Известен способ измерения длины горячего проката путем преобразования длины окружности катающих валков в число масштабных импульсов, получаемых от вращающегося перфорированного диска, жестко связанного с осью катающих валков прокатного стана. При измерении длины этим способом неизбежно возникает погрещность из-за износа (выработки) валков в случае перехода на прокатку другого профиля и по ряду других причин.
Известен способ уменьшения этой погрешности до допустимой величины, при котором в процессе измерения получаемая информация преобразуется из дискретной формы в непрерывную. При изменении фиктивного катающего диаметра периодически производится изменение коэффициента преобразования, благодаря чему погрешность не превышает допустимой. Однако такой путь компенсации погрешности имеет недостатки: невысокую точность измерения, неудобство считывания результатов. Для того чтобы поддерживать погрешность измерений в допустимых пределах, необходима частая регулировка (изменение коэффициента преобразования) в процессе работы.
Предлагаемый способ измерения длины проката позволяет автоматически компенсировать погрешность при измерениях, снижая ее до допустимой.
При применяемом в настоящее время способе погрещность снижается до уровня средней допустимой для партии раскатов, а при предлагаемом она уменьшается до допустимой для каждого раската благодаря автоматическому учету всех, в том числе и случайных, изменений параметров прокатки, влияющих на величину фиктивного катающего диаметра.
При некотором постоянном количестве «о отверстий перфоратора выработка валков в процессе прокатки, переход на прокатку другого сортамента, изменение температуры проката приводят к изменению цены масщтабного импульса, а следовательно, к увеличению погрешности измерения. В связи с этим число импульсов, получаемых от перфоратора при одном обороте валков, должно изменяться в зависимости от величины фиктивного диаметра катающих валков.
Выберем количество По отверстий пер|форатора минимальным, т. е. таким, которое при
выбранной цене масштабного импульса ро
соответствует минимальному возможному катающему диаметру валков Ьшш . Тогда
Пп
пульса ро регистром контрольной длины должно быть зарегистрировано число импульсов. Тогда при увеличении фиктивного катающего диаметра число импульсов, поступивших в регистр контрольной длины, составит
.
Следовательно, в процессе прокатки число импульсов, поступающих от перфоратора при каждом обороте валков, должно быть увеличено прибавлением одного импульса на каждые П1 импульсов. При этом счетно-логическое устройство должно выполнять операцию по алгоритму
.
п/
кратность добавки я,- подсчитывается по формуле
.
где - число зарегистрированных на контрольной длине АО импульсов при катающем диаметре Dmm ; Л - то же при D Dmin Операция добавки осуществляется для «/, равных целым числам.
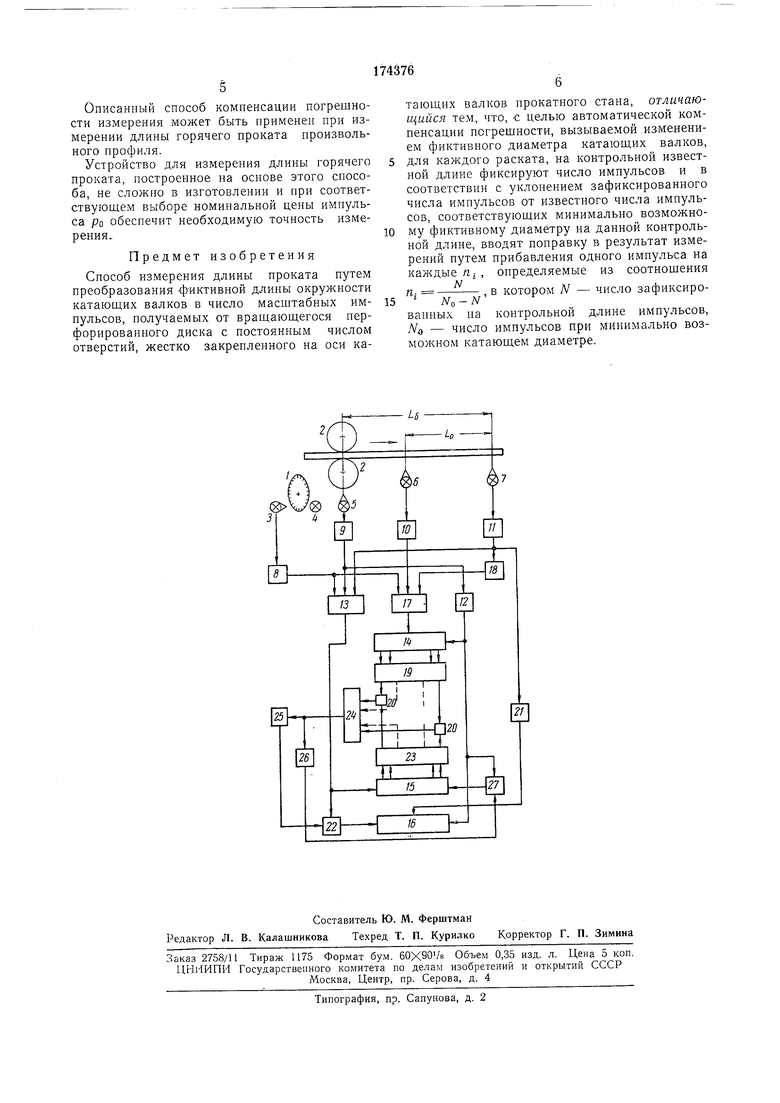
На чертеже представлена функциональная схема устройства, измеряющего длину горячего проката с компенсацией погрешности предлагаемым способом.
В схеме предусмотрено измерение длины раската путем счета числа масштабных импульсов по алгоритму
NL (n, + ,
П1 )
где NL-число масщтабных импульсов, зарегистрированных при измерении длины L
К - число оборотов валков за время измерения, а также сброс результатов измерения на нуль при появлении очередного раската. Для получения более высокой точности измеряется не вся, а лишь переменпая часть раската, сверх некоторой базовой длины Lg .
Устройство содержит четыре датчика и счетно-логическое устройство. Датчик - генератор масштабных импульсов состоит из перфорированного диска 1, жестко связанного с осью привода катающих валков 2 стана,, фотодатчика 3 и осветителя 4. Датчик 5 сигнализирует о наличии прокатываемого металла в валках (он может быть фотодатчиком, индуктивным, контактным и т. д.). Фотодатчики и 7 являются датчиками контрольной длины, расстояние между которыми LO выбрано заранее. Фотодатчик 7 одновременно выполняет функции датчика базовой длины LQ. Датчики имеют соответствующие усилители 8,
торый поступает па вход ячейки 12 сброса и ячейки «И 13. Ячейка 12 при этом выдает импульс сброса, который устанавливает на нуль регистры контрольной длины 14, выбора 5 добавки 15 и длины 16. Однако импульсы при этом не отсчитываются, так как ячейка «И 13 закрыта из-за отсутствия сигнала от фотодатчика 7 контрольной длины, а ячейка «И .17- из-за отсутствия сигнала от первого фотодат0 чика 6 контрольной длины.
При входе передней кромки измеряемого раската в поле зрения фотодатчика 6 открывается ячейка «И 17 и регистр контрольной длины 14 начинает считать импульсы, поступающие от генератора масштабных импульсов. При достижении раскатом фотодатчика 7 сбрасывает ячейка «НЕ 18; ячейка «И г/7 закрывается, и счет импульсов регистром 14 прекращается. Набранное в регистре длины
0 14 число преобразуется при помощи дешифратора выбора Я; 19 в соответствии с формулой
п,-.
Ng - N
Выходы дешифратора 19 соединены с ячейками «И 20, число которых определяется выбранной ценой масштабного импульса ро и допустимой погрешностью измерения.
При этом открытой оказывается лишь та из ячеек «И 20, которая соответствует числу Л, набранному в регистре длины 14.
При засвечивании фотодатчика 7 ячейка задачи базы 2 выдает в регистр длины 16 число, соответствующее длине базы Le. Одновременно открывается ячейка «И 13, и начинается счет импульсов регистром выбора добавки 15 и (через ячейку «ИЛИ 22) регистром длины 16.
Дещифратор 23 регистра добавки выдает импульсы на ячейки «И 20 по мере набора числа в регистре добавки 15. Но открыта только одна ячейка «И 20, соответствующая числу Л;. Поэтому па входе ячейки «ИЛИ 24 импульс появляется только тогда, когда в регистре добавки 15 набрано число п.
Этот импульс подается в блок задержки 25 который через ячейку «ИЛИ 22 добавляет его в регистр длины 16 между двумя очередными импульсами, поступающими от генератора масштабных импульсов. Одновременно с помощью ячейки сброса 26 через ячейки «ИЛИ 27 регистр добавки устанавливается на нуль. Операция добавки импульса осуществляется каждый раз после набора регистром 15 числа импульсов, равпого п
Таким образом, при каждом обороте валка в регистр длины 16 поступает число импульсов, равное
«0+.
Описанный способ компенсации погрешности измерения может быть применен при измерении длины горячего проката произвольного профиля.
Устройство для измерения длины горячего проката, построенное на основе этого способа, не сложно в изготовлении и при соответствующем выборе номипальной цены импульса РО обеспечит необходимую точность измерения.
Предмет изобретения
Способ измерения длины проката путем преобразования фиктивной длины окружности катающих валков в число масштабных импульсов, получаемых от вращающегося перфорированного диска с постоянным числом отверстий, жестко закреплепного на оси катающих валков прокатного стана, отличающийся тем, что, с целью автоматической компенсации погрешности, вызываемой изменением фиктивного диаметра катающих валков, для каждого раската, на контрольной известной длине фиксируют число импульсов и в соответствии с уклонением зафиксированного числа импульсов от известного числа импульсов, соответствующих минимально возможному фиктивному диаметру на данной контрольной длине, вводят поправку в результат измерений путем прибавления одного импульса на каждые п , онределяемые из соотношения
Nдг
П: , в котором N - число зафиксиро NO-N т t
ванных па контрольной длине импульсов, Nf) - число импульсов при минимально возможном катающем диаметре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1980 |
|
SU912410A1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Способ измерения длины прокатываемого материала и устройство для его осуществления | 1985 |
|
SU1315786A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство для измерения длины прокатываемого материала | 1985 |
|
SU1315787A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне мелкосортного стана и устройство для его реализации | 1984 |
|
SU1219190A1 |
| СПОСОБ ПРОКАТКИ | 2004 |
|
RU2284233C2 |
LS--
