Изобретение относится к оборудованию для сборки покрышек пневматических шин, а также к устройствам контроля за положением бортовых колец в этом оборудовании и может найти применение в цехах шинных заводов при производстве пневматических шин, преимущественно велосипедных и мотоциклетных, на разжимных барабанах, когда бортовые кольца садятся в канавки, выполненные как в шаблонах, так и на поверхности сегментов сборочных барабанов, при их разжиме, т.е. при увеличении исходного диаметра.
Известно устройство для посадки бортовых колец на сборочный барабан, в котором бортовые кольца фиксируются с помощью упругого материала, установленного на захватах (авт.св. СССР № 897575, кл. В 29 D 30/18, 30/32, 1977).
Недостатком этого устройства является то, что контроль за положением бортового кольца осуществляется визуально, что ненадежно.
Известно также устройство для контроля положения бортовых колец в сборочных
станках, содержащее разжимной сборочный барабан, рабочая поверхность которого образована сегментами с выполненными на них канавками для посадки бортовых колец, датчики положения бортовых колец в виде токопроводящих стержней, одним концом взаимодействующих с бортовым кольцом, а другим - с системой управления (авт.св. СССР № 1657407, кл. В 29 D 30/32, 30/18, 1989).
Устройство сложно встраивать, например, в сборочный барабан из-за необходимости подвода электроэнергии. Кроме того, нельзя использовать устройство в случае, когда датчик не может непосредственно взаимодействовать с металлическим кольцом, т.е. когда кольцо вминается в канавку сборочного барабана, и в этом случае между датчиком и кольцом оказывается слой корда.
Целью изобретения является повышение надежности устройства в работе.
Поставленная цель достигается тем, что датчики положения бортовых колец выполнены в виде смонтированных поперек канасо
с
ч|
о
со
hO СО
о
вок для посадки бортовых колец эластичных трубок, одни концы которых соединены с системой управления, а другие концы - с источником подачи сжатого воздуха.
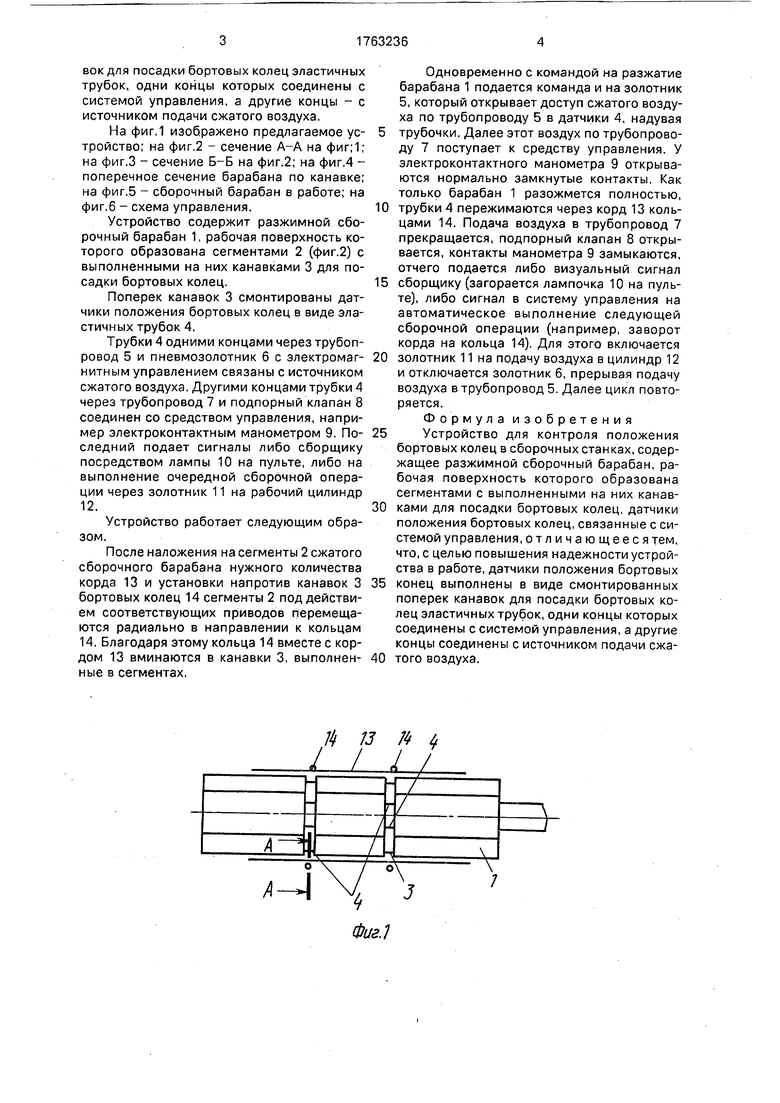
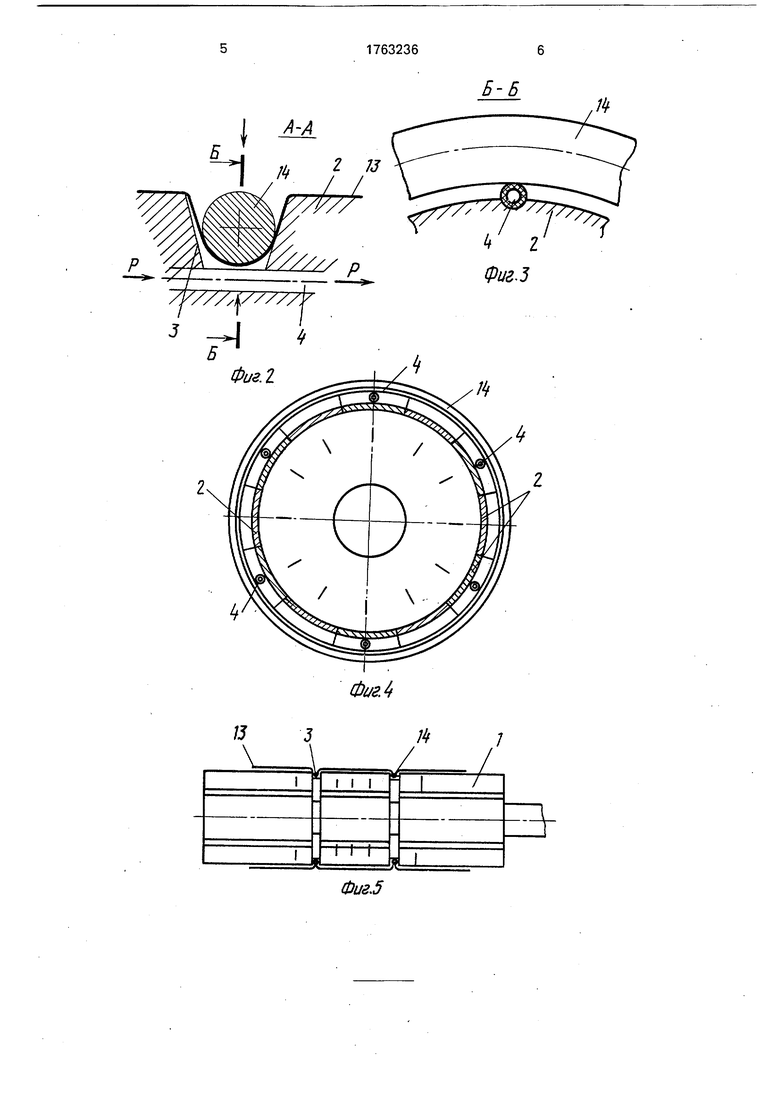
На фиг.1 изображено предлагаемое устройство; на фиг.2 - сечение А-А на фиг;1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - поперечное сечение барабана по канавке; на фиг.5 - сборочный барабан в работе; на фиг.6 - схема управления.
Устройство содержит разжимной сборочный барабан 1, рабочая поверхность которого образована сегментами 2 (фиг.2) с выполненными на них канавками 3 для посадки бортовых колец.
Поперек канавок 3 смонтированы датчики положения бортовых колец в виде эластичных трубок 4.
Трубки 4 одними концами через трубопровод 5 и пневмозолотник б с электромагнитным управлением связаны с источником сжатого воздуха. Другими концами трубки 4 через трубопровод 7 и подпорный клапан 8 соединен со средством управления, например электроконтактным манометром 9. Последний подает сигналы либо сборщику посредством лампы 10 на пульте, либо на выполнение очередной сборочной операции через золотник 11 на рабочий цилиндр 12.
Устройство работает следующим образом.
После наложения на сегменты 2 сжатого сборочного барабана нужного количества корда 13 и установки напротив канавок 3 бортовых колец 14 сегменты 2 под действием соответствующих приводов перемещаются радиально в направлении к кольцам 14. Благодаря этому кольца 14 вместе с кордом 13 вминаются в канавки 3, выполненные в сегментах.
Одновременно с командой на разжатие барабана 1 подается команда и на золотник 5, который открывает доступ сжатого воздуха по трубопроводу 5 в датчики 4, надувая
трубочки. Далее этот воздух по трубопроводу 7 поступает к средству управления. У электроконтактного манометра 9 открываются нормально замкнутые контакты. Как только барабан 1 разожмется полностью,
трубки 4 пережимаются через корд 13 кольцами 14. Подача воздуха в трубопровод 7 прекращается, подпорный клапан 8 открывается, контакты манометра 9 замыкаются, отчего подается либо визуальный сигнал
сборщику (загорается лампочка 10 на пульте), либо сигнал в систему управления на автоматическое выполнение следующей сборочной операции (например, заворот корда на кольца 14). Для этого включается
золотник 11 на подачу воздуха в цилиндр 12 и отключается золотник 6, прерывая подачу воздуха в трубопровод 5. Далее цикл повторяется.
Формула изобретения
Устройство для контроля положения бортовых колец в сборочных станках, содержащее разжимной сборочный барабан, рабочая поверхность которого образована сегментами с выполненными на них канавками для посадки бортовых колец, датчики положения бортовых колец, связанные с системой управления, отличающееся тем, что, с целью повышения надежности устройства в работе, датчики положения бортовых
конец выполнены в виде смонтированных поперек канавок для посадки бортовых колец эластичных трубок, одни концы которых соединены с системой управления, а другие концы соединены с источником подачи сжа0 того воздуха.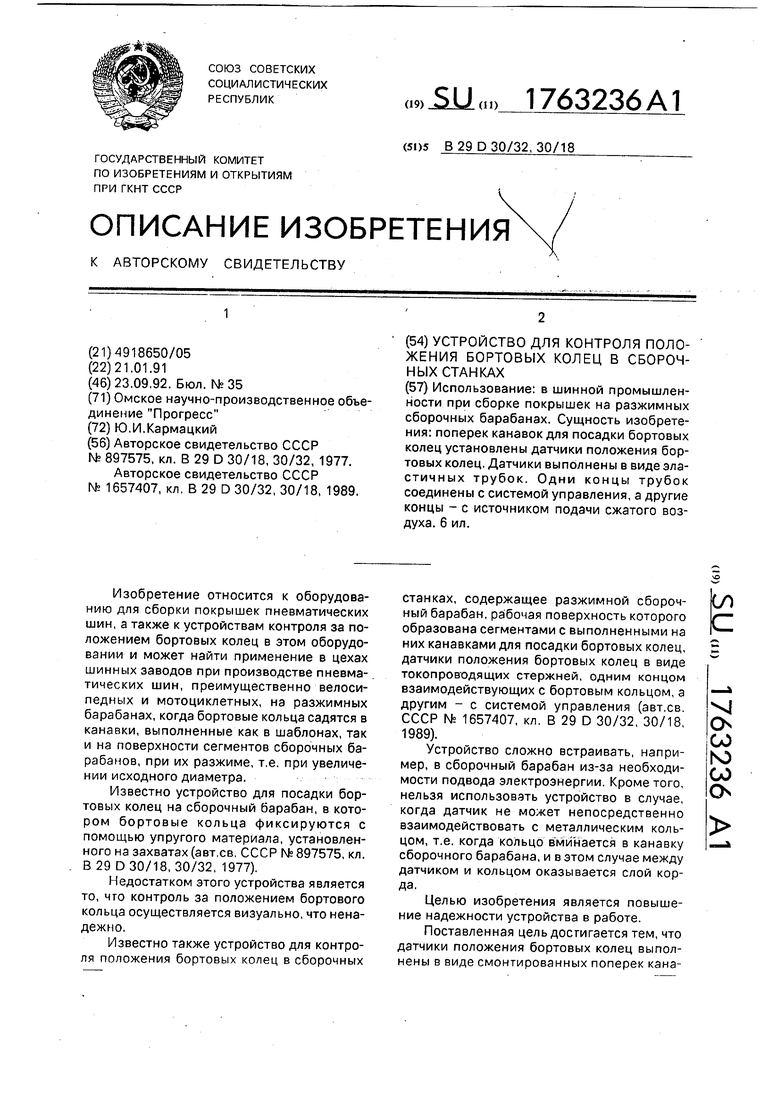
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки покрышек пневматических шин из уширенных слоев корда | 1968 |
|
SU292417A1 |
| УСТРОЙСТВО для СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1969 |
|
SU252594A1 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
| Устройство для сборки покрышек пневматических шин | 1991 |
|
SU1821395A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU599453A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК ИЗ УШИРЕННЫ^К СЛОЕВ КОРДА | 1972 |
|
SU358910A1 |
| Барабан для сборки и формования покрышек пневматических шин | 1975 |
|
SU555615A1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361737C2 |
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
Использование: в шинной промышленности при сборке покрышек на разжимных сборочных барабанах. Сущность изобретения: поперек канавок для посадки бортовых колец установлены датчики положения бортовых колец. Датчики выполнены в виде эла- стичных трубок. Одни концы трубок соединены с системой управления, а другие концы - с источником подачи сжатого воздуха. 6 ил.
# 13 /4
1 I 1 /
/ /// ///7/
3 г j
Фиг. I
if
а з
А
5-Б
ФигЛ
/ /
Фиг.5
2 #
8
10
Фиг S
| Устройство для посадки бортовых колец на сборочный барабан | 1977 |
|
SU897575A2 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для контроля положения бортовых колец в сборочных станках | 1989 |
|
SU1657407A1 |
