Изобретение относится к устройствам для шлифования рабочих поверхностей, например, винтовых канавок инструмента.
Известны устройства для шлифования канавок инструмента, выполненные в виде основания и качаюпдегося корпуса бабки изделия от распределительного вала с червячным приводом.
Однако эти устройства имеют невысокую точность и производительность обработки вследствие значительных динамических нагрузок, возннкаюш,их при перемещении подвижных масс в процессе обработки, особенно при обработке деталей малой длины, т,ребующих большого числа двойных ходов в минуту при обработке.
Цель изобретения - обеспечение высокоточного и высокопроизводительного шлифования винтовых канавок мелкоразмерного инструмента (0,1-2 мм), упрош,ение кинематической схемы устройства и расширение его технологических возможностей.
Для этого в предлагаемом устройстве кулачковый вал размешен па основании, несушем опоры качаюш,егося рычага бабки изделия, ось качания которого совмеш,ена с осью червяка привода распределительного вала.
Качание рычага обеспечивает продольную подачу.
Заданная форма сердцевины инструмента
(дугообразная) достигается за счет качения шпинделя изделия вокруг оси червяка привода кулачкового вала п системы копиров и упоров.
Для получения форм сердцевины, отличающихся от дугообразной, бабка изделия взаимодействует с плоским копиром, закрепленным на основании устройства.
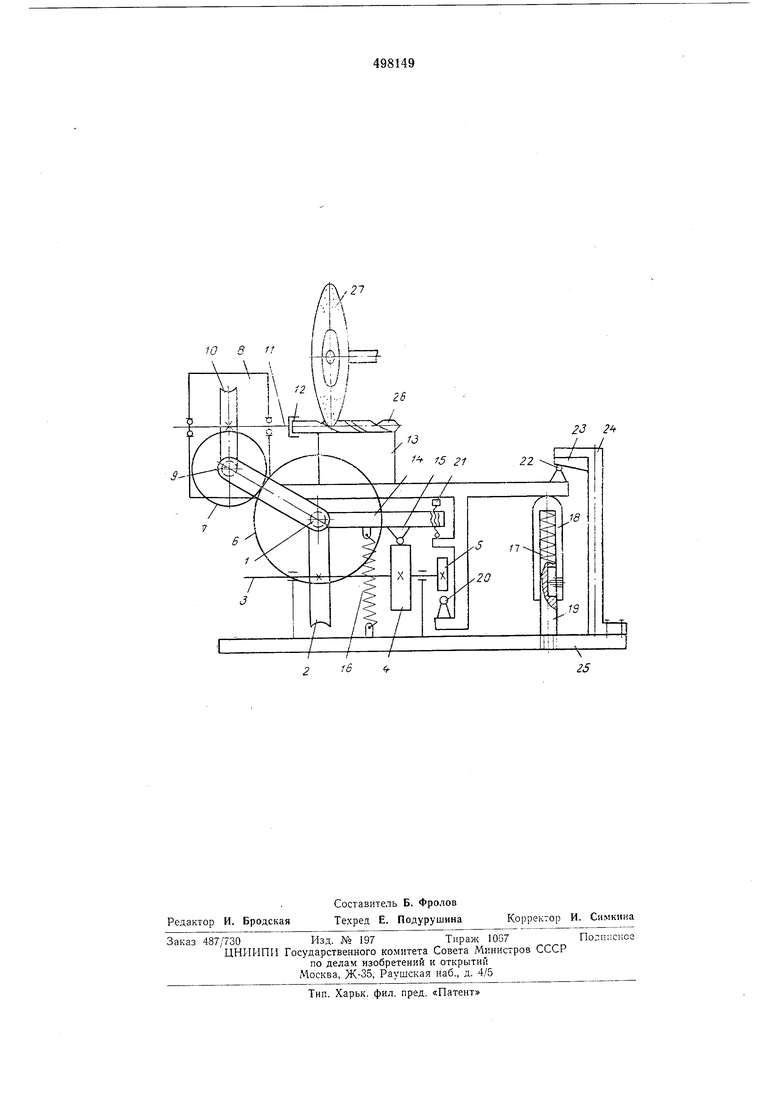
На чертеже представлена кинематическая
схема предлагаемого устройства для шлифования винтовых канавок инструмента.
Червяк / и червячное колесо 2 служат приводом кулачкового вала , па котором закреплены кулачок продольпой подачи 4 п
кулачок 5 отвода изделия от круга. Зубчатые колеса 6 и 7 являются гитарой иастройки шага спирали. В бабке изделия 8 располагается привод шпинделя изделия, состояшнй из червяка 9 и червячного колеса 10, закрепленпого на шпинделе 11с цанговым патроном 12. Для поддержки детали служит люнет 13. Качаюшийся рычаг 14 шарпирно связан с червяками 1 и 9 и при помощи ролика 15 и пружины растяжения 16 .замыкается на
кулачок 4. Пружина сжатня 17 через толкатель J8, скользящий по штоку 19, замыкает бабку изделия 8 через ролик 20 па кулачок 5 (для отвода изделия пз-под круга) или через регулируемый упор 21 - па качающийся
рычаг 14 (в начале рабочего хода, или через
ролик 22 - на плоский сменный копир 23, связанный через кронштейн 24 с основанием 25 (при получении формы сердцевины, отличающейся от дугообразной).
При шлифовании канавок мелкоразмерного инструмента с дугообразной сердцевиной устройство работает следуюш,им образом.
От электродвигателя и редуктора (не показаны на чертеже) вращение через червячную пару /-2 передается на кулачковый вал 3, а через гитару 6-7 и червячную пару 9-.W - на щпиндель изделия //. В начале рабочего хода кулачок 5 отведен от ролика 20, а регулируемый упор 21 упирается в качающийся рычаг 14 (копир 23 снят или не касается ролика 22}. При вращении кулачка 4 ролик 15 под действием пружины 16 перемещается вниз, качающийся рычаг поворачивается вокруг оси червяка / по часовой стрелке. Бабка .изделия 8, замкнутая через регулируемый упор 21 на качающийся рычаг 14 при помощи пружины 17 (сила пружииы 17 меньще силы пружины /5) также совершает поворот вокруг оси червяка /, перемещая щпиндель // совместно с изделием 26 (обрабатываемый инструмент) слева направо навстречу шлифовальному кругу 27. За время рабочего хода (слева направо) на инструменте вышлифовывается винтовая канавка с дугообразной сердцевиной. Шаг и число винтовых канавок на инструменте зависит от настройки гитары смеипых колес 6, 7.
В конце рабочего хода кулачок 5, воздействуя на ролик 20, поворачивает бабку изделия 5 вокруг оси червяка 9 по часовой стрелке, отрывая бабку изделия от регулируемого упОра 21 и выводя обрабатываемый инструмент вниз из-под круга на величину, превышающую глубину канавки. После этого совершается реверс качающегося рычага 14, который, вращаясь под действием кулачка 4 вокруг оси червяка / в направлении против часовой стрелки, возвращает изделие в исходное положение. Изделие (обрабатываемый инструмент), имеющее непрерывное вращение в одну сторону после прямого и обратного хода при делении, приходит в положение для вышлифовки другой канавки. Угловой шаг при осуществлении деления заготовки соответствует величине, равной - оборотов, где
и
Z,, - число канавок инструмента, k - целое число, не кратное Z,,.
;В новом цикле обработки вышлифовывается другая канавка.
Для получения на инструменте сердцевины не дугообразной формы, например, по цилиндру, конусу, параболоиду, гиперболоиду и других возможных форм, используется плоский копир 23. При этом цикл совершается аналогично описанному с тем отличием, что регулируемый упор 21 не контактирует с бабкой изделия 3 и траектория движения осп изделия 26 зависит от вращения оси червяка 9 вокруг оси червяка / и всей бабки 8 вокруг
оси червяка 9 по закону, задаваемому копиром 23.
Формула изобретения
Устройство для шлифования рабочих поверхностей инструмента, например, винтовых канавок сверл, выполненное в виде основания, несущего стол с установленной на нем
бабкой изделия, кинематически связанной с приводом качательного и вращательного движения инструмента и снабженной кулачками подвода и отвода изделия, отличающееся тем. что, с целью повыщения технологических возможностей устройства, привод качательного и вращательного движения обрабатываемого инструмента и кулачки подвода и отвода его установлены на основании устройства.
J
2J 2 IJ
:s
22
18
19
Й
25

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования рабочих поверхностей изделий | 1972 |
|
SU526492A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Устройство для шлифования сдвоенных кулачков | 1981 |
|
SU1006175A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Станок для шлифования канавок винтового режущего инструмента | 1981 |
|
SU1058493A3 |
| Устройство для шлифования сдвоенных кулачков | 1983 |
|
SU1159767A1 |
| Устройство для нарезания некруглых конических колес | 1978 |
|
SU766773A1 |