Известные устройства для получения полусферических контактов на контактных элементах, например на контактных пружинах, содерл ащие транспортирующий механизм для подачи заготовок из материала, предназначенного для изготовления контактов, и сварочный аппарат, не обеспечивают требуемого качества приваренных контактов, несмотря на сложный процесс нх изготовления.
В предлагаемом устройстве улучшение качества приваренных контактов и упрощение процесса их изготовления достигается использованием заготовок сферической формы, применением для нх транспортировки двойной вилки с цилиндрическими каналами, служащими для размещения в них заготовок, и неподвижного ножа, входящего в прорезь подвижной внлки, а также снабжением концов сварочных электродов полукруглыми выемками для формовки контактов в процессе сварки.
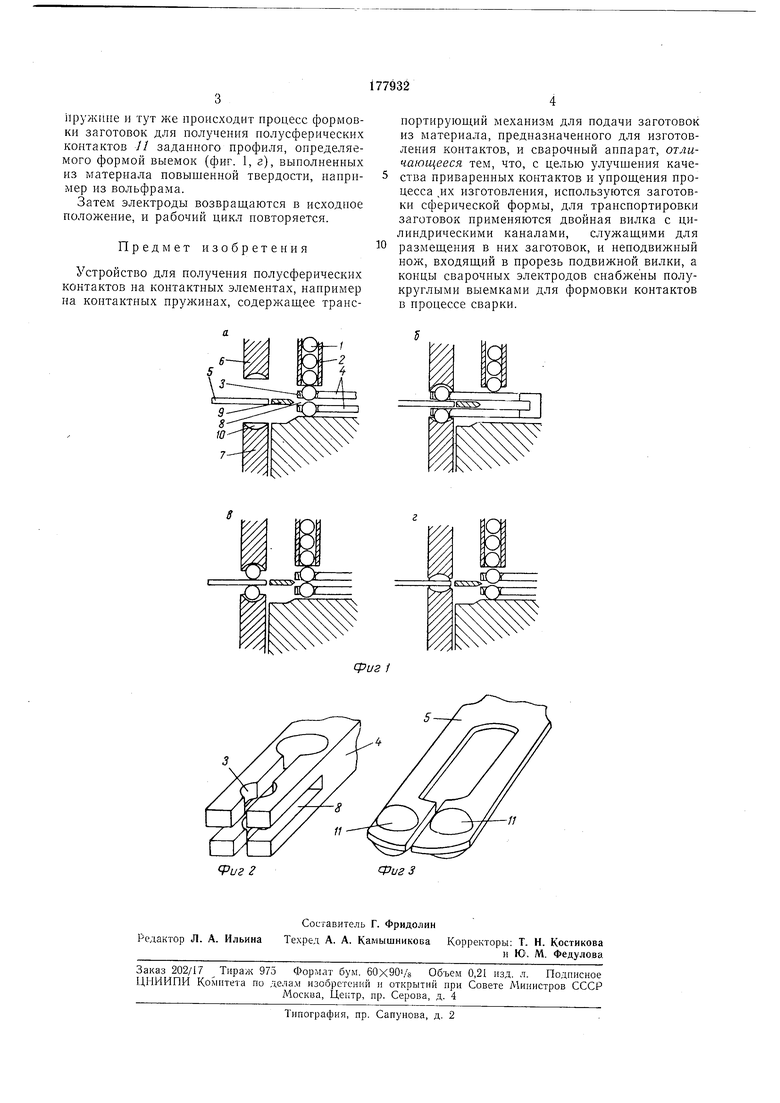
Ма фиг. 1 изображена принципиальная схема описываемого устройства: а - в исходном положении, б - в момент транспортировки сферических заготовок в зону сварки, в - в момент готовности для сварки и формовки контактов, г - в конечном положении после приварки и формовки контактов; на фиг. 2 - часть двойной вилки для транспортировки заготовок; на фиг. 3 - контактный элемент (нружина) с приваренными контактами.
Заготовки / сферической формы из материала, предназначенного для изготовления контактов, подаются ио лотку 2 в цилиндрические каналы 3 двойной вилки 4. Контактный элемент (пружина) 5 находится между сварочными электродами б и 7 против прорези 8 двойной вилки (фиг. 1,й).
При поступательном перемещенни вилки в зону сварки заготовки переносятся и располагаются между сварочными электродами по обе стороны пружины, которая при этом зажимается между заготовками. Для надежного переноса последних на пружине установлен неподвижный нож 9, который при перемещении вилки заходит в ее прорезь и разъединяет заготовки. В результате верхняя заготовка катится сначала по плоскости , а затем по пружине (фиг. 1,6).
После установки заготовок в требуемое полол ение на сварочные электроды сближаются и заготовки фиксируются в полукруглых выемках 10 электродов. Вилка возвращается в исходное положение, где в нее из лотка ноступают следующие две заготовки (фиг. 1, в). 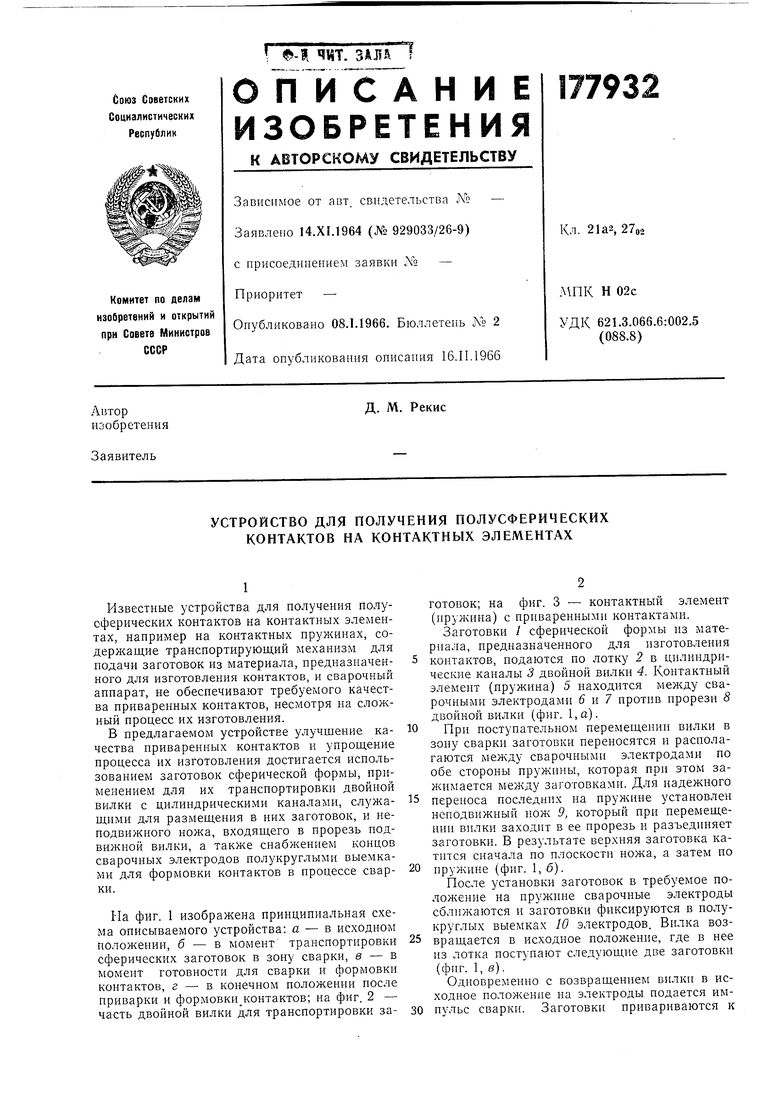
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ | 1973 |
|
SU377219A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОНТАКТОВ | 1970 |
|
SU263776A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Устройство для резки трубчатых изделий из стекла | 1981 |
|
SU975608A1 |
| Устройство для изготовления контактов | 1976 |
|
SU845809A3 |
| РОТОРНО-ЦЕПНАЯ МАШИНА | 1970 |
|
SU259717A1 |
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ КОНТАКТОВ к КОНТАКТОДЕРЖАТЕЛЯМ | 1973 |
|
SU385695A1 |
| Автомат для приварки контактов к держателям | 1976 |
|
SU642116A1 |
