/ Составитель В.Данилов Техред М.Моргентал Редактор
Заказ 4010ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская нзб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
г Фиг.2 Корректор Н.Король
Date : 31/05/2001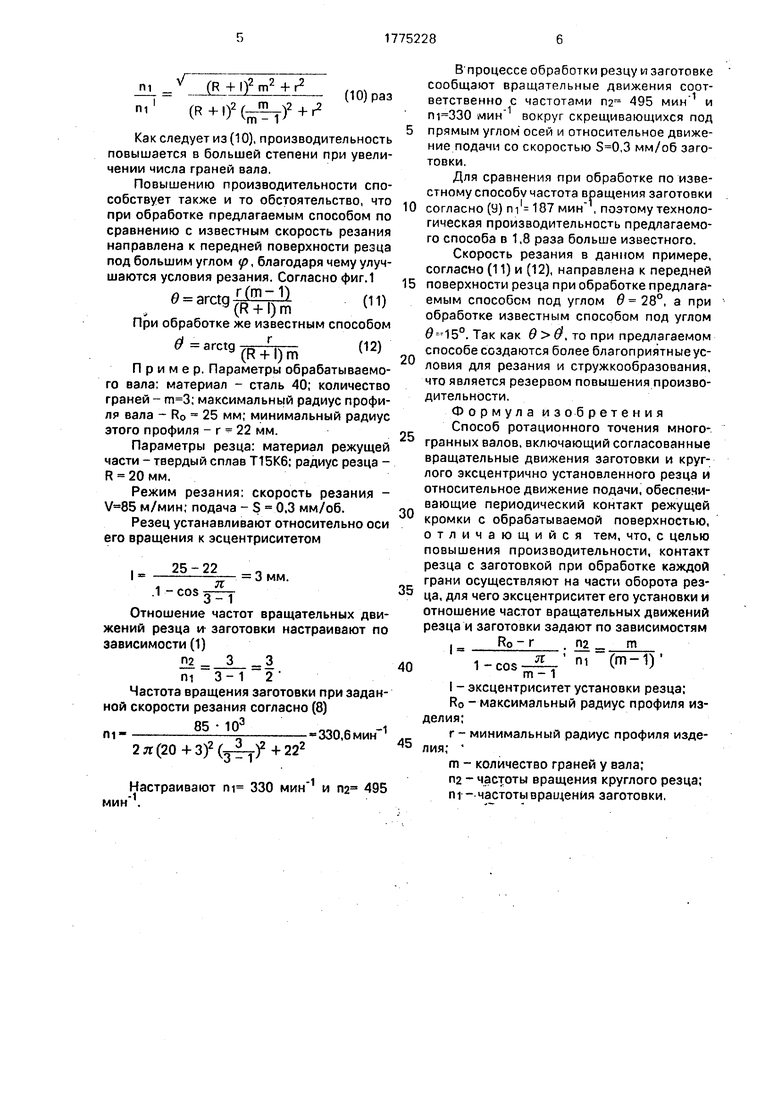
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления детали | 1990 |
|
SU1775229A1 |
| Устройство для закрепления детали | 1987 |
|
SU1572753A1 |
| Устройство для сборки деталей типа вал-втулка | 1988 |
|
SU1539039A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1389917A2 |
| Устройство для клепки | 1979 |
|
SU891199A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НАДЕТОЙ НА ОПРАВКУ ЭЛАСТИЧНОЙ ТРУБКИшсесоюзнАЯ ! fllTEHIHO-TtXHHHtGMft^ | 1972 |
|
SU355028A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
Number of pages : б
Previous document : SU 1775228A1
Next document : SU 1775230A1
HxfTTb
1
54
мизм 3 выполне.ч в виде накопителя 17 и цилиндра 18 с двумя оппозитно усгашовлен1-1ым /1 относительно .111-)я штоками 19 и 20. Ма конце и.1тока 19 закреплен шибер 21 с захЕзатом 22, расположенный под накопителем 17, а на конце штока 20 закреплен диск 23. На штоке 20 коаксиально относительно HeiO подвижно устан;овлема втулка 24 с кронштейном 28. LlJTOic 20 вь полнен ступенчатым и каждая его ступень подпру; ;(инена относительно р-5тулкм 24 при помощи пружин 25 и 26, Для управления процессор. установки и закрепления детали на опрапке 5 с загрузочном механизме 3 предусмотрены электромагнмт27 и микропереключатели 29 и 30. уходе рабочей среды из цилиндра 8, в процессе разжатия Il сталК, ч в а и и s о б 3 а б о т а ri ь о и д е т а л и, о -i а поступает п н.илиндр 18, который посредством штока 19 и захвата 22 осуществляет установку и базирование детали на оправке 5. Диск 23, перемеш,аемый при этом щгоком
/О, воздействует на микропереключатель 30, который подает команду на перевод рабочей среды мз цилиндра 18 в цилиндр зажима 8 и включение электромагнита 27. В процессе закрепления детали на оправке 5 алектромзгнмт 27 удерживает кронштейн 28 с втулкой 24 от перемещения их пружиной 25, а пружина 26 через штоки 20 и 19 и яахват 22 поджимает деталь к базовому элементу 9 оправки 5, сохраняя базирование до окончания ее закрепления. После окончания закрепления детали на оправке 5 по , команде микропереключателя 29 под воздействием диска 23 пружиной 25 осуществляется позвращение штоков 19 м 20 с захватом 22 в исходном положении. После с-тэлкиаания с оправки 5 обработанной детали цикл установки и закрепления на оправке 5 новой де1али, поступившей в захват 22 из накопителя 17, автоматически повторяется, 2 ил.
