1
(21)4697870/08
(22)31.05.89
(46) 15.10.92. Бюл. №38
(71)Научно-производственное объединение по механизации и автоматизации производства машин для хлопководства Технолог
(72)В. А. Суровцев, И. И. Фуксман, В. Б. Белага и Г. С. Чаврениди
(56)Авторское свидетельство СССР № 1425050. кл. В 23 Q 41/02, 1986. (54) АВТОМАТИЧЕСКАЯ ЛИНИЯ „
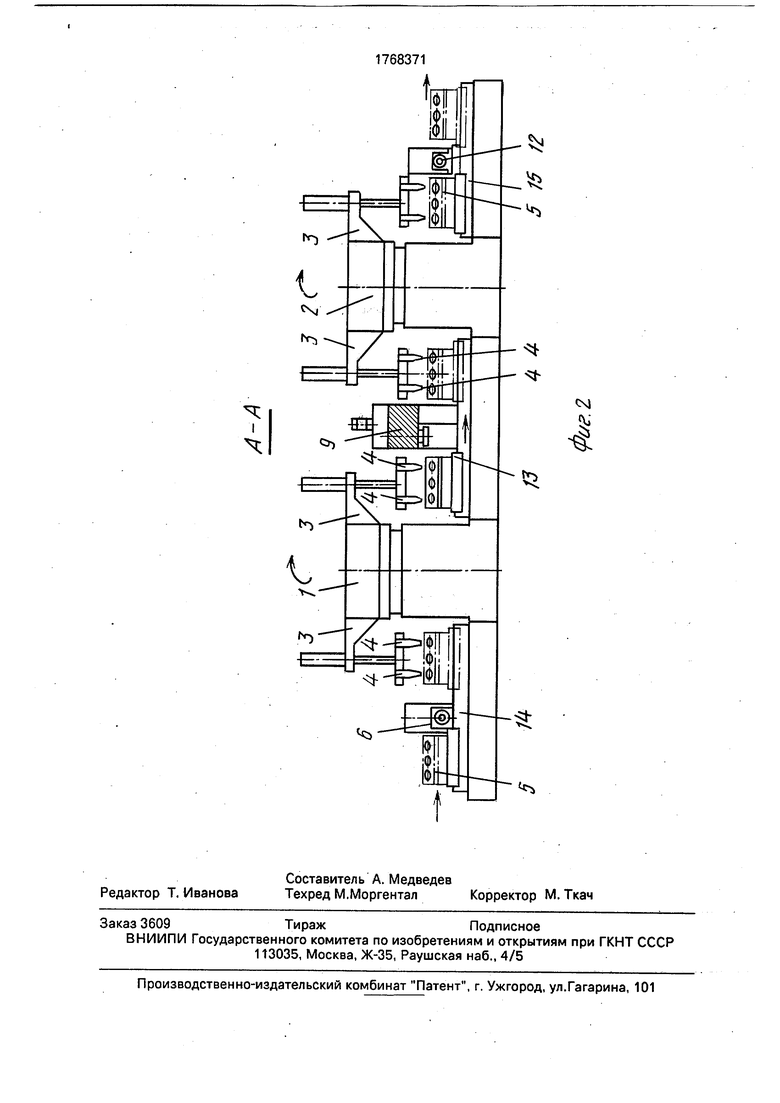
(57)Изобретение относится к станкостроению, в частности к автоматическим линиям из металлорежущих станков для обработки корпусных деталей. Цель изобретения - повышение производительности и упрощение конструкции линии. Автоматическая линия снабжена вторым транспортным ротором 2. Связь между ротором 1 и ротором 2 осуществляется через двухпозиционный стол 13 станка 9. С загрузочной позицией стола 13 взаимодействует захват 4 ротора 1, а с разгрузочной - захват ротора 2. На загрузочной позиции ротора 1 и разгрузочной позиции ротора 2 установлены станки 6 и 12 с двухпозиционными столами 14 и 15. С захватами 4 ротора 1 взаимодействует разгрузочная позиция стола 14 станка 6, а с захватами 4 ротора 2 - загрузочная позиция стола 15 станка 12. 1 з. п. ф-лы, 2 ил.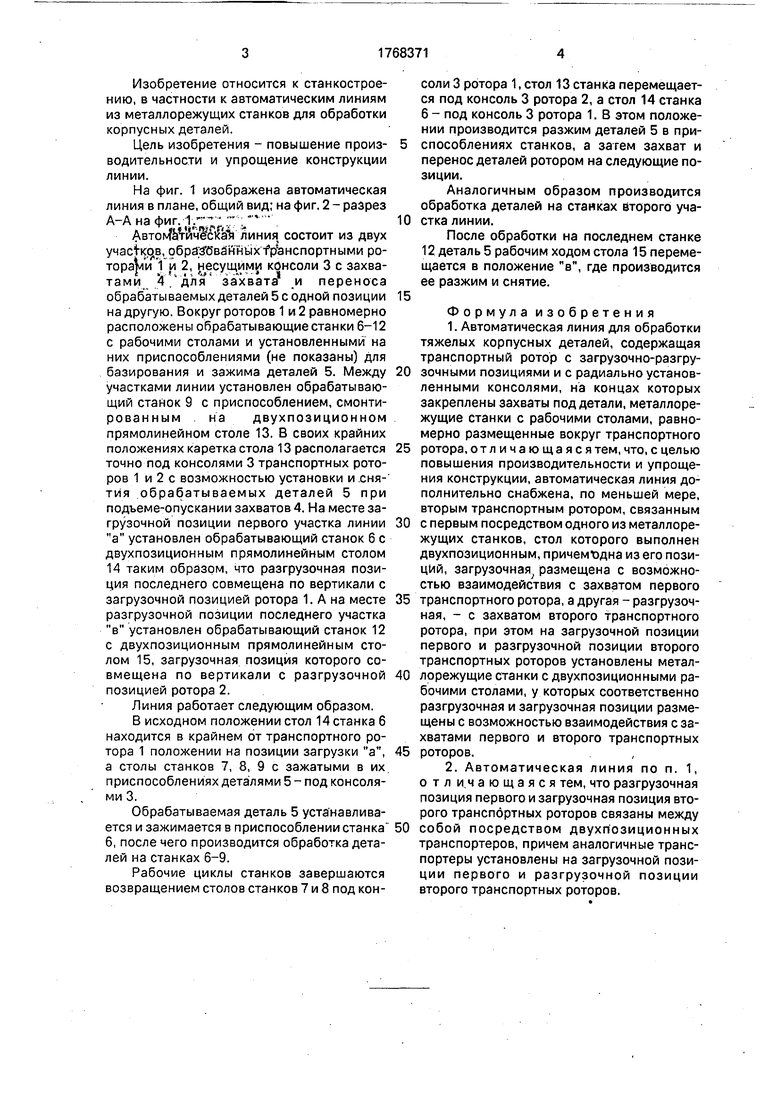
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1986 |
|
SU1425050A1 |
| Автоматическая линия для обработки деталей | 1989 |
|
SU1712128A1 |
| Устройство для автоматической смены спутников на металлорежущем станке | 1986 |
|
SU1400851A1 |
| Автоматическая линия | 1984 |
|
SU1284789A1 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Автоматическая линия для механической обработки деталей | 1980 |
|
SU904998A1 |
| Многопозиционный станок | 1984 |
|
SU1187958A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Автоматическая линия | 1987 |
|
SU1445920A1 |
| Устройство для ограждения зоны обработки металлорежущего станка типа обрабатывающий центр со сменными столами-спутниками | 1987 |
|
SU1511061A1 |
(Л
С
XJ
О 00 СА) VI
Фиг 1
Изобретение относится к станкостроению, в частности к автоматическим линиям из металлорежущих станков для обработки корпусных деталей.
Цель изобретения - повышение производительности и упрощение конструкции линии.
На фиг. 1 изображена автоматическая линия в плане, общий вид; на фиг. 2 - разрез
А-А на фиг. ,V,T,l Г i.
Автом аУйч 1екаЪ линия состоит из двух участков, обраЗОва нТнь р анспортными ро- тора|ии 1 и 2, несущими консоли 3 с захватами 4 дл я захвата и переноса обрабатываемых деталей 5 с одной позиции на другую. Вокруг роторов 1 и 2 равномерно расположены обрабатывающие станки 6-12 с рабочими столами и установленными на них приспособлениями (не показаны) для базирования и зажима деталей 5. Между участками линии установлен обрабатывающий станок 9 с приспособлением, смонтированным на двухпозиционном прямолинейном столе 13. В своих крайних положениях каретка стола 13 располагается точно под консолями 3 транспортных роторов 1 и 2 с возможностью установки и снятия обрабатываемых деталей 5 при подъеме-опускании захватов 4. На месте загрузочной позиции первого участка линии а установлен обрабатывающий станок 6 с двухпозиционным прямолинейным столом 14 таким образом, что разгрузочная позиция последнего совмещена по вертикали с загрузочной позицией ротора 1. А на месте разгрузочной позиции последнего участка в установлен обрабатывающий станок 12 с двухпозиционным прямолинейным столом 15, загрузочная позиция которого совмещена по вертикали с разгрузочной позицией ротора 2.
Линия работает следующим образом.
В исходном положении стол 14 станка 6 находится в крайнем от транспортного ротора 1 положении на позиции загрузки а, а столы станков 7, 8, 9 с зажатыми в их приспособлениях деталями 5 - под консолями 3.
Обрабатываемая деталь 5 устанавливается и зажимается в приспособлении станка 6, после чего производится обработка деталей на станках 6-9.
Рабочие циклы станков завершаются возвращением столов станков 7 и 8 под консоли 3 ротора 1, стол 13 станка перемещается под консоль 3 ротора 2, а стол 14 станка 6 - под консоль 3 ротора 1. В этом положении производится разжим деталей 5 в приспособлениях станков, а затем захват и перенос деталей ротором на следующие позиции.
Аналогичным образом производится обработка деталей на стайках второго участка линии.
После обработки на последнем станке 12 деталь 5 рабочим ходом стола 15 перемещается в положение в, где производится ее разжим и снятие.
Формула изобретения
ротора, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, автоматическая линия дополнительно снабжена, по меньшей мере, вторым транспортным ротором, связанным
с первым посредством одного из металлорежущих станков, стол которого выполнен двухпозиционным, причемъдна из его позиций, загрузочная размещена с возможностью взаимодействия с захватом первого
транспортного ротора, а другая - разгрузочная, - с захватом второго транспортного ротора, при этом на загрузочной позиции первого и разгрузочной позиции второго транспортных роторов установлены металлорежущие станки с двухпозиционными рабочими столами, у которых соответственно разгрузочная и загрузочная позиции размещены с возможностью взаимодействия с захватами первого и второго транспортных
роторов.
собой посредством двухпозиционных транспортеров, причем аналогичные транспортеры установлены на загрузочной позиции первого и разгрузочной позиции второго транспортных роторов.
Ч
I
Ч
м
