Изобретение относится к области обработки металлов давлением и может быть использовано при осуществлении процессов прокатки металлов с периодическим изменением режима пластической деформации, который достигается периодическим изменением величины катающих радиусов в поперечных сечениях эксцентричных валков вдоль их осей вращения. Противофазное взаимодействие эксцентриситетов катающих поверхностей валков при их синхронном вращении в процессе прокатки позволяет сохранять постоянство величины зазора между эксцентричными валками. Независимо от периода изменения формы сечения раската в зазоре между валками центр тяжести поперечного сечения, выдаваемого из валков раската, сохраняет свое постоянное место расположения и не отклоняется от оси прокатки.
Известен способ прокатки полос, при котором пластическая деформация металла осуществляется в профилированных валках с продольным изгибом выдаваемой из валков полосы. В этом известном способе прокатки интенсификация процесса пластической деформации обеспечивается за счет постоянной величины деформаций сдвига между верхними и нижними слоями раската, которые в свою очередь являются прямым следствием постоянной величины рассогласования окружных скоростей валков между крайними и центральными волокнами по ширине полосы (SU №1574294, В 21 В 1/22, 30.06.90).
Основным недостатком этого процесса прокатки являются ограничения по уровню предельно допустимой интенсификации пластических деформаций, при которых должно выполняться условие Сен-Венана о неразрывности материала. Условие сохранения неразрывности материала существенно ограничивает величину монотонных деформаций сдвига в металлах. Известный способ прокатки является монотонным с установившимся постоянством характера в процессе пластической деформации. Никаких возможностей по периодическому изменению направления и величины деформации сдвига в отмеченном способе прокатки не предусмотрено. Это обстоятельство устанавливает существенные ограничения на допустимый верхний уровень интенсификации процесса обработки металлов давлением. Для монотонных процессов характерны явления наклепа металла. Это снижает ресурс пластичности и потенциальные возможности в увеличении интенсивности пластической деформации. Обеспечить применение знакопеременных деформаций сдвига способствующих проявлению эффекта Баушингера, которые могли бы существенно ослабить отмеченные ограничения, в известном способе прокатки полос технологически не представляется возможным.
Наиболее близким к заявляемому способу прокатки по достигаемому результату является способ прокатки, который осуществляется в синхронно вращающихся валках с постоянным эксцентриситетом цилиндрических бочек относительно осей вращения (SU №1629117, В 21 В 1/22, 23.02.91). В известном способе прокатки повышение производительности с интенсификацией процесса пластической деформации достигается за счет периодических деформаций сдвига между верхними и нижними слоями раската, которые периодически изменяют на противоположное свое направление вдоль оси прокатки. Периодически изменяющиеся по величине и направлению деформации сдвига между верхними и нижними слоями раската являются следствием синхронного изменения катающих радиусов и соответственно окружных скоростей эксцентричных валков в очаге деформации.
К недостаткам этого способа, прежде всего, следует отнести ограничение по реализации периодических деформаций сдвига в только одной вертикальной плоскости очага деформации вдоль оси прокатки. Эти сдвиговые деформации могут иметь место лишь между верхними и нижними слоями по высоте раската вдоль оси прокатки. Объемные деформации периодического сдвига в трехмерном измерении в отмеченном способе обеспечить невозможно. Катающий радиус каждого из эксцентричных валков имеет постоянную величину вдоль осей. Это обстоятельство полностью исключает возможность осуществления объемных деформаций пластического сдвига слоев в двух других оставшихся плоскостях по объему металла очага деформации. Поэтому в известном способе потенциальный ресурс пластичности металла для интенсификации процесса периодической прокатки используется на не достаточном уровне. Вторым недостатком отмеченного способа является лишний расход энергии привода эксцентричных валков на периодическое вертикальное перемещение смещенной массы цилиндрических бочек валков то вверх, то вниз относительно осей вращения с аналогичным периодическим перемещением по вертикали центра массы сечения раската относительно оси прокатки.
Задачей изобретения является уменьшение сопротивления металла пластической деформации при периодической прокатке в эксцентричных валках с соответствующим увеличением производительности процесса и улучшением качества микроструктуры готового проката.
Поставленная задача достигается тем, что в предлагаемом способе прокатки, включающем пластическую деформацию металла катающими поверхностями эксцентричных валков при синхронном вращении валков, согласно изобретению деформацию металла осуществляют в режиме периодического изменения катающего радиуса поперечных сечений валков вдоль их осей вращения с сохранением постоянства величины зазора между образующими валков в плоскости выхода раската, а величину эксцентриситета валков е при этом устанавливают по среднему значению катающего диаметра валков d в диапазоне
е=(0,002-0,040)d.
На фиг.1 изображена кинематическая схема в период взаимодействия эксцентричных валков с периодически изменяющимся катающим радиусом сечений вдоль осей вращения валков, когда катающий радиус в левом сечении верхнего валка имеет максимальное значение, а в правом минимальное. При этом катающий радиус левого сечения нижнего валка минимален, а правого сечения максимален.
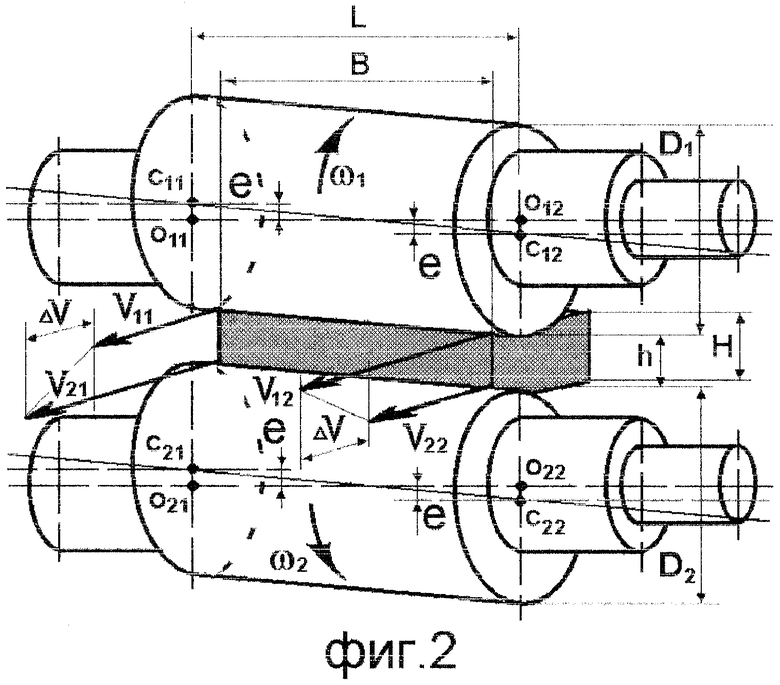
На фиг.2 изображена кинематическая схема после разворота эксцентричных валков на 180 градусов, когда катающие радиусы меняют свои позиции, в левом сечении верхнего валка катающий радиус принимает минимальное значение, а в правом соответственно максимальное. При этом катающий радиус левого сечения нижнего валка, наоборот, имеет максимальную величину, а в правом минимальную.
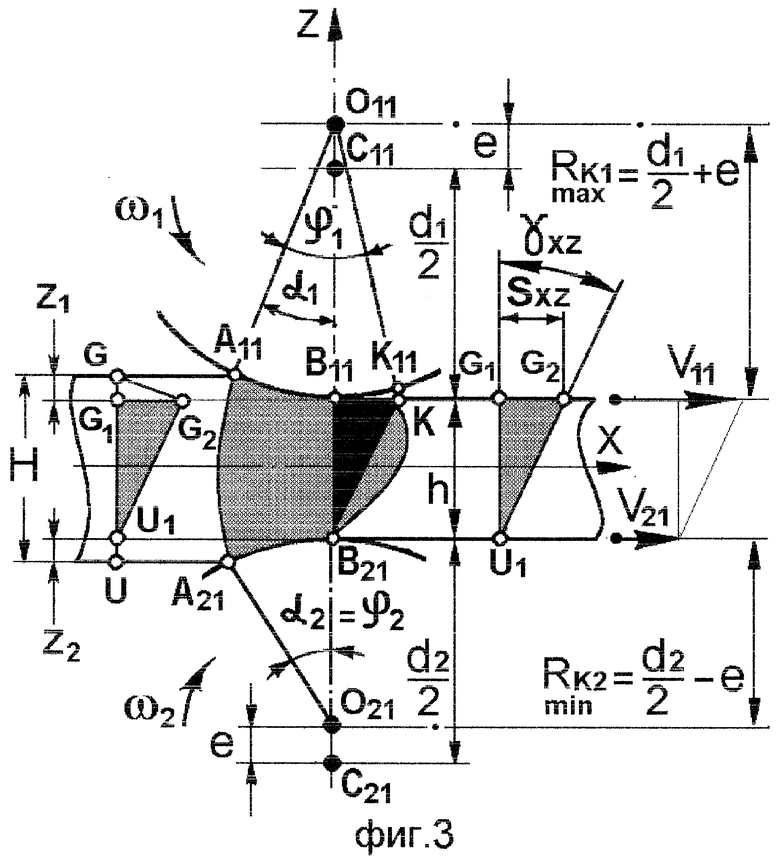
На фиг.3 изображено левое поперечное сечение эксцентричных валков и раската в продольной вертикальной плоскости.
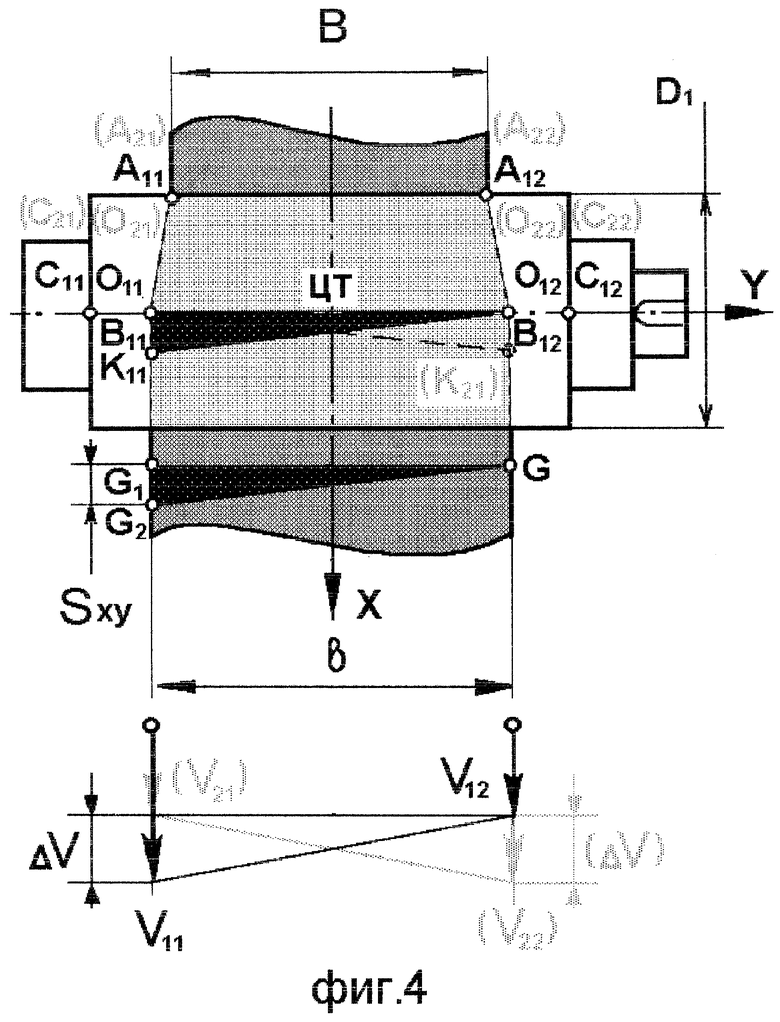
На фиг.4 изображена проекция раската с эксцентричным валком сверху на горизонтальную плоскость.
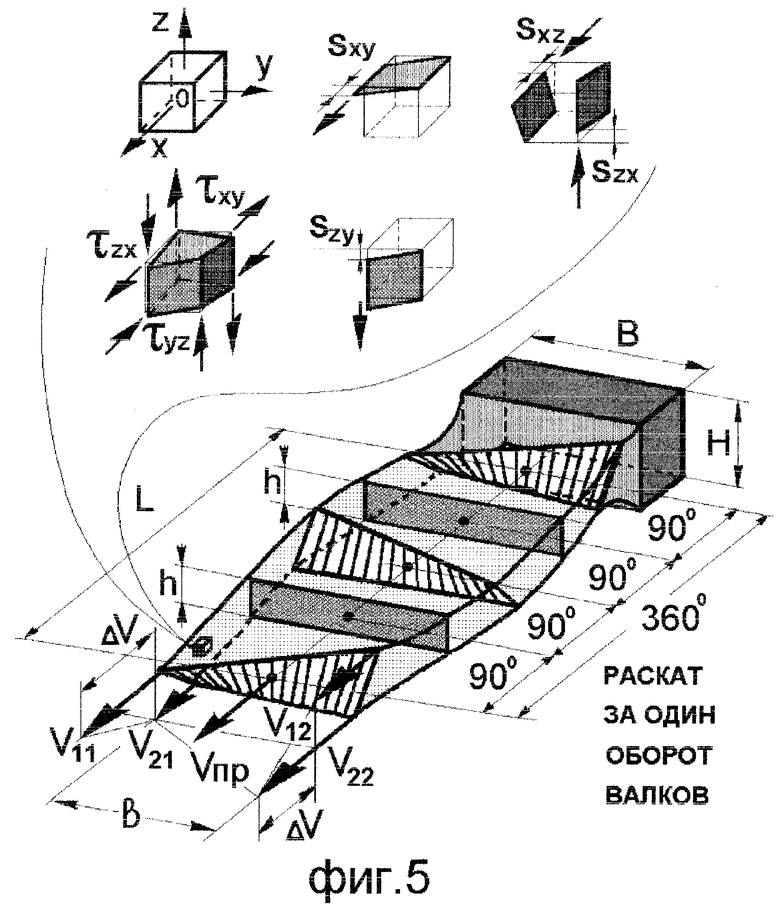
На фиг.5 изображен вид раската в изометрии после прокатки эксцентричными валками с иллюстрацией периодического изменения деформаций сдвига в трех измерениях элементарного кубического объема.
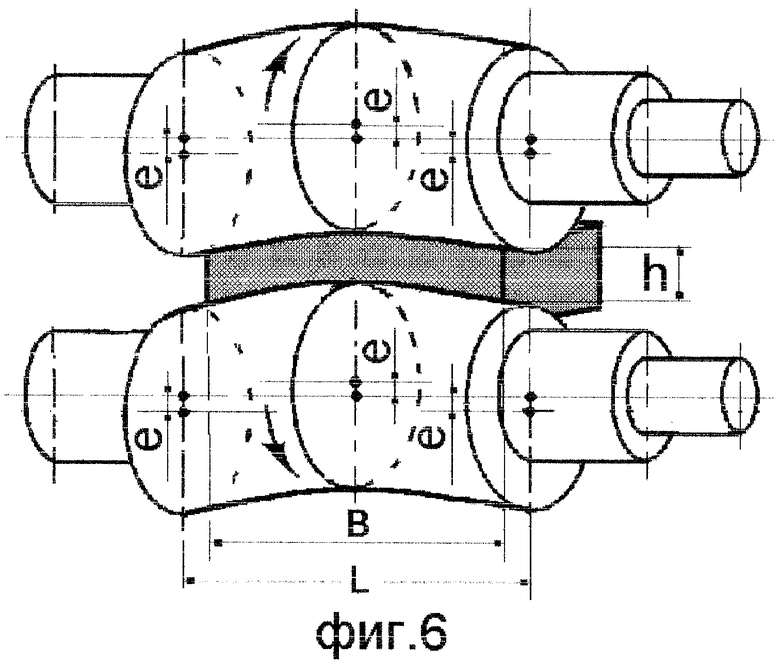
На фиг.6 изображена технологическая схема осуществления способа прокатки в валках с периодически меняющимся катающим радиусом эксцентричных валков вдоль синусоидально изогнутых осей.
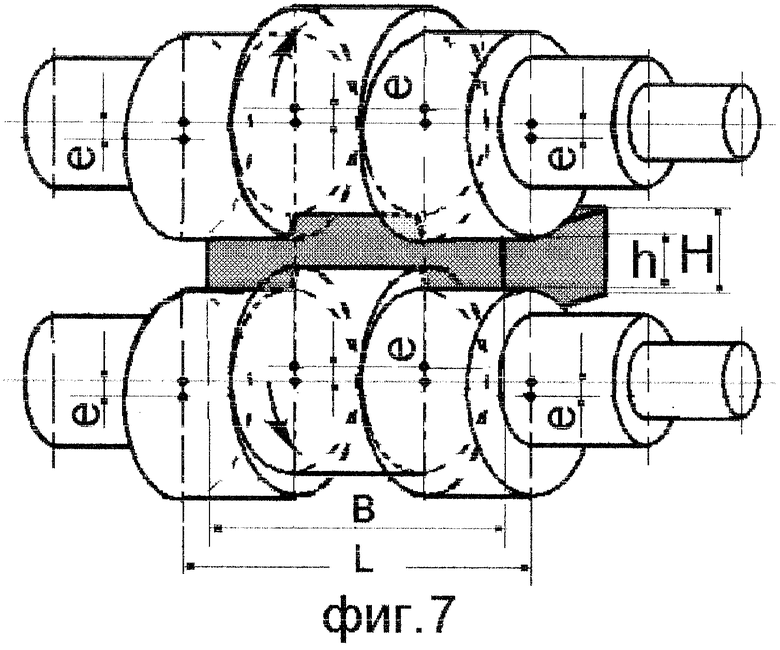
На фиг.7 изображена технологическая схема осуществления способа прокатки в валках с периодически меняющимся катающим радиусом эксцентричных валков при ступенчатом коленообразном изменении формы образующих вдоль их осей.
На фиг.8 изображена технологическая схема к способу прокатки в калибрах эксцентричных валков с периодически меняющимся катающим радиусом по прямолинейным наклонным линиям образующих валков вдоль их осей.
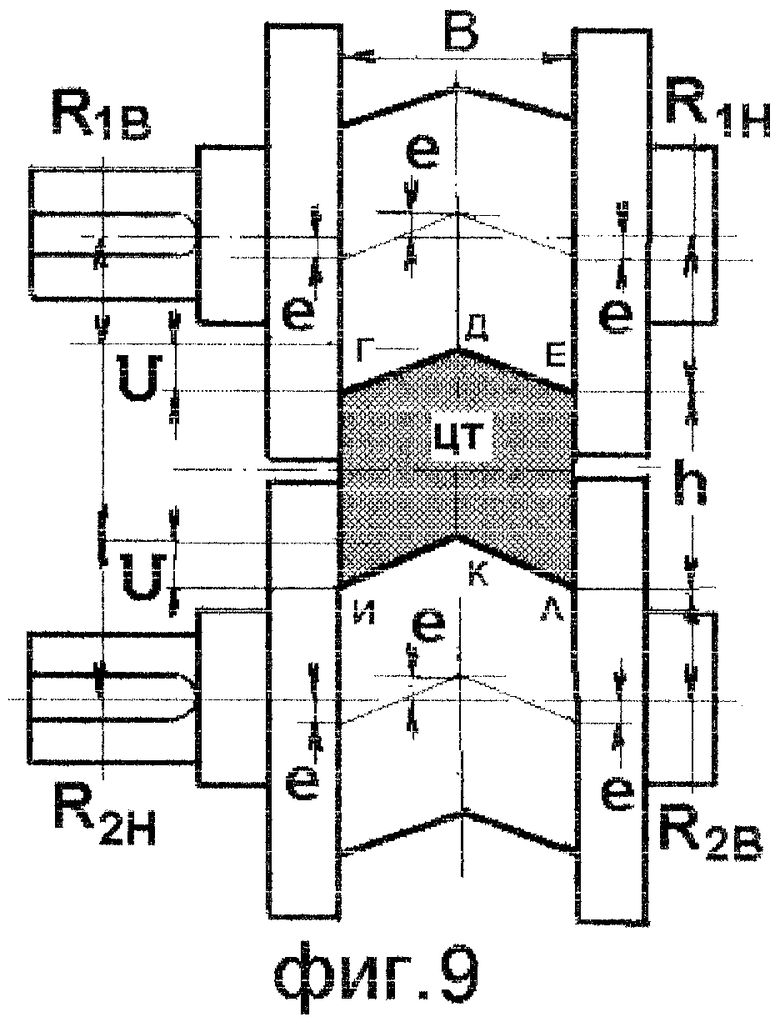
На фиг.9 изображена технологическая схема к способу прокатки в калибрах эксцентричных валков с периодически меняющимся катающим радиусом вдоль их осей по образующим симметрично ломаных линий.
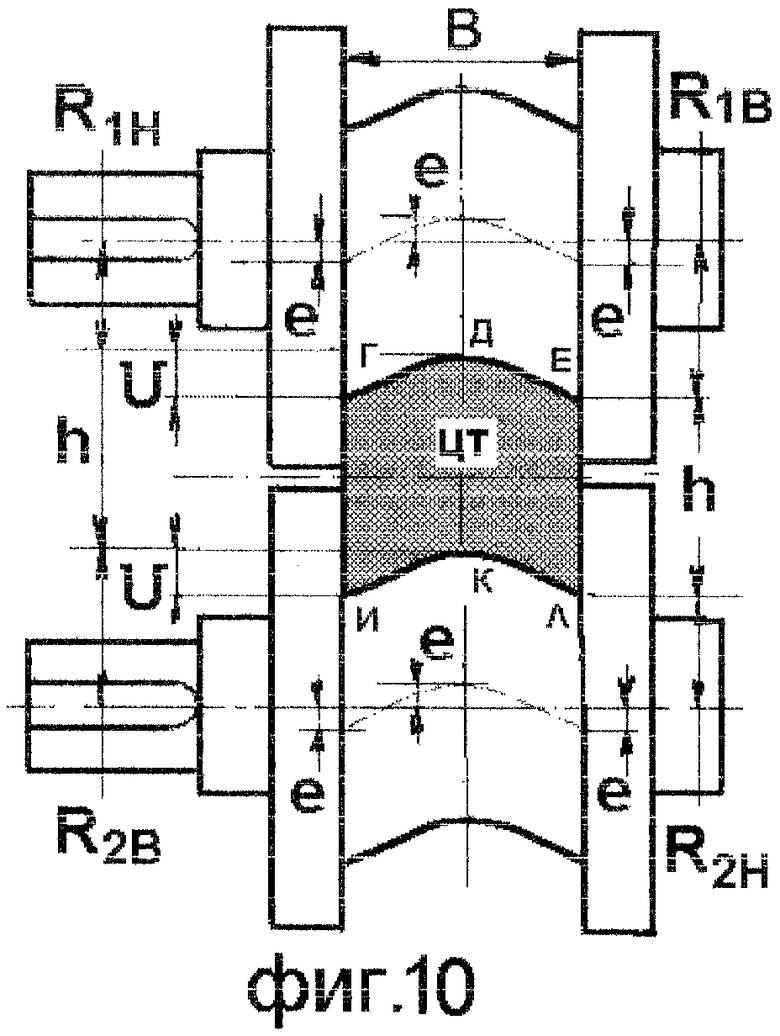
На фиг.10 изображена технологическая схема к способу прокатки в калибрах эксцентричных валков с периодически меняющимся катающим радиусом при синусоидальной форме криволинейных образующих валков вдоль их осей.
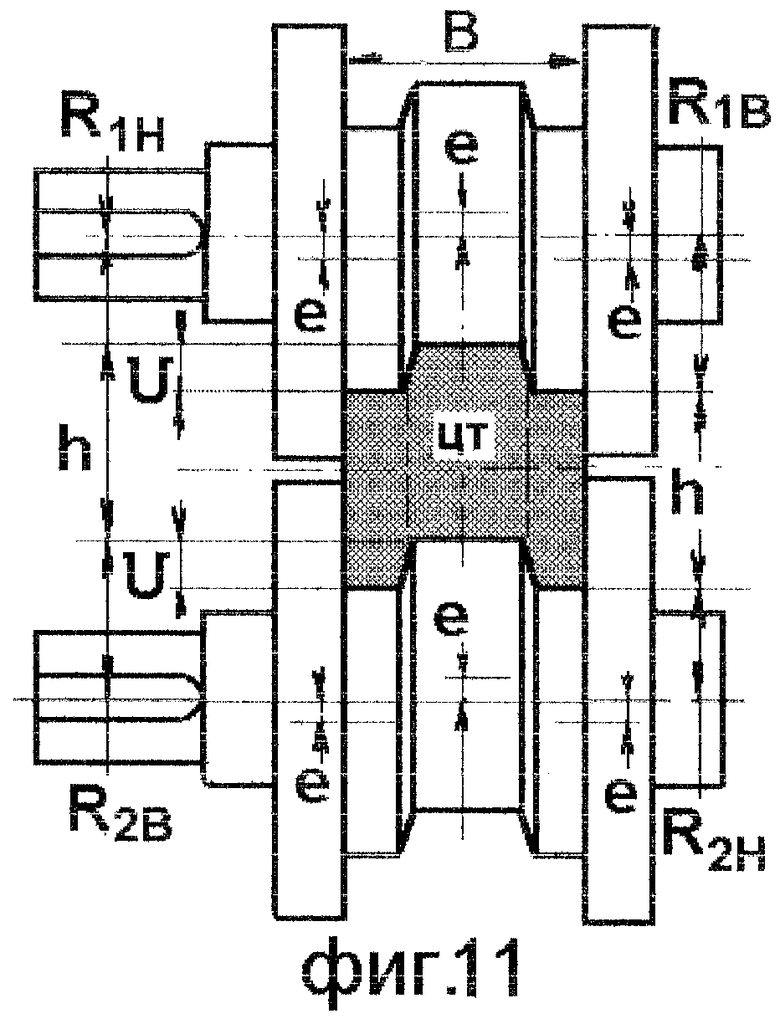
На фиг.11 изображена технологическая схема к способу прокатки в калибрах эксцентричных валков с периодически меняющимся катающим радиусом коленообразной формы ступеней по образующим валков вдоль их осей.
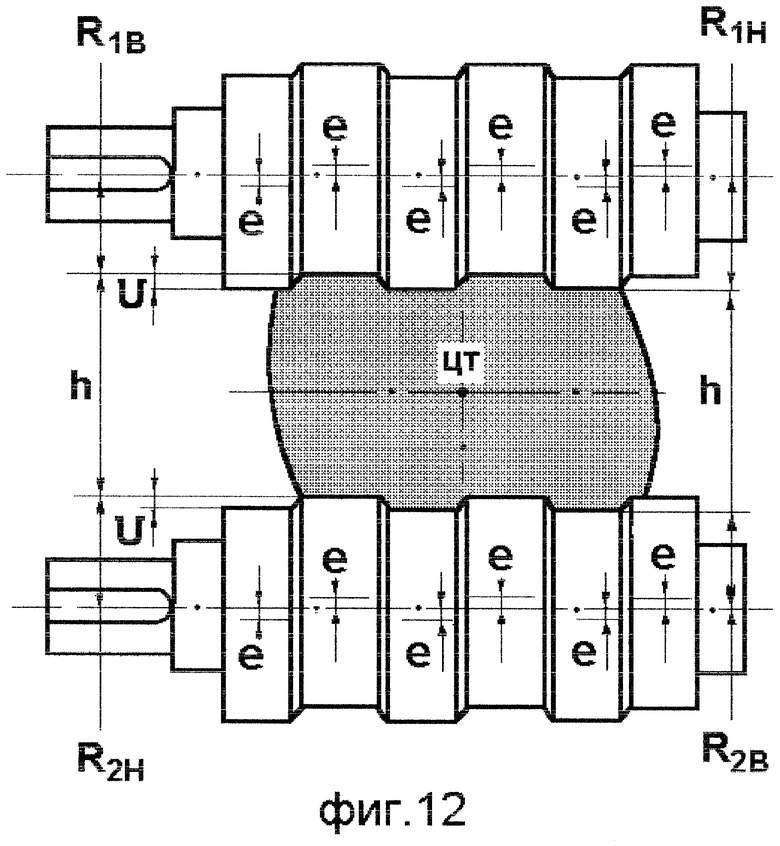
На фиг.12 изображена технологическая схема для способа прокатки в эксцентричных валках с формой бочек типа коленчатого вала.
Способ прокатки осуществляется путем периодического изменения катающих радиусов в поперечных сечениях эксцентричных валков вдоль их осей вращения. Максимальная величина катающего радиуса в произвольном вертикальном сечении бочки верхнего эксцентричного валка определяемая суммой половины диаметра и эксцентриситета, а также величина минимального катающего радиуса, определяемая разностью половины диаметра и эксцентриситета за период времени в половину оборота эксцентричных валков, меняются своими позициями наоборот. Одновременно в параллельном втором сечении бочки верхнего валка происходит обратный процесс, когда минимальная величина катающего радиуса поперечного сечения верхнего и минимальная нижнего валка за период времени в половину оборота изменяют свои экстремальные значения на противоположные по величине. В итоге такого взаимодействия катающие поверхности эксцентричных валков обеспечивают в очаге генерацию периодически изменяющихся деформаций пластического сдвига слоев одновременно по всем трем взаимно перпендикулярным плоскостям объема металла обрабатываемого давлением. Периодичность объемных деформаций пластического сдвига одновременно сразу в трех взаимно перпендикулярных плоскостях процесса прокатки достигается периодическим изменением катающих радиусов вдоль осей вращения эксцентричных валков. При этом величина зазора между катающими поверхностями эксцентричных валков в плоскости выхода раската на протяжении одного пропуска раската сохраняется постоянной.
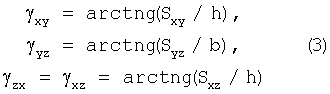
Технологический этап процесса прокатки с изменением на противоположные величины всех катающих радиусов при развороте эксцентричных валков вокруг их осей вращения на полоборота отображен на фиг.1. и фиг.2. При этом синхронно изменению катающих радиусов происходит периодическое изменение величины рассогласования окружных скоростей на контактных поверхностях эксцентричных валков с деформируемым металлом, что в конечном итоге формирует аналогичные по характеру периодические деформации сдвига. Аналогичный процесс периодического изменения минимального катающего радиуса левой части бочки и максимального катающего радиуса правой части бочки происходит на нижнем эксцентричном валке, но в противофазе верхнему валку. При этом достигается периодическое изменение величины рассогласования окружных скоростей - ΔV эксцентричных валков в сечении выхода раската из очага деформации. На каждом этапе полуоборота эксцентричных валков происходит противофазное изменение окружных скоростей и рассогласования между ними. На верхнем валке максимальная окружная скорость V11 левой части бочки и минимальная окружная скорость правой части бочки V12 меняются взаимно местами на этапе полуоборота эксцентричных валков. При этом на бочке нижнего валка в противофазе происходит периодическое изменение минимальной окружной скорости нижнего валка левой части бочки V21 на максимальную скорость, а максимальная окружная скорость правой части бочки V22, наоборот, меняется на минимальную величину, Противофазно изменяющееся по величине рассогласование окружных скоростей ΔV в процессе периодической прокатки по высоте раската h фиг.3 и по ширине раската b фиг.4 вызывает при обработке металла давлением периодически изменяющуюся объемную деформацию сдвига SXY, Syz, Szx одновременно в трех взаимно перпендикулярных плоскостях фиг.5. В процессе пластической деформации металла при обработке давлением в эксцентричных валках происходит периодическое искривление плоскостей поперечных сечений раската. Аналогичному периодическому искривлению подвергаются также боковые вертикальные плоскости поверхности и плоскости контактных поверхностей раската с верхним и нижним эксцентричными валками. Отмеченные процессы в тех же трех плоскостях сопровождаются адекватной величиной относительных деформаций углов сдвига - γXY, γYZ, γZX. В соответствии с существующими положениями теории пластичности наличие периодически изменяющейся объемной деформации сдвига в трех взаимно перпендикулярных плоскостях позволяет существенно увеличить интенсивность пластической деформации

В свою очередь трехмерное действие объемных деформаций сдвига в зоне очага обработки металла давлением вызывает соответствующие периодические касательные напряжения по всем трем плоскостях заданных измерения - τXY, τYZ, τZX. Образованное при этом трехмерное поле периодически изменяющихся касательных напряжений способствует значительному увеличению интенсивности напряжений в зоне очага деформации металла

Рост интенсивности напряжений σj в зоне очага деформации от генерации периодических деформаций сдвига в трехмерном объеме металла обеспечивает достижение состояния предела текучести металла при более низком уровне внешнего давления на металл со стороны контактных поверхностей валков. В итоге периодический процесс прокатки в эксцентричных валках с периодическим изменением катающего радиуса вдоль оси валков осуществляется при существенно меньших энергетических затратах. Режим периодического изменения катающих радиусов эксцентричных валков способствует более интенсивному пластическому течению металла в очаге деформации вдоль оси прокатки, что повышает проработку металла раската по всей высоте и соответственно улучшает качество структуры готового проката. Одновременно снижается сопротивление металла процессу пластической деформации, что позволяет повысить производительность и снизить расход электроэнергии. Продольный изгиб контактных поверхностей раската с валками даже при незначительной амплитуде периодического прогиба U существенно повышает эффективность удаления окалины, облегчает условия захвата заготовки валками и снижает пробуксовку раската в валках.
Промышленная реализация способа периодической прокатки в эксцентричных валках может быть осуществлена как на рабочих валках с гладкой бочкой фиг.1-7, так и в прямоугольных ящичных калибрах валков фиг.8-11. При этом образующая линия от катающих поверхностей эксцентричных валков может иметь наклонную, ломаную, синусоидальную и коленообразно изогнутую форму. При любой форме образующих линий эксцентричные валки должны обеспечивать равенство контактных площадей валков с металлом по максимальному катающему радиусу и минимальному. Оптимальным числом колен у эксцентричных валков при минимальной величине необходимого эксцентриситета является три. Изготовление таких эксцентричных валков фиг.7, фиг.11 и фиг.12 не требует больших финансовых затрат, поскольку производится при плановой переточке катающих поверхностей. При этом эффективность снижения энергетических затрат на обеспечение периодического процесса способа прокатки в эксцентричных валках обеспечивается не за счет большой абсолютной величины эксцентриситета, а за счет большого числа колен перегиба образующей по контактным поверхностям с металлом, что увеличивает величину пластических деформаций сдвига в объеме обрабатываемого давлением металла. Абсолютные величины деформаций сдвига вдоль оси прокатки при синхронном вращении эксцентричных валков обеспечиваются разницей длин дуг контакта в вертикальной плоскости SZX фиг.3, A11K11-A21B21 верхнего и нижнего валков и в горизонтальной плоскости SХУ фиг.4. разницей длин дуг левой и правой части раската по ширине A11K11-A12B12. Отмеченная разница в длине дуг контакта верхнего и нижнего валков с металлом в очаге деформации при синхронном повороте эксцентричных. валков обеспечивается периодической разницей катающих радиусов RK1, RK2. При синхронном вращении эксцентричных валков вокруг осей их О11, O21 смещенные на величину эксцентриситета е центры катающих сечений фиг.3 совершают противофазные круговые движения. При этом катающие радиусы в поперечных сечениях эксцентричных валков периодически изменяют свои значения в противофазном направлении, с максимального катающего радиуса RMAX на минимальную величину RMIN и соответственно наоборот. Мгновенное значение максимального катающего радиуса устанавливается суммой половины диаметра валка в катающем сечении с величиной эксцентриситета, а минимальное мгновенное значение катающего радиуса разностью этих же параметров. Периодическое изменение величины катающих радиусов в процессе периодической прокатки металла эксцентричными валками вызывает периодическое рассогласование окружных скоростей на контактных поверхностях с металлом. Амплитудные значения относительных деформаций углов сдвига в трехмерном объеме пластически деформируемого металла γXY, γYZ, γZX определяются величиной соответствующих им значений абсолютных деформаций взаимного сдвига между слоями по ширине, высоте и длине раската, выдаваемого из эксцентричных валков. Относительные деформации углов сдвига в одной плоскости являются равными параметрами в тензоре деформаций γZX=γXZ. Поэтому исходя из фиг.5 относительная деформация сдвига в вертикальной плоскости ZOX определяется соотношением горизонтального смещения верхних слоев раската относительно нижних к высоте раската h, а не к его длине.
В соответствии с кинематической схемой поперечного сечения мгновенного очага деформации фиг.3 в период максимального рассогласования окружных скоростей между величиной угла сдвига γXZ и углом поворота верхнего валка В11О11К11 устанавливается пропорциональная взаимосвязь в форме соотношения высоты раската h к величине максимального катающего радиуса верхнего эксцентричного валка RК1(max). Такая взаимосвязь закономерна, поскольку оба угла являются центральными, опирающимися на дугу одинаковой величины. Мгновенную длину дуги В11К11 на верхнем эксцентричном валке фиг.3 в условиях отсутствия пробуксовок между контактной поверхностью валка и раскатом при незначительной величине опережения металла можно принять равной по величине абсолютной деформации сдвига верхних слоев раската относительно нижних вдоль оси прокатки В11К=G1G2=SXZ. При относительном равенстве длин дуг захвата металла А11В11=A21B21 в эксцентричных валках одинакового диаметра d1=d2 мгновенный катающий радиус верхнего валка - RMAX имеет величину больше катающего радиуса нижнего валка - RMIN ровно на два абсолютных значения эксцентриситета е. Синхронное вращение эксцентричных валков обеспечивает равенство углов поворота ϕ1=ϕ2. При этом центральный угол нижнего эксцентричного валка ϕ2=A21O21B21=α2 получает мгновенное значение большей величины, чем аналогичный центральный угол верхнего эксцентричного валка ϕ1=A11O11B11. За счет этой разницы обеспечивается сдвигающая величина угла поворота верхнего эксцентричного валка В11О11К11=α2-α1 и соответственно генерируется периодический импульс абсолютной сдвиговой деформации SXZ вдоль оси прокатки между верхними нижними слоями раската, а также правыми и левыми. Соотношение абсолютной величины эксцентриситета валков е к диаметру катающего сечения валка d, определяемое диапазоном 0,002-0,040, позволяет получить соотношение между абсолютной деформацией сдвига SXZ вдоль оси прокатки и высотой раската h, при котором обеспечивается величина относительной деформации угла сдвига между слоями раската γXZ в диапазоне 1°-20°. Это обусловлено отношением противолежащих катетов угла γXZ треугольника G1U1G2 в распределении деформаций по высоте раската h, поскольку соотношение катета G11G2=SXZ к катету G1U1=h является тангенсом угла γXZ. Поэтому необходимым и достаточным условием обеспечения процесса периодической прокатки изложенного способа является соответствие величины эксцентриситета валков установленному диапазону соотношения от среднего катающего диаметра валков: е=(0,002-0,040)d.
При угловых деформациях сдвига между слоями раската более одного градуса начинается интенсификация процесса пластической деформации. Объемный характер периодических деформаций сдвига между слоями раската в трех взаимно перпендикулярных плоскостях позволяет практически повысить их воздействие на металл почти в три раза по сравнению с прототипом. Выравнивание средних значений окружных скоростей на контакте металла с верхним и нижним валками обеспечивает соответствующее выравнивание контактного давления металла на каждый из эксцентричных валков. В итоге интенсификация процесса прокатки обеспечивается объемными деформациями сдвига при относительно небольших величинах их амплитуд и с уменьшением в пять шесть раз энергетических затрат на генерацию периодических деформаций сдвига контактными поверхностями в сравнении с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки | 1988 |
|
SU1629117A1 |
| СПОСОБ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312722C1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1992 |
|
RU2006299C1 |
| Прокатный стан и соединительный элемент привода рабочих валков прокатного стана | 1990 |
|
SU1738397A1 |
| Способ прокатки полос | 1987 |
|
SU1574294A1 |
| Способ прокатки | 1988 |
|
SU1570806A1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| Способ профилирования слябов | 1987 |
|
SU1519800A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |

Изобретение относится к области обработки металлов давлением и может быть использовано в процессах асимметричной периодической прокатки эксцентричными валками. Задачей изобретения является увеличение производительности процесса и улучшение качества микроструктуры готового проката. Способ включает пластическую деформацию металла катающими поверхностями эксцентрических валков при их синхронном вращении. В соответствии с изобретением деформацию металла осуществляют в режиме периодического изменения катающего радиуса поперечных сечений эксцентричных валков вдоль их осей вращения с сохранением постоянства величины зазора между образующими валков в плоскости выхода раската. Величину эксцентриситета валков е при этом устанавливают в зависимости от среднего значения катающего диаметра валков d в диапазоне: е=(0,002-0,040)d. Изобретение обеспечивает уменьшение сопротивления металла пластической деформации за счет генерации периодически изменяющихся деформаций пластического сдвига слоев одновременно по всем трем взаимно перпендикулярным плоскостям объема металла, обрабатываемого давлением. 12 ил.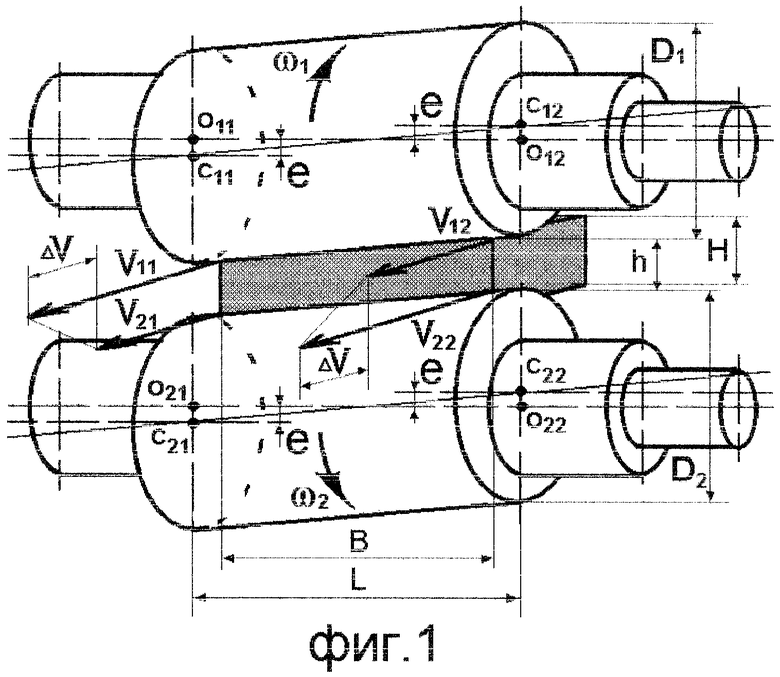
Способ прокатки, включающий пластическую деформацию металла катающими поверхностями эксцентричных валков при синхронном вращении валков, отличающийся тем, что деформацию металла осуществляют в режиме периодического изменения катающего радиуса поперечных сечений валков вдоль их осей вращения с сохранением постоянства величины зазора между образующими валков в плоскости выхода раската, а величину эксцентриситета е валков при этом устанавливают по среднему значению катающего диаметра d валков в диапазоне: e=(0,002-0,040)d.
| Способ прокатки | 1988 |
|
SU1629117A1 |
| Узел валков прокатной клети полосового стана | 1983 |
|
SU1355112A3 |
| ОПОРНЫЙ ВАЛОК ДЛЯ ДИНАМИЧЕСКОГО КОНТРОЛЯ ВЫПУКЛОСТИ | 1998 |
|
RU2208486C2 |
| JP 9271809 A, 21.12.1997. | |||

