Изобретение относится к электроннолучевой сварке, в частности к сварке изделий переменного сечения большой толщины с улучшенным формированием шва.
Целью изобретения является повышение качества сварных соединений путем уменьшения ширины зоны термического влияния, устранения занижения металла шва, снижение энергозатрат.
Поставленная цель достигается тем, что при электронно-лучевой сварке изделий переменного сечения изделие по сечению дополняют подкладкой до прямоугольного, сварку выполняют с полным проплавлением сечения изделия с дополняющей его подкладкой, которую выполняют в виде пакета из пластин толщиной (0,25 ... 0,3)Ь,установ- ленных с зазором (0,05 ... 0,10)Ь, где Ь - ширина шва, а пластины размещают параллельно оси луча, при этом используют подкладку шириной больше ширины зоны термического влияния.
Предлагаемый способ иллюстрируется фиг. 1-3.
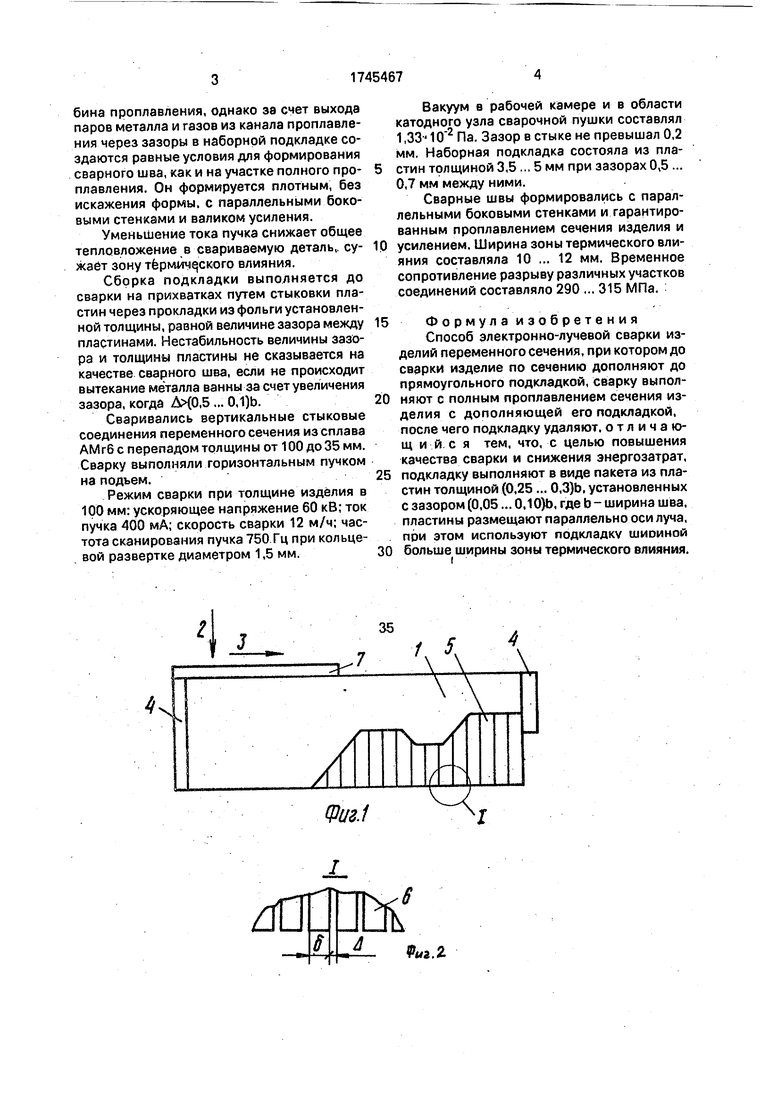
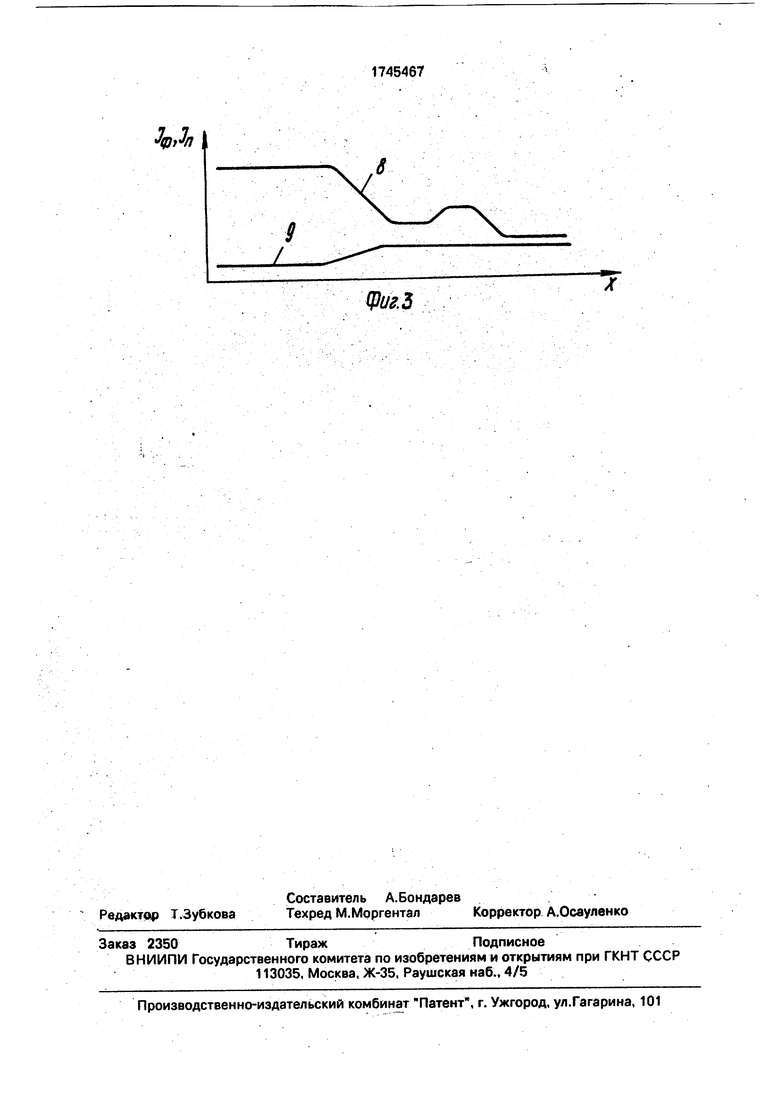
На фиг. 1 показана схема сварки изделия переменного сечения 1 лучом 2 в направлении 3, Изделие снабжено вводно-выводными планками 4 и подкладкой 5, включающей пластины 6 толщиной 6 и зазорами Д между ними. При сварке программируются ток пучка 1П и ток фокусирующей линзы 1ф и функции пути X сварки. Зависимости изменений тока пучка 8 и тока фокусирующей линзы 9 приведены на фиг. 3. На участках полного проплавления изделия 1 со стороны входа пучка 2 устанавливают технологическую накладку 7 для исключения занижения шва. Когда пучок электронов выходит на участок изменения сечения, ток пучка и ток фокусирующей системы изменяются в соответствии с зависимостями 8 и 9 так, чтобы обеспечивалось полное проплавление полезного сечения. В соответствии с режимом уменьшается глусл
Јь О
ч
бина проплавления, однако за счет выхода паров металла и газов из канала проплавления через зазоры в наборной подкладке создаются равные условия для формирования сварного шва, как и на участке полного проплавления. Он формируется плотным, без искажения формы, с параллельными боковыми стенками и валиком усиления.
Уменьшение тока пучка снижает общее тепловложение в свариваемую деталь, сужает зону термического влияния.
Сборка подкладки выполняется до сварки на прихватках путем стыковки пластин через прокладки из фольги установленной толщины, равной величине зазора между пластинами. Нестабильность величины зазора и толщины пластины не сказывается на качестве сварного шва, если не происходит вытекание металла ванны за счет увеличения зазора, когда А(0,5 ... 0,1)Ь.
Сваривались вертикальные стыковые соединения переменного сечения из сплава АМгб с перепадом толщины от 100 до 35 мм. Сварку выполняли горизонтальным пучком на подъем.
Режим сварки при толщине изделия в 100 мм: ускоряющее напряжение 60 кВ; ток пучка 400 мА; скорость сварки 12 м/ч; частота сканирования пучка 750 Гц при кольцевой развертке диаметром 1,5 мм.
Вакуум в рабочей камере и в области катодного узла сварочной пушки составлял 1,3310 Па. Зазор в стыке не превышал 0,2 мм. Наборная подкладка состояла из пластин толщиной 3,5... 5 мм при зазорах 0,5 ... 0,7 мм между ними.
Сварные швы формировались с параллельными боковыми стенками и гарантированным проплавлением сечения изделия и
усилением. Ширина зоны термического влияния составляла 10 ... 12 мм. Временное сопротивление разрыву различных участков соединений составляло 290 ... 315 МПа.
Ф о р м у л а и з о б р е т е н и я
Способ электронно-лучевой сварки изделий переменного сечения, при котором до сварки изделие по сечению дополняют до прямоугольного подкладкой, сварку выполняют с полным проплавлением сечения изделия с дополняющей его подкладкой, после чего подкладку удаляют, отличающийся тем, что, с целью повышения качества сварки и снижения энергозатрат,
подкладку выполняют в виде пакета из пластин толщиной (0,25 ... 0,3)Ь. установленных с зазором (0,05... 0,10)Ь, где b - ширина шва, пластины размещают параллельно оси луча, при этом используют подкладку шиоиной
больше ширины зоны термического влияния.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подкладка для электронно-лучевой сварки | 1987 |
|
SU1496959A1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ С ВЫСОКОЙ ТЕПЛОПРОВОДНОСТЬЮ И ВЫСОКОЙ ОТРАЖАЮЩЕЙ СПОСОБНОСТЬЮ | 1998 |
|
RU2133662C1 |
| СПОСОБ РЕМОНТА ПЕРА ЛОПАТКИ | 2003 |
|
RU2240215C1 |
Использование: при сварке изделий переменного сечения с дополняющей подкладкой. Сущность изобретения: подкладку выполняют в виде пакета пластин толщиной
Фиг.1
лОШк
Фиг.З
| Способ сварки плавлением | 1978 |
|
SU774860A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США N 3456092, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
