1
(21)4268738/02
(22) 15.07.87
(46) 30.09.92. Бюл. № 36
(71)Белорусский политехнический институт
(72)А.8. Степанеико, В.Г. Войтов, А.Е. Кам- цеви А.В. Зверев
(56)Авторское свидетельство СССР №1138247, кл. В 22 F3/18, 1982.
Авторское свидетельство СССР № 1699715, кл. В 22 F 3/18, 1987.
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к порошковой металлургии, в частности к изготовлению металлических волокон. Цель изобретения повышение выхода годного. Сферические частицы порошка подают между валками 1 и 2 (либо валком 1 и лентой 3). Валки вращаются в одну сторону, но с разными скоростями. Вследствие того, что деформирующее усилие определяется величиной прогиба стенки тонкостенного валка и ее жесткостью, давление снижается, т.к. увеличивается величина контактной площадки и частица находится в более благоприятном деформационном состоянии. Кроме того, из-за отсутствия зазора между валками исключается возможность прохождения необработанных частиц через зону обработки и тем самым уменьшается засоренность получаемых волокон. 2 с. и 2 з.п.ф-лы, 4 ил., 1 табл.
(Л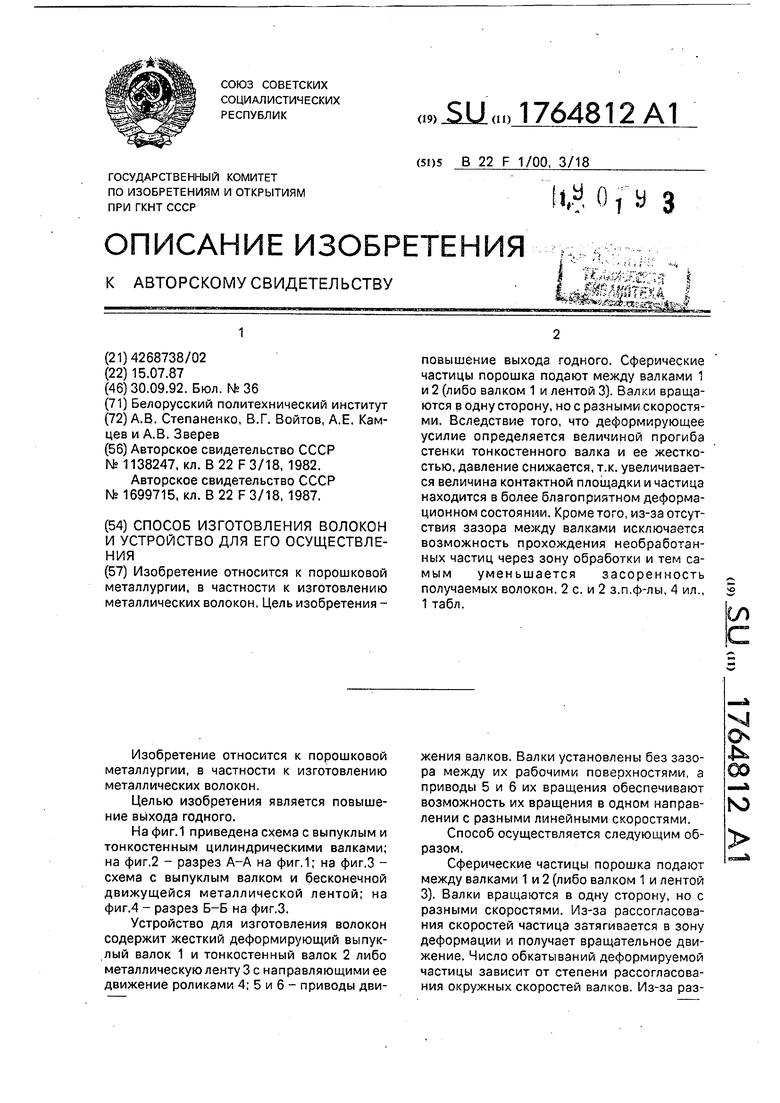
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических волокон и устройство для его осуществления | 1982 |
|
SU1138247A1 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1987 |
|
SU1699715A1 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1987 |
|
SU1650359A1 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1982 |
|
SU1139563A1 |
| Устройство для изготовления металлических волокон | 1982 |
|
SU1016075A1 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1989 |
|
SU1724435A1 |
| Устройство для изготовления металлических волокон | 1982 |
|
SU1740109A1 |
| Устройство для изготовления металлических волокон | 1982 |
|
SU1155356A1 |
| Устройство для изготовления металлических волокон | 1983 |
|
SU1144766A1 |
| Способ изготовления металлических волокон | 1989 |
|
SU1648635A1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению металлических волокон,
Целью изобретения является повышение выхода годного.
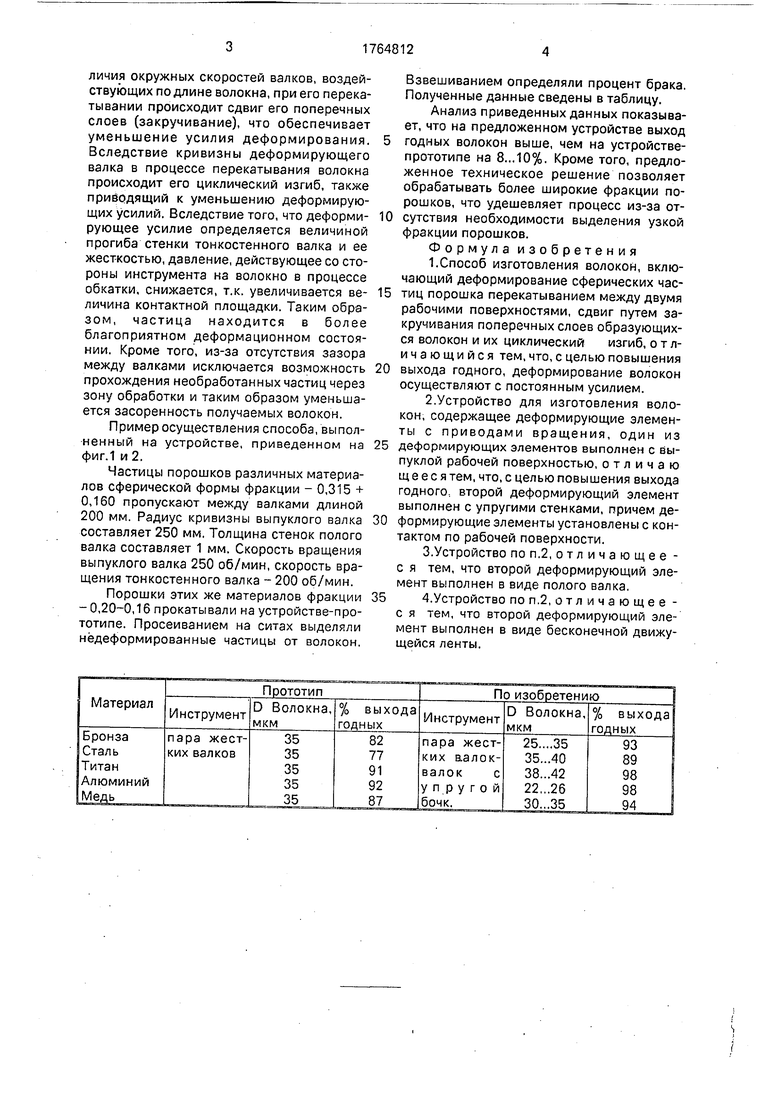
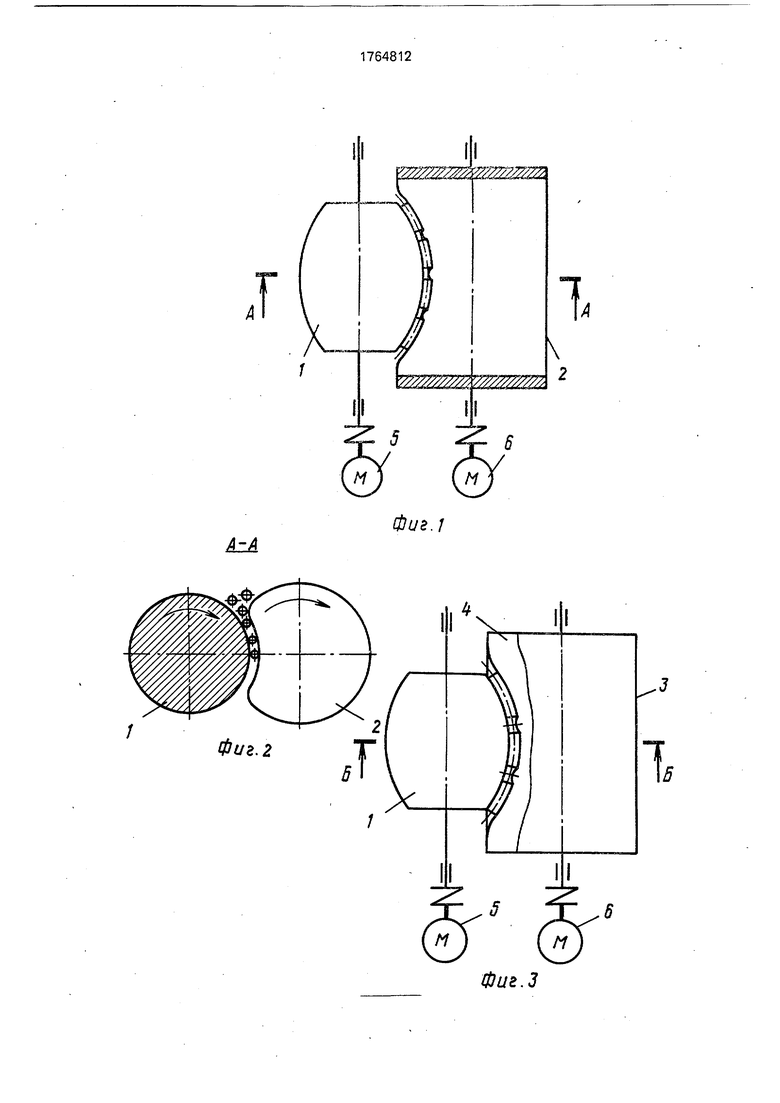
На фиг.1 приведена схема с выпуклым и тонкостенным цилиндрическими валками; на фиг.2 - разрез А-А на фиг.1; на фиг.З - схема с выпуклым валком и бесконечной движущейся металлической лентой; на фиг.4 - разрез Б-Б на фиг.З.
Устройство для изготовления волокон содержит жесткий деформирующий выпуклый валок 1 и тонкостенный валок 2 либо металлическую ленту Зс направляющими ее движение роликами 4; 5 и 6 - приводы движения валков. Валки установлены без зазора между их рабочими поверхностями, а приводы 5 и б их вращения обеспечивают возможность их вращения в одном направлении с разными линейными скоростями.
Способ осуществляется следующим образом.
Сферические частицы порошка подают между валками 1 и 2 (либо валком 1 и лентой 3). Валки вращаются в одну сторону, но с разными скоростями. Из-за рассогласования скоростей частица затягивается в зону деформации и получает вращательное движение. Число обкатываний деформируемой частицы зависит от степени рассогласования окружных скоростей валков. Из-за разOs
Јь
Ю
линия окружных скоростей валков, воздействующих подлине волокна, при его перекатывании происходит сдвиг его поперечных слоев (закручивание), что обеспечивает уменьшение усилия деформирования. Вследствие кривизны деформирующего валка в процессе перекатывания волокна происходит его циклический изгиб, также приводящий к уменьшению деформирующих усилий. Вследствие того, что деформи- рующее усилие определяется величиной прогиба стенки тонкостенного валка и ее жесткостью, давление, действующее со стороны инструмента на волокно в процессе обкатки, снижается, т.к. увеличивается ве- личина контактной площадки. Таким образом, частица находится в более благоприятном деформационном состоянии. Кроме того, из-за отсутствия зазора между валками исключается возможность прохождения необработанных частиц через зону обработки и таким образом уменьшается засоренность получаемых волокон.
Пример осуществления способа, выполненный на устройстве, приведенном на фиг.1 и 2.
Частицы порошков различных материалов сферической формы фракции - 0,315 + 0,160 пропускают между валками длиной 200 мм. Радиус кривизны выпуклого валка составляет 250 мм. Толщина стенок полого валка составляет 1 мм. Скорость вращения выпуклого валка 250 об/мин, скорость вращения тонкостенного валка - 200 об/мин.
Порошки этих же материалов фракции -0,20-0,16 прокатывали на устройстве-прототипе. Просеиванием на ситах выделяли недеформированные частицы от волокон.
Взвешиванием определяли процент брака. Полученные данные сведены в таблицу.
Анализ приведенных данных показывает, что на предложенном устройстве выход годных волокон выше, чем на устройстве- прототипе на 8...10%. Кроме того, предложенное техническое решение позволяет обрабатывать более широкие фракции порошков, что удешевляет процесс из-за отсутствия необходимости выделения узкой фракции порошков.
Формула изобретения
Г
il
Фиг.1
Фиг.З
Фиг Л
