока 2 работает вторая пара фиксаторов 18 с другим диском 16, а первая отключена.
После сверления одного ряда отверстий деталь поворачивается по радиусу R на шаг f между рядами отверстий в детали, циклы сверления повторяются, при этом блок 2 сверлильных головок получает обратное направление. Таким образом, деталь подается на радиусный шаг после сверления каждого ряда отверстий.
По окончании обработки всех рядов отверстий захватное устройство 20 совместно с деталью 5 опускается (поворачивается по радиусу R) силовым цилиндром 6, воздей- 5 ствуя при этом на конечный выключатель (не показан), в результате чего происходит разжим и сброс обработанной детали в наклонный лоток, а через систему управления все механизмы автомата приводятся в исходное 10 положение.
Формула изобретения Автомат для сверления отверстий, на станине которого размещен блок сверлильных головок, электрически связанных с ме5 ханизмом перемещения детали на шаг, включающим элементы зажима,о т л и ч а ю- щ и и с я тем, что, с целью повышения производительности за счет обработки деталей в двух взаимно перпендикулярных
0 плоскостях без переустановки, автомат снабжен размещенными на станине механизмом продольного перемещений блока головок, направляющими, предназначенными для перемещения последнего, кине5 матически связанными с блоком головок двумя дисками, в которых выполнены радиальные пазы, двумя парами фиксаторов, каждая из которых предназначена для поочередного взаимодействия со стенками упо0 мянутых пазов, размещенными на механизме перемещения детали отсекате- лями,, копиром и упорами, при этом копир представляет собой две скрепленные пластины, в которых в шахматном порядке вы5 полнены отверстия, а упоры установлены с возможностью взаимодействия со стенками последних, причем механизм перемещения детали установлен с возможностью поворота вокруг оси, параллельной направляю0. Щим,
вс
v Cg
Cni
о
CM
r-n ч- rS «2
to
Л
«tsl
s
S
r т
Ча
I
ч
м
о
(N Г4- О Т Гс.
f
0
1
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-клепальный автомат | 1975 |
|
SU603479A1 |
| Многошпиндельный сверлильный автомат | 1989 |
|
SU1748966A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Автомат для сверления поперечных отверстий | 1981 |
|
SU1007852A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Сверлильный станок | 1989 |
|
SU1703287A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
Использование: станкостроение, а именно сверлильные автоматы для одновременной обработки группы отверстий. Сущность изобретения: возможность обработки детали во взаимно перпендикулярных плоскостях без переустановки. Это достигается тем, что автомат содержит механизм продольного перемещения блока 2 сверлильных головок по направляющим и механизм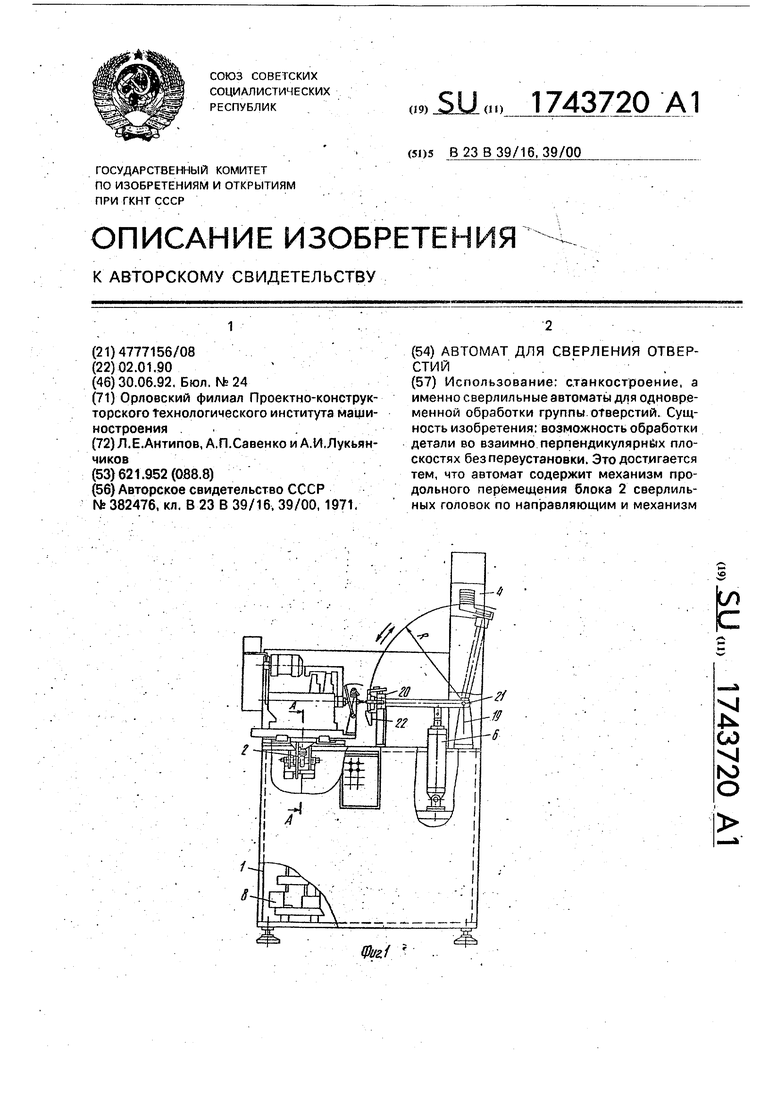
Фиг. 10
Фив. 11
o.st
Фиг. 12
| ВСЕСОЮЗНАЯ | 0 |
|
SU382476A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
