Изобретение относится к переработке пластмасс, в частности к роторно-конвейер- ным линиям для переработки полимерных материалов в изделия методом литья под давлением.
Известна роторно-конвейерная линия, содержащая установленные на общей станине технологические роторы, охваченные бесконечной транспортной цепью, в звеньях которой расположены с постоянным шагом пресс-формы.
К недостаткам данного устройства необходимо отнести невозможность автоматического вызова в зону технического обслуживания линии нужной пресс-формы на предмет ее осмотра или замены.
Наиболее близким по технической сущности к заявленному устройству является литьевая машина для пластмасс, выбранная в качестве прототипа. Она содержит технологические роторы, размещенные на общей станине, замкнутый цепной конвейер с расположенными в нем с постоянным шагом
литьевыми формами, датчики управления устройством сброса изделий, размещенных на траектории движения литьевых форм.
К недостаткам этого устройства относится невозможность автоматического вызова в зону технического обслуживания линии необходимой пресс-формы на предмет ее осмотра или замены.
Целью изобретения является повышение удобства в обслуживании линии за счет обеспечения автоматического вызова в зону технического обслуживания пресс-форм.
Указанная цель достигается тем, что линия снабжена чувствительным элементом, датчиком отсчета оборота цепи, расположенным в зоне движения цепи на регулируемом по высоте кронштейне и датчиком отсчета шага цепи, установленным на неподвижном кронштейне, в зоне вращения пресс-форм с возможностью взаимодействия с последними, причем чувствительный элемент установлен в одном из промежуточных звеньев цепи с возможностью взаимодействия с датчиком отсчета оборота цепи.
СО
с
VI о
сл ю 0
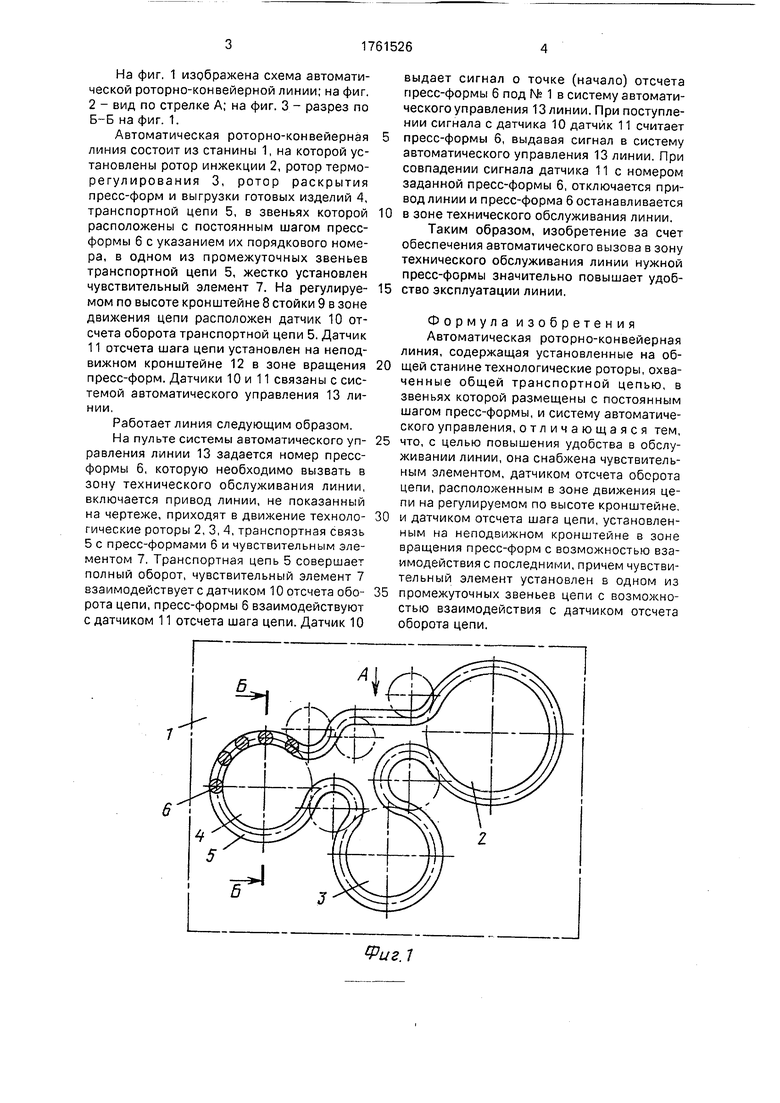
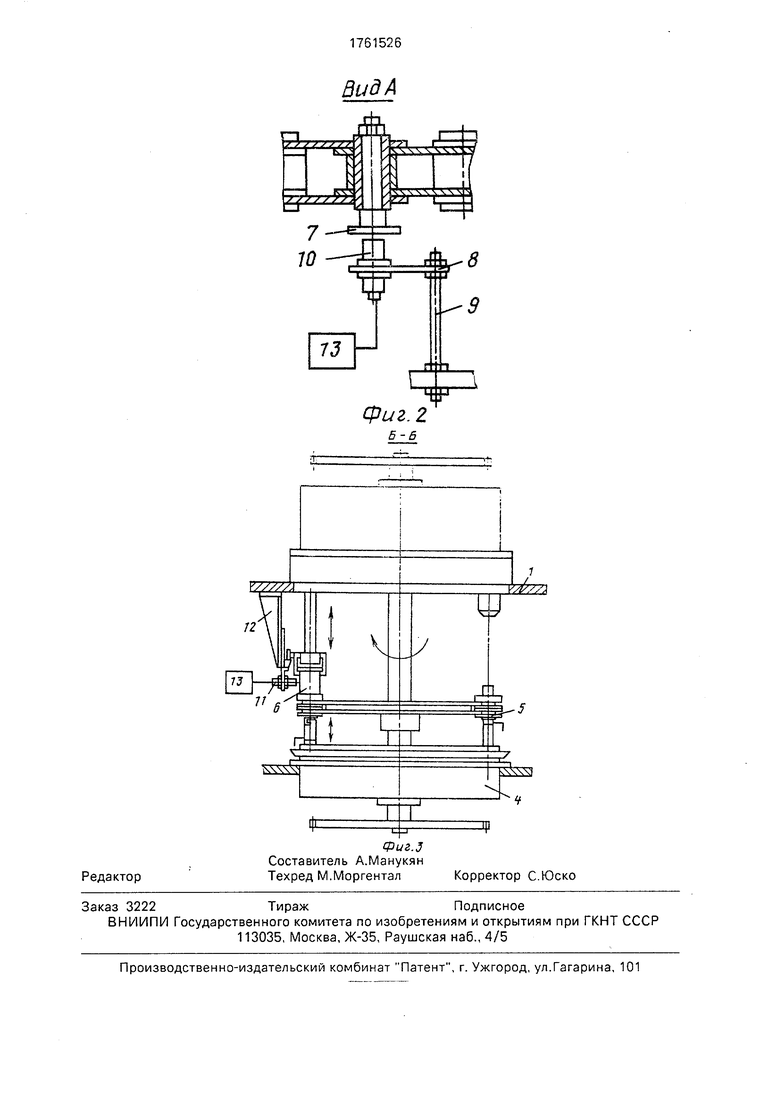
На фиг. 1 изображена схема автоматической роторно-конвейерной линии; на фиг. 2 - вид по стрелке А; на фиг. 3 - разрез по Б-Б на фиг. 1.
Автоматическая роторно-конвейерная линия состоит из станины 1, на которой установлены ротор инжекции 2, ротор терморегулирования 3, ротор раскрытия пресс-форм и выгрузки готовых изделий 4, транспортной цепи 5, в звеньях которой расположены с постоянным шагом пресс- формы 6 с указанием их порядкового номера, в одном из промежуточных звеньев транспортной цепи 5, жестко установлен чувствительный элемент 7. На регулируе- мом по высоте кронштейне 8 стойки 9 в зоне движения цепи расположен датчик 10 отсчета оборота транспортной цепи 5. Датчик 11 отсчета шага цепи установлен на неподвижном кронштейне 12 в зоне вращения пресс-форм. Датчики 10 и 11 связаны с системой автоматического управления 13 линии.
Работает линия следующим образом.
На пульте системы автоматического уп- равления линии 13 задается номер пресс- формы 6, которую необходимо вызвать в зону технического обслуживания линии, включается привод линии, не показанный на чертеже, приходят в движение техноло- гические роторы 2, 3, 4, транспортная связь 5 с пресс-формами 6 и чувствительным элементом 7. Транспортная цепь 5 совершает полный оборот, чувствительный элемент 7 взаимодействует с датчиком 10 отсчета обо- рота цепи, пресс-формы 6 взаимодействуют с датчиком 11 отсчета шага цепи. Датчик 10
выдает сигнал о точке (начало) отсчета пресс-формы 6 под № 1 в систему автоматического управления 13 линии. При поступлении сигнала с датчика 10 датчик 11 считает пресс-формы 6, выдавая сигнал в систему автоматического управления 13 линии. При совпадении сигнала датчика 11 с номером заданной пресс-формы 6, отключается привод линии и пресс-форма 6 останавливается в зоне технического обслуживания линии.
Таким образом, изобретение за счет обеспечения автоматического вызова в зону технического обслуживания линии нужной пресс-формы значительно повышает удобство эксплуатации линии.
Формула изобретения Автоматическая роторно-конвейерная линия, содержащая установленные на общей станине технологические роторы, охваченные общей транспортной цепью, в звеньях которой размещены с постоянным шагом пресс-формы, и систему автоматического управления, отличающаяся тем, что, с целью повышения удобства в обслуживании линии, она снабжена чувствительным элементом, датчиком отсчета оборота цепи, расположенным в зоне движения цепи на регулируемом по высоте кронштейне, и датчиком отсчета шага цепи, установленным на неподвижном кронштейне в зоне вращения пресс-форм с возможностью взаимодействия с последними, причем чувствительный элемент установлен в одном из промежуточных звеньев цепи с возможностью взаимодействия с датчиком отсчета оборота цепи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕЖОПЕРАЦИОННОГО ПЕРЕМЕЩЕНИЯ ОБЪЕКТОВ В РОТОРНЫХ МАШИНАХ, РОТОРНАЯ МАШИНА И ТРАНСПОРТНЫЙ РОТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ИЗДЕЛИЙ | 1989 |
|
RU2045383C1 |
| Роторно-конвейерная линия для изготовления изделий из термопластов | 1989 |
|
SU1799327A3 |
| Устройство для проверки по предельным эталонам контрольных роторов | 1987 |
|
SU1773505A1 |
| Способ транспортирования изделий при их обработке и устройство для его осуществления | 1989 |
|
SU1794817A1 |
| Роторный пресс для прессования изделий из порошковых материалов | 1990 |
|
SU1729791A1 |
| Ротор термостатирования автоматической роторно-конвейерной линии для литья изделий из термопластов | 1990 |
|
SU1766690A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Роторно-конвейерная линия | 1991 |
|
SU1821334A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ ОЧЕХЛЕНИЯ ИЗДЕЛИЙ ТЕРМОУСАЖИВАЕМОЙ ТРУБКОЙ | 1991 |
|
RU2026185C1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
Назначение: переработка полимерных ijgjjI feA. L,-..-E.-. - -. -- -.:- материалов в изделия на роторно-конвейер- ных линиях. Цель: повышение удобства в обслуживании линии. Сущность изобретения: линия снабжена чувствительным элементом, датчиком отсчета оборота цепи на регулируемом по высоте кронштейне и датчиком отсчета шага цепи, установленным на неподвижном кронштейне в зоне вращения пресс-форм с возможностью взаимодействия с последними. Чувствительный элемент установлен в одном из промежуточных звеньев цепи с возможностью взаимодействия с датчиком отсчета оборота цепи. 3 ил.
Фиг. 1
ъл
4F
фиг. 2
yAf/SA
/
| Авторское свидетельство ССР N; 1484744, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1479301A1 |
| Солесос | 1922 |
|
SU29A1 |
