Изобретение относится к области станкостроения и может быть использовано в бесцентрово-токарных станках,
Известно устройство активного контроля для бесцентрово-токарного станка фирмы ФРГ Кизерлинг унд Альбрехт мод. WDH-160. Устройство активного контроля диаметра заготовок включает корпус с направляющими, на которых установлена подпружиненные каретки с измерительными роликами, связанными между собой посредством подвижного вдоль оси дифференциального винта, соединенного с приводом, и преобразователь перемещений. Одна каретка связана с дифференциальным винтом посредством кронштейна и пружины. Другая каретка подпружинена пружиной. Для точной поднастройки на размер служит маховик.
Недостатком данного устройства является то, что при вхождении прутка в измерительные ролики, особенно при больших подачах, происходит удар заготовки об измерительные ролики, а в момент выхода заготовки из роликов происходит удар кронштейна о преобразователь перемещений, установленный на каретке. Это приводит к преждевременному износу измерительных роликов и отражается на точности результатов измерения. Таким образом надежность работы устройства уменьшается, а добиться той же точности можно только уменьшением подач заготовки, что в итоге существенно сказывается на производительности.
Износ измерительных роликов приводит к их частой смене, увеличивается время на поднастройку и обслуживание устройства активного контроля, что в конечном счете также понижает производительность,
Цель изобретения - повышение надежности устройства при одновременном повышении его производительности.
Указанная цель достигается тем, что в устройство активного контроля для бесцентрово-токарного станка, включающее корпус с направляющими, на которых установлены подпружиненные каретки с измерительными роликами, подпружиненные каретки связаны между собой посредством подвижного вдоль оси дифференциального винта, соединенного с приводом, и преобразователь перемещений, введена обойма и гидроцилиндр, установленный на корпусе соосно от дифференциального винта, дифференциальный винт выполнен из двух частей, концы которых установлены в обойме с возможностью осевого перемещения и передачи крутящего момента и кинематически связаны между собой посредством механизма, обеспечивающего их синхронное и разнонаправленное перемещение, один из концов дифференциального винта соединен со штоком гидроцилиндра. Механизм, обеспечивающий синхронное и разнонаправленное перемещение, выполнен из трех соединенных между собой рычагов, крайние рычаги которого непосредственно соединены каждый со своим концом
дифференциального винта, а центральный рычаг установлен на оси, закрепленной на обойме.
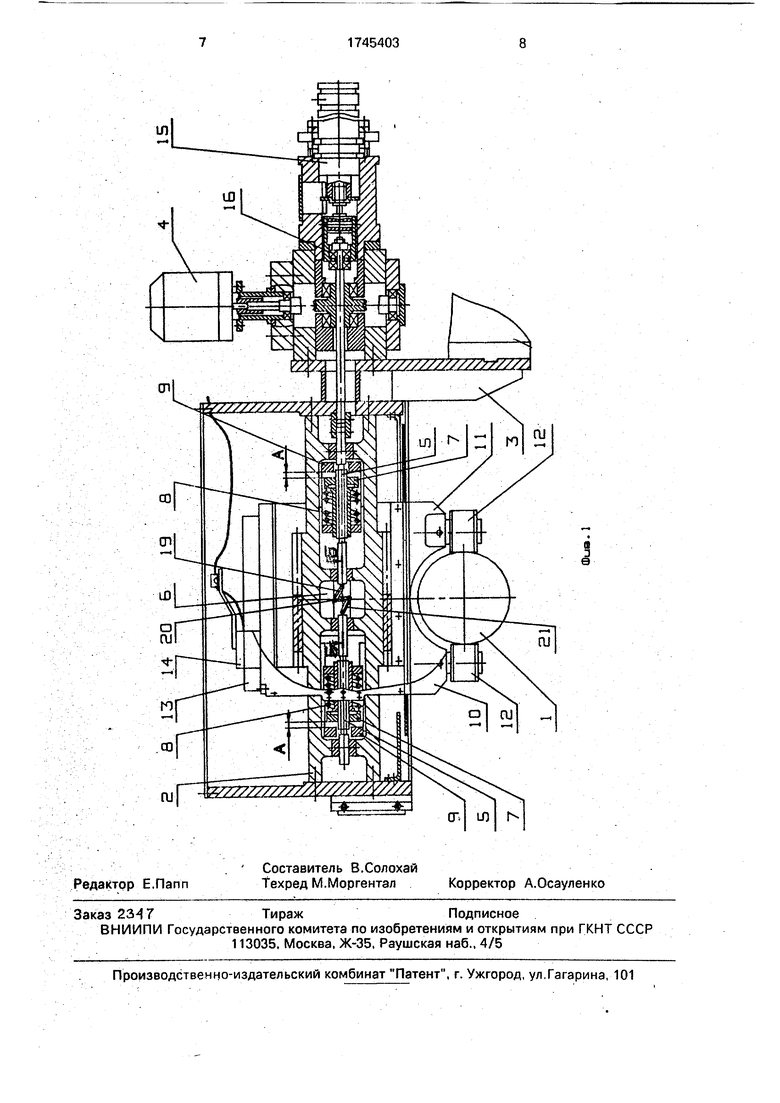
На фиг.1 изображено устройство, разрез; на фиг.2 - механизм, обеспечивающий
синхронное и разнонаправленное перемещение, разрез.
Устройство активного контроля диаметра заготовки 1 состоит из корпуса 2 с направляющими, присоединенного кронштеина 3, привода кареток4, дифференциального винта 5.
Дифференциальный винт состоит из двух частей - правой и левой, между которыми установлен механизм 6, обеспечивающий синхронное и разнонаправленное перемещение. Дифференциальный винт 5 через гайки 7 и пружины 8 связан со скобами 9, закрепленными на каретках 10 и 11, которые установлены на направляющих
корпуса 2. К каретке 10 присоединена преобразующая головка 11 и измерительный ролик 12, а к каретке 11 присоединена линейка преобразователя 13 перемещений и измерительный ролик 12. В качестве преобразователя перемещений использован фотоэлектрический датчик, состоящий и преобразующей головки 14 и преобразователя 13 линейных перемещений. Дифференциальный винт 5 соединен со штоком
гидроцилиндра 15 через шарнир 16.
Механизм 6, обеспечивающий синхронное и разнонаправленное перемещение, представляет из себя рычажную систему из трех соединенных между собой рычагов, установленную в обойме 17.
Обе части дифференциального винта 5 соединены с обоймой 17 при помощи подвижного шпоночного соединения 18, а между собой - при помощи вышеуказанных рычагов 19-21. В обойме 17 установлен центральный рычаг 20, имеющий возможность поворота на оси 22. Центральный рычаг 20 соединен с обеими частями дифференци- ального винта при помощи рычагов 19 и 21, причем концы этих рычагов соединены с периферийными концами центрального по- воротного рычага.
Устройство работает следующим образом.
Перед началом работы необходимо настроить устройство активного контроля на требуемый диаметр обрабатываемой заготовки. С пульта управления (не показан) набирается необходимый диаметр и дается команда в систему управления на его обработку. Включается привод кареток 4 и вращением дифференциального винта 5 осуществляется перемещение гаек 7, которые передают усилия пружинами 8 через скобы 9 на каретки 10 и 11, осуществляя перемещение последних по направляющим корпуса 2 в противоположные стороны.
Передача крутящего момента с одной части винта на другую осуществляется че- рез обойму 17 и шпоночное соединение 18.
Преобразующая головка 14 считывает импульсы, перемещаясь относительно измерительной линейки 13, установленных соответственно на каретках 10 и 11. Число импульсов соответствует заданному диаметру.
Процесс измерения происходит следующим образом.
По команде от датчика пути, при подхо- де заготовки 1 к зоне измерения, гидроцилиндр 15 устройства активного контроля тянущим усилием через шарнир 16 перемещает правую часть дифференциального винта 5. Вместе с ним перемещается правая гайка 7, которая сдвигает скобу 9 кареткой 11 также вправо. Зазор А (фиг.1) отсутствует, так как без заготовки скобы 9, закрепленные на кар етках 10 и 11, прижимаются пружинами 8 к гайкам 7.
Другая часть дифференциального винта (левая) соединена с правой частью непосредственно механизмом, обеспечивающим их синхронное и разнонаправленное перемещение. При перемещении правой части дифференциального винта он скользит по шпоночному соединению 18 обоймы 17 и через рычаги 19-21 перемещает по аналогичному шпоночному соединению 18 левую часть дифференциального винта в противо- положную сторону. Вместе с ним перемещается гайка 7, толкая каретку 10 влево. Таким образом происходит разведение роликов 12.
Когда заготовка 1 вошла в устройство активного контроля по команде от датчика пути, гидроцилиндр 15, перемещаясь в противоположном направлении, сдвигает каретки 10 и 11 с измерительными роликами до соприкосновения с заготовкой (действие происходит в обратном порядке, как описано выше).
Ход штока гидроцилиндра 15 при сведении в момент измерения больше хода кареток 10 и 11 на величину А, определяемую из условия создания надежного контакта измерительных роликов с заготовкой и максимальной возможной величиной кривизны обрабатываемых заготовок.
Формула изобретения
1.Устройство активного контроля для бесцентрово-токарного станка, содержащее корпус с направляющими, на которых установлены подпружиненные каретки с измерительными роликами,связанные между собой посредством подвижного вдоль оси дифференциального винта, соединенного с приводом, и преобразователь перемещений, отличающееся тем, что, с целью повышения надежности при одновременном повышении производительности, устройство снабжено обоймой и гидроцилиндром, установленным на корпусе соосно оси дифференциального винта, при этом дифференциальный винт выполнен из двух частей, концы которых установлены в обойме с возможностью осевого перемещения и передачи крутящего момента и кинематически связаны между собой с возможностью синхронного и разнонаправленного перемещения, причем один из концов дифференциального винта соединен со штоком гидроцилиндра.
2.Устройство по п.1, о т л и ч а ю щ е е - с я тем, что кинематическая связь, обеспечивающая синхронное и разнонаправленное перемещение, выполнена в виде трех соединенных между собой рычагов, из которых крайние рычаги непосредственно соединены каждый со своим концом дифференциального винта, а центральный рычаг установлен на оси, закрепленной на обойме.
Ш
Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ДИАМЕТРОВ ДЕТАЛЕЙ | 1991 |
|
RU2023580C1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ | 2010 |
|
RU2414994C1 |
| Механизм подачи прутка к бесцентрово-токарному станку | 1987 |
|
SU1570851A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Токарный станок | 1980 |
|
SU973241A1 |
| Устройство для подачи заготовок к бесцентрово-токарному станку | 1982 |
|
SU1085677A1 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
Изобретение относится к станкостроению и может быть использовано в бесцент- рово-токарных станках. Целью изобретения является повышение надежности при одновременном повышении производительности. Устройство состоит из корпуса с направляющими, по которым перемещаются от привода каретки с измерительными роликами, дифференциального винта и преобразователя перемещений. В устройство введена обойма 17 и гиДроцилиндр, установленный на корпусе соосно оси дифференциального винта 5. Последний выполнен Я Фиг. 2, из двух частей, концы которых установлены в обойме 17 с возможностью осевого перемещения и передачи крутящего момента и связаны между собой посредством механизма, обеспечивающего их синхронное и разнонаправленное перемещение. Один из концов дифференциального винта 5 соединен со штоком гидроцилиндра. Механизм, обеспечивающий синхронное и разнонаправленное перемещение, выполнен из трех рычагов 19-21, из которых крайние рычаги непосредственно соединены каждый со своим концом дифференциального винта, а центральный рычаг установлен на оси 22. закрепленной на обойме. При подходе заготовки к измерительным роликам по сигналу гидроцилиндр толкающим усилием, воздействуя на дифференциальный винт, перемещает одну каретку вправо. Благодаря механизму, обеспечивающему синхронное и разнонаправленное перемещение, другая каретка перемещается влево, заготовка входит в зону измерения и снова по сигналу каретки с измерительными роликами сходятся и происходит процесс измерения. 1 з.п ф-лы, 2 ил. сл С vi Јь ел о Сл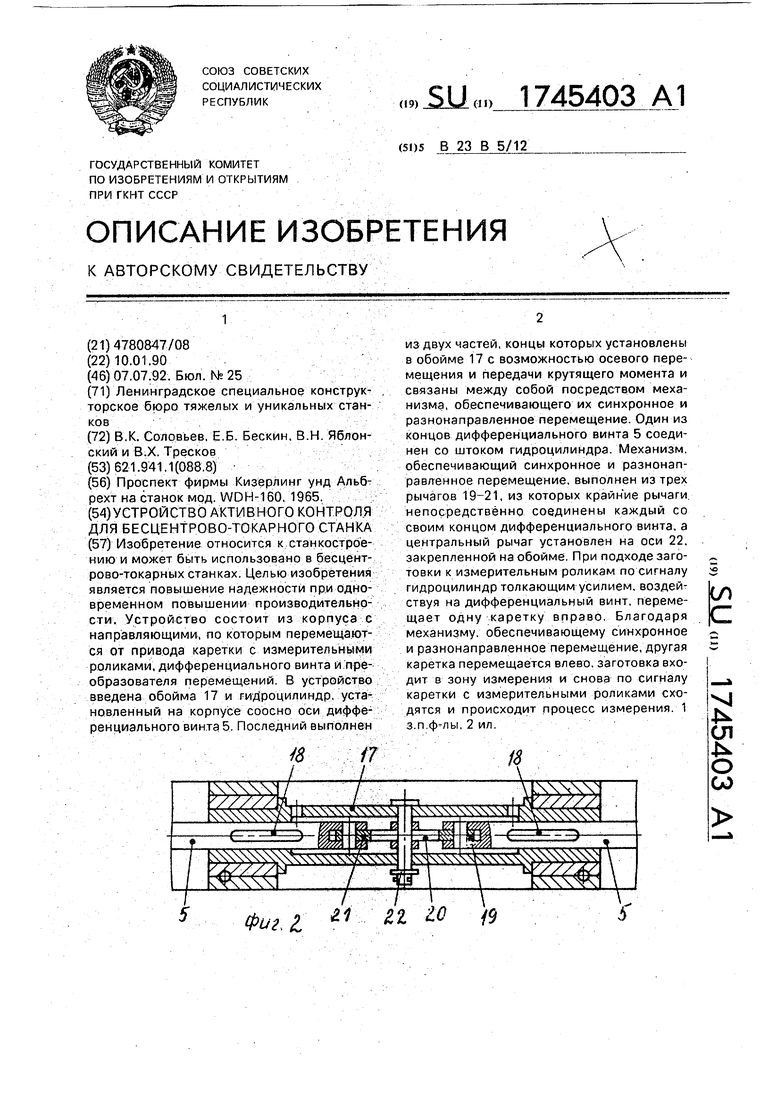
| Проспект фирмы Кизерлинг унд Альбрехт на станок мод | |||
| Счетная линейка для вычисления объемов земляных работ | 1919 |
|
SU160A1 |
