Изобретение относится к металлообработке, а конкретнее к способам закрепления деталей или заготовок на плите магнитного приспособления.
Известны способы закрепления ферромагнитных деталей на плите магнитного приспособления, когда на магнитную плиту устанавливают детали, подлежащие обработке. После этого включают магнитную плиту и проверяют усилие закрепления. При шлифовании на магнитной плите рекомендуется охватывать детали, например, стальным кольцом для предохранения от срыва деталей от стола. Наиболее близким техническим решением является способ, заключающийся в следующей последовательности операций. На рабочую поверхность магнитного приспособления уста на вливают дета ль базовой поверхностью, перемещают деталь по поверхности до установки на координаты, фиксируют ее на координате жесткими упорами, включают электромагниты и магнитным потоком удерживают деталь на рабочей поверхности приспособления.
Недостаток способа заключается в неточности базирования, заключающейся в том, что при перемещении детали до установки ее на координаты возможен отрыв ее поверхности под воздействием сил, ее перемещающих, от поверхности приспособления. Подведение упоров может зафиксировать деталь в этом положении, не обеспечить точность базирования при включении рабочего магнитного потока.
В случае установки неуравновешенной детали на рабочую поверхность приспособления деталь стремится изменить свое положение, Это приводит к неудобству работы с такими деталями.
Целью изобретения является повышение точности базирования детали.
Это достигается тем, что в способе закрепления деталей на магнитном приспособлении, заключающемся в том, что деталь устанавливают на рабочую поверхность магнитного приспособления, перемещают
Ё
V4 О
S
3
ее до установки в требуемое положение, фиксируют упорами и удерживают рабочим магнитным потоком, согласно изобретению в процессе ее установки в требуемое положение детали удерживают предварительным магнитным потоком.
За счет того, что после установки детали на координаты прекращают воздействие сил, перемещавших деталь по поверхности приспособления, появляется возможность занять детали положение, когда ее базовая поверхность полностью соприкасается с рабочей поверхностью приспособления. Это обеспечивает точное ее базирование при удержании ее магнитным рабочим потоком. Фиксация после этого детали жесткими упорами не нарушает ее положения, т.е. будет обеспечена точность базирования.
При установке неуравновешенной детали она стремится изменить свое положение, т.е. опрокинуться либо сместиться, либо упасть с рабочей поверхности под действием силы тяжести. Это вызывает неудобство удержания детали. За счет того, что после установки детали на рабочую поверхность приспособления деталь удерживают магнитным потоком, уравновешивающим силы, стремящиеся изменить положение детали, обеспечивается возможность удержания детали в нужном положении и смещения до координат без усилий работающего. Особенно это удобство может проявиться при работе на вертикальных либо потолочных приспособлениях, например, при работе с патронами магнитными по ГОСТ 24568-81, Патроны магнитные. Технические условия,
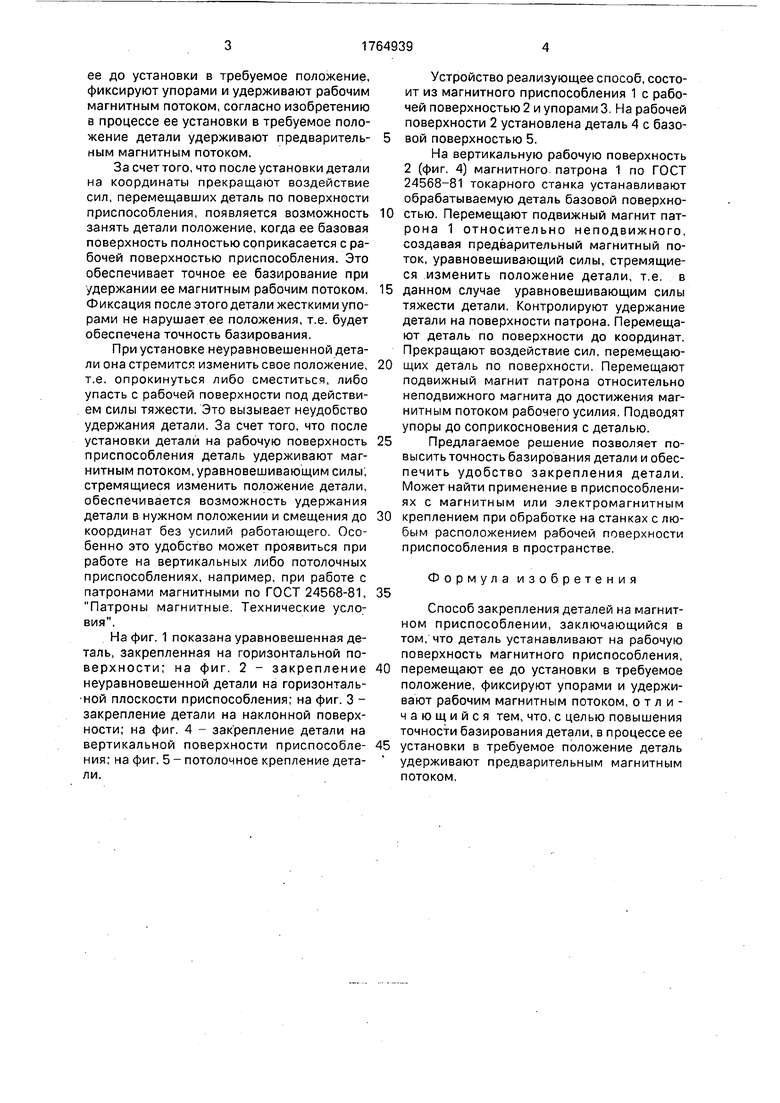
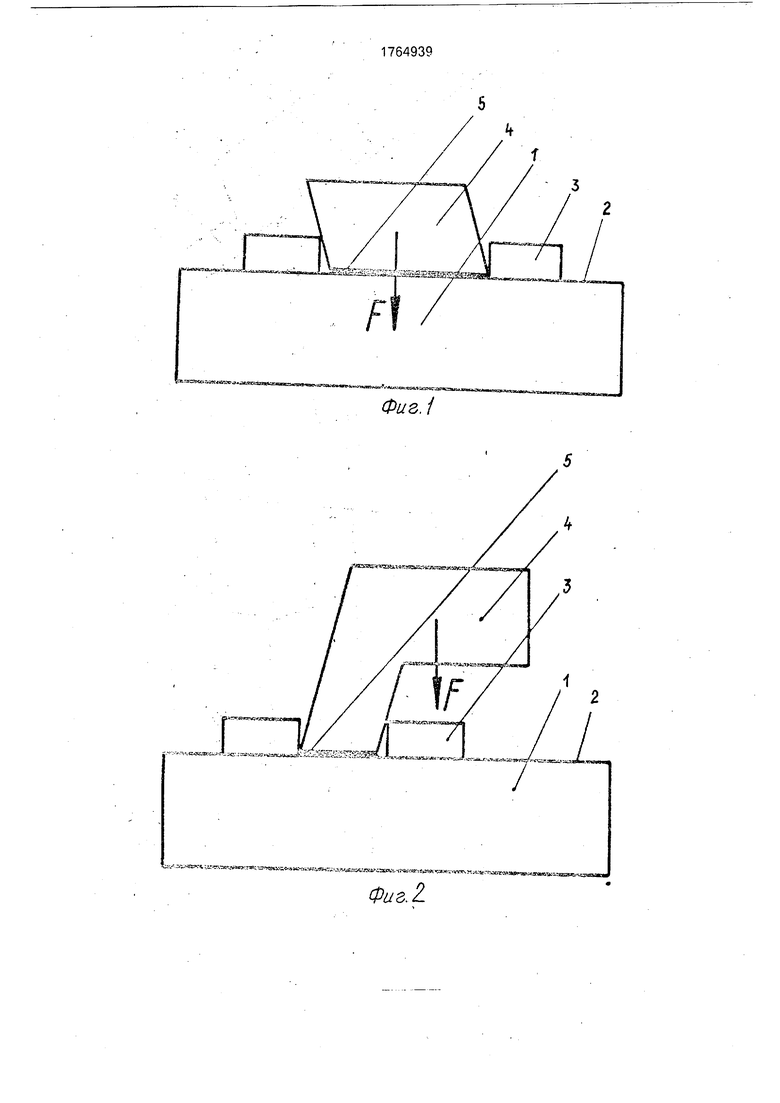
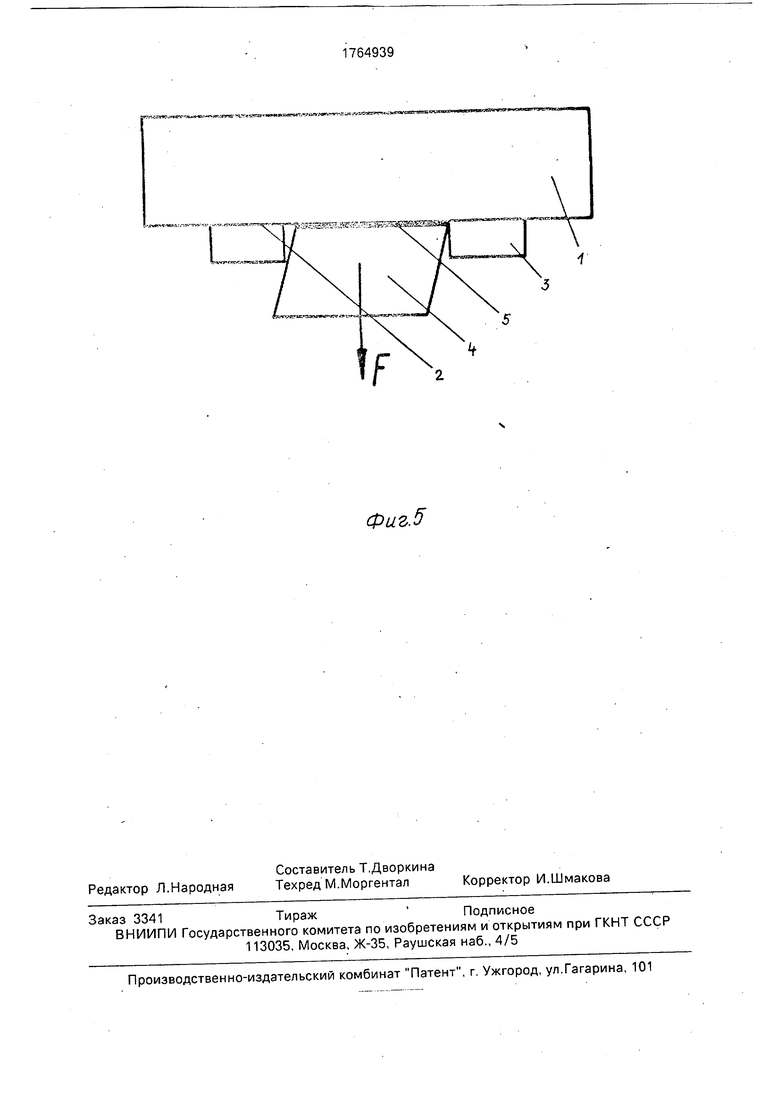
На фиг. 1 показана уравновешенная деталь, закрепленная на горизонтальной поверхности; на фиг. 2 - закрепление неуравновешенной детали на горизонтальной плоскости приспособления; на фиг. 3 - закрепление детали на наклонной поверхности; на фиг. 4 - закрепление детали на вертикальной поверхности приспособления; на фиг. 5 - потолочное крепление детали.
Устройство реализующее способ, состоит из магнитного приспособления 1 с рабочей поверхностью 2 и упорами 3. На рабочей поверхности 2 установлена деталь 4 с базовой поверхностью 5.
На вертикальную рабочую поверхность 2 (фиг. 4) магнитного патрона 1 по ГОСТ 24568-81 токарного станка устанавливают обрабатываемую деталь базовой поверхностью. Перемещают подвижный магнит патрона 1 относительно неподвижного, создавая предварительный магнитный поток, уравновешивающий силы, стремящиеся изменить положение детали, т.е. в
данном случае уравновешивающим силы тяжести детали. Контролируют удержание детали на поверхности патрона. Перемещают деталь по поверхности до координат. Прекращают воздействие сил, перемещающих деталь по поверхности. Перемещают подвижный магнит патрона относительно неподвижного магнита до достижения магнитным потоком рабочего усилия. Подводят упоры до соприкосновения с деталью.
Предлагаемое решение позволяет повысить точность базирования детали и обес- печить удобство закрепления детали. Может найти применение в приспособлениях с магнитным или электромагнитным
креплением при обработке на станках с любым расположением рабочей поверхности приспособления в пространстве.
35
Формула изобретения
Способ закрепления деталей на магнитном приспособлении, заключающийся в том, что деталь устанавливают на рабочую поверхность магнитного приспособления,
перемещают ее до установки в требуемое положение, фиксируют упорами и удерживают рабочим магнитным потоком, отличающийся тем, что, с целью повышения точности базирования детали, в процессе ее
установки в требуемое положение деталь удерживают предварительным магнитным потоком.
t
u
ho
to
r
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2003 |
|
RU2287420C2 |
| Устройство для обработки отверстий | 1984 |
|
SU1230755A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| СПОСОБ ПАТРОННОЙ ОБРАБОТКИ ГРУППЫ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2215619C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ПОЗИЦИОНИРОВАНИЯ ОБЪЕКТА В ПРОСТРАНСТВЕ | 2016 |
|
RU2677121C2 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| Технологический спутник | 1986 |
|
SU1400847A1 |
Использование: машиностроение, закрепление деталей на плите магнитного приспособления при обработке их на станках. Сущность изобретения: деталь устанавливают на рабочую поверхность магнитного приспособления, создают предварительный магнитный поток. Перемещают деталь до установки в требуемое положение, фиксируют упорами и затем удерживают ее рабочим магнитным потоком. 5 ил.
Фиг. 4
Фи.г.5
| Константинов О.Я | |||
| Магнитная технологическая оснастка | |||
| Л.: Машиностроение, 1974, с | |||
| Горный компас | 0 |
|
SU81A1 |
