(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубчатых колес | 1988 |
|
SU1696191A1 |
| ЭВОЛЬВЕНТНАЯ ЗУБЧАТАЯ КОРРИГИРОВАННАЯ ПЕРЕДАЧА ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 1991 |
|
RU2025614C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС | 1991 |
|
RU2043186C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ изготовления зубчатых колес | 1987 |
|
SU1662775A1 |
| Станок для нарезания стружечных канавок на шеверах | 1979 |
|
SU878463A1 |
| ЗУБЧАТАЯ ПАРА | 1944 |
|
SU67425A1 |
| Инструмент для обкатки зубчатых колес | 1989 |
|
SU1616749A1 |
| Способ нарезания эвольвентной части профилей зубьев зубчатых колес методом геометрического построения эвольвенты | 1990 |
|
SU1764873A1 |
Использование: производство зубчатых колес на универсальных фрезерных станках с ЧПУ. Сущность изобретения основана на геометрическом построении эвольвенты при непрерывном вращении заготовки с постоянной угловой скоростью и формообразующим движением инструмента цилиндрической формы с постоянной скоростью по ломаной траектории, описанной около основной окружности. 1 ил.
Изобретение относится к области металлообработки, в частности к изготовлению зубчатых колес, и может быть использовано во всех областях машиностроения при производстве зубчатых колес.
Известны способы изготовления зубчатых колес на станках с числовым программным управлением, позволяющие формировать профили зубьев путем программных движений заготовки и инструмента цилиндрической формы (заявка Великобритании № 2154486, В 23 F 19/00, 1985).
Движение инструмента по сложной траектории с переменной скоростью усложняет управляющую программу, снижает точность нарезания колеса.
Способ нарезания зубчатых колес, выбранный в качестве прототипа, заключается втом, что получение зубчатых профилей осуществляется методом геометрического построения эвольвенты инструментом, установленным нормально к торцевой поверхности заготовки с подачей по касательной к основной окружности обрабатываемого колеса (авт. св. № 1484491, В 23 F 17/00, 1987). Для этого устройство снабжено гибкой передачей со шкивами, а инструментальная головка закреплена на гибком элементе передачи.
Этот способ не позволяет формировать профили зубьев для колес различной номенклатуры без соответствующей переналадки устройства и замены шкивов, так как изменение модуля колеса или числа его зубьев ведет к изменению диаметра основной окружности. Необходимость большого числа переходов инструмента и установок заготовки обусловливают низкую производительность данного способа. Кроме того.
VI
IO1 |Ю 01 М U
закрепление инструментальной головки на гибком элементе передачи не может обеспечить высокую точность профилирования зубьев.
Целью изобретения является повышение производительности и точности путем сокращения числа проходов инструмента при обработке на универсальных фрезерных станках с ЧПУ.
Поставленная цель достигается тем, что в известном способе формирования зубьев методом геометрического построения эвольвенты перед обработкой ось вращения инструмента цилиндрической формы устанавливают на расстоянии от геометрического центра заготовки, равном радиусу окружности пересечения эвольвент, эквидистантных нарезаемому профилю, а величину подачи задают равной Н 2 гь tg am, где гь - радиус основной окружности; ат - угол профиля по окружности пересечения эквидистантных эвольвент. Направление каждой последующей подачи многократно изменяют в соответствии с числом зубьев нарезаемого колеса и выполняют ее под углом к предыдущей, определяемым по зависимости - 2ат.
Сравнение заявленного технического решения с прототипом позволило установить соответствие его критерию Новизна. При изучении других известных технических решений признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию существенные отличия.
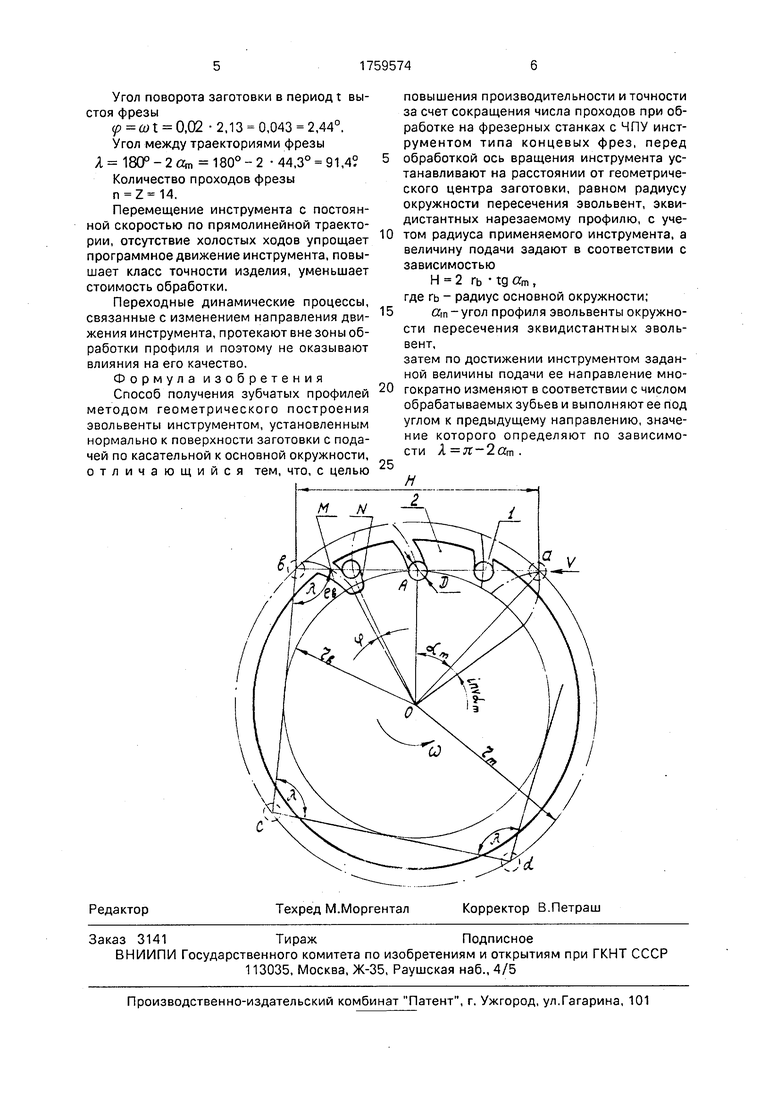
На рисунке показано три последовательных положения инструмента 1 в процессе нарезания. За один проход инструмента по прямой ab на нарезаемом колесе 2 полностью формируются взаимно противоположные поверхности М и N смежной пары зубьев (впадина). Полный цикл обработки зубчатого колеса осуществляется при непрерывном вращении заготовки движением центра инструмента по ломаной траектории abed..., описанной около основной окружности; количество отрезков Н траектории равно количеству зубьев колеса.
Вершины траектории лежат на окружности пересечения центровых профилей зубьев (окружность заострения) радиуса
гь m cos am
где ат - угол профиля эвольвенты на окружности заострения, определяемый выражением
Зь +D
mv am -
2rb
0
5
0
5ь - толщина зуба на основной окружности;
D - диаметр инструмента, выбираемый из условия
D еь,
где еь - ширина впадины на основной окружности.
Длина каждого отрезка траектории равна
Н 2 гь tg От.
При этом каждый последующий проход фрезы образует с предыдущим угол А 180°-2 ат.
При такой величине хода Н инструмента исключается его выстой на окружности заострения при переходе к обработке каждой последующей впадины.
Выстой инструмента возможен при еь D на основной окружности (в точке А) продолжительностью еь -D
t
шгь
где а)- угловая скорость заготовки.
Экспериментальное нарезание колес заявленным способом проводилось при следующих исходных данных: число зубьев Z 14, модуль m 10 мм, угол зацепления а 20°.
При этом радиус основной окружности
гь соза 1°-14
cos 20° 65,78 мм;
толщина зуба на основной окружности
Зь 2 гь (j + inv а)2 65.78 (jr + ltw 20°) б 72
ширина впадины на основной окружности
е ь 2 гь ( - Inv С)2 65,78 (j - inv 20°) 12,80 мм
Диаметр фрезы принят равным 0 20 мм еь.
Инволюта угла профиля эвольвенты на окружности заострения
.«°- Угол профиля эвольвенты на окружности заострения определяется по зависимости
0
inv ат tgcrm - ат ; ат 0,77 44,30е Длина одного прохода фрезы
,о .
со 0,02с 1
Н 2 гь tg ат - 2 65,78 tg 44,3 128,38 мм .
Угловая скорость заготовки принята тогда скорость перемещения фрезы составит 5V шгь 0,02- 65,78 1,32 мм/с.
Время выстоя фрезы на основной окружности (в середине прохода Н) еь -D 12,8 -10
t
V
1,32
Угол поворота заготовки в период t вы- стоя фрезы
)t Q,V2 -2,13 0,043 2,44°. Угол между траекториями фрезы
А W-2 От 180°-2 -44,3° 91,4
Количество проходов фрезы
n .
Перемещение инструмента с постоянной скоростью по прямолинейной траектории, отсутствие холостых ходов упрощает программное движение инструмента, повышает класс точности изделия, уменьшает стоимость обработки.
Переходные динамические процессы, связанные с изменением направления движения инструмента, протекают вне зоны обработки профиля и поэтому не оказывают влияния на его качество.
Формула изобретения
Способ получения зубчатых профилей методом геометрического построения эвольвенты инструментом, установленным нормально к поверхности заготовки с подачей по касательной к основной окружности, отличающийся тем, что, с целью
Редактор
Техред М.Моргентал
Заказ 3141ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
0
5
0
5
повышения производительности и точности за счет сокращения числа проходов при обработке на фрезерных станках с ЧПУ инструментом типа концевых фрез, перед обработкой ось вращения инструмента устанавливают на расстоянии от геометрического центра заготовки, равном радиусу окружности пересечения эвольвент, эквидистантных нарезаемому профилю, с учетом радиуса применяемого инструмента, а величину подачи задают в соответствии с зависимостью
Н 2 гь tg am, где гь - радиус основной окружности;
«гп-угол профиля эвольвенты окружности пересечения эквидистантных эвольвент,
затем по достижении инструментом заданной величины подачи ее направление многократно изменяют в соответствии с числом обрабатываемых зубьев и выполняют ее под углом к предыдущему направлению, значение которого определяют по зависимости Я П - 2 От .
Корректор В Петраш
| Устройство для обработки изделий с фасонным профилем | 1987 |
|
SU1484491A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
