Изобретение касается машиностроения, в частности машин для контактной точечной сварки пространственных арматурных каркасов.
Известно устройство для сварки пространственных арматурных каркасов, содержащее CTamifiy, смонтированные на ней внешние электроды и связанный с внутренними электродами йневмоцилиндр сжатия с двумя поршнями. Однако это устройство имеет
сложную конструкцию и не позволяет сваривать каркасы с большим количеством продольных стержней.
Для упрощения конструкции пневмоцилнндр установлен на поворотной проходя- шей через поршни и штоки оси, на концах которой закреплены втулки с клиньями на внешней поверхности, воздействующие при перемещении поршней на рычаги, смонтированные на крышках цилиндра с возможностью установочного перемещения по периметру крышек и несущие внутренние и внешние электроды.
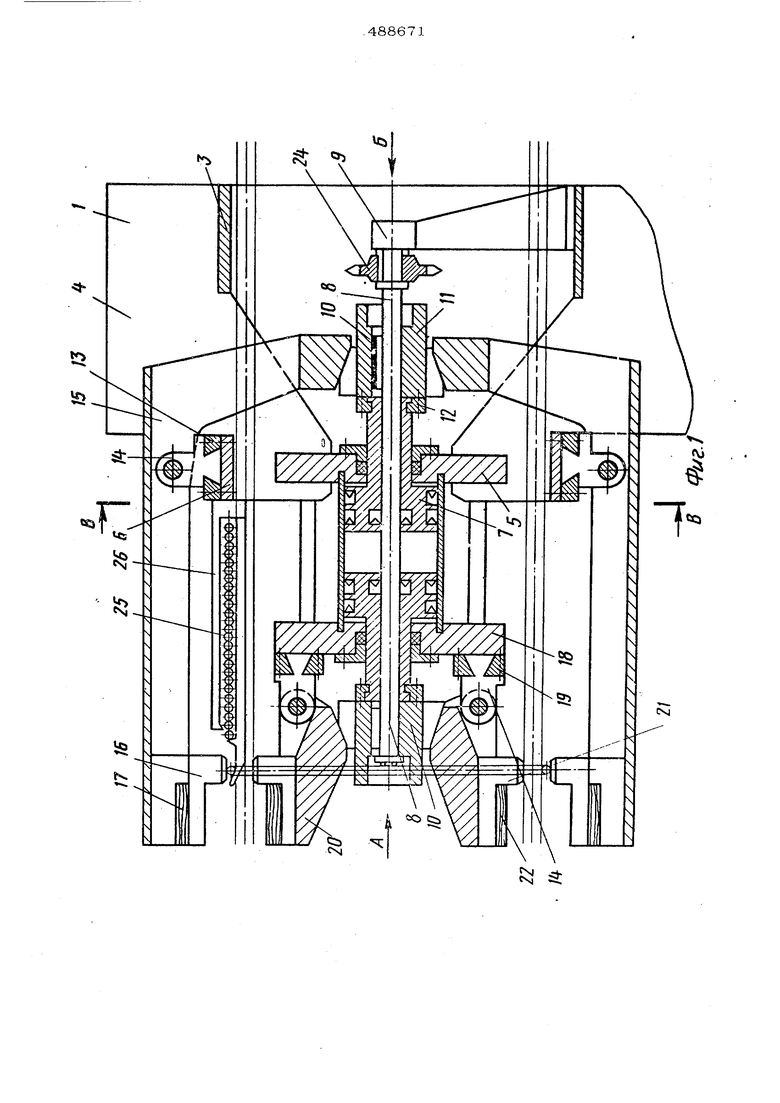
На фиг. 1 показан разрез устройства по оси движения свариваемого каркаса в
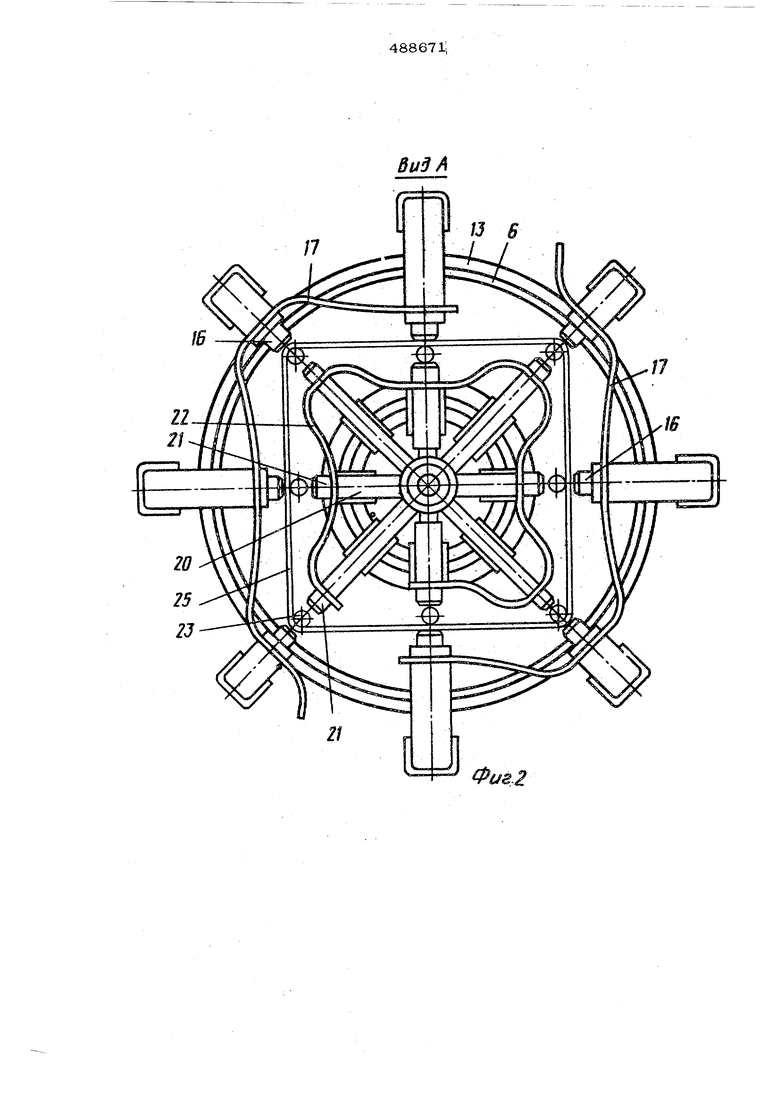
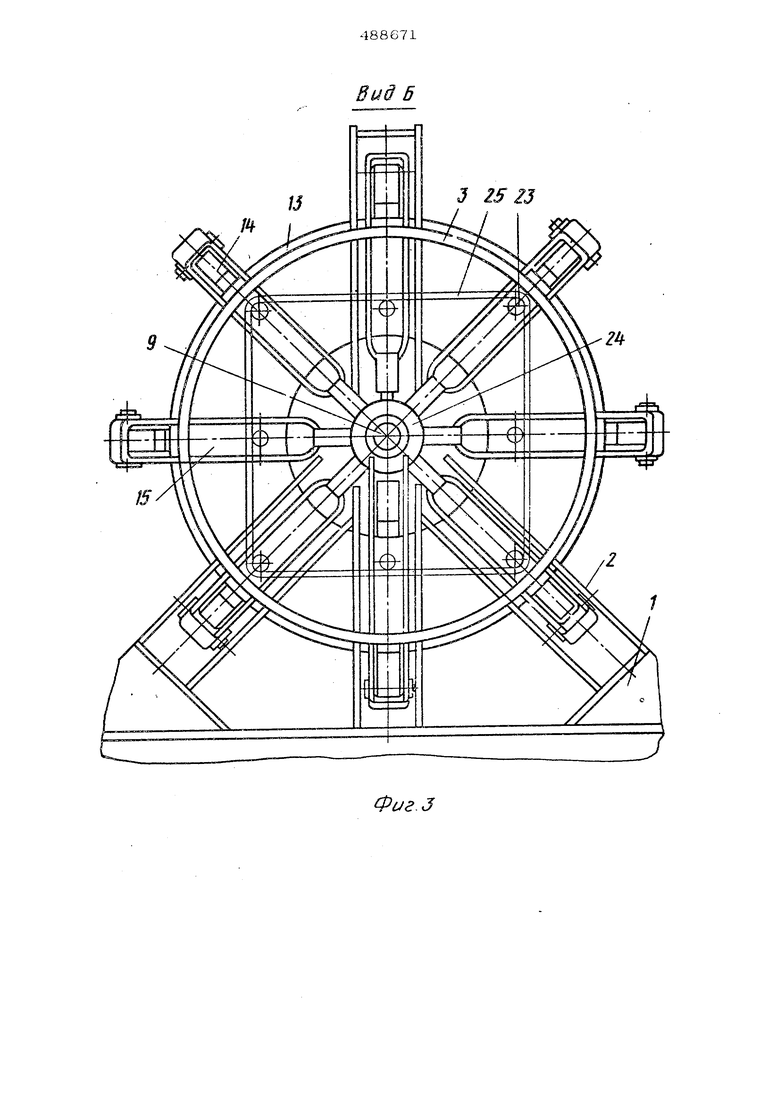
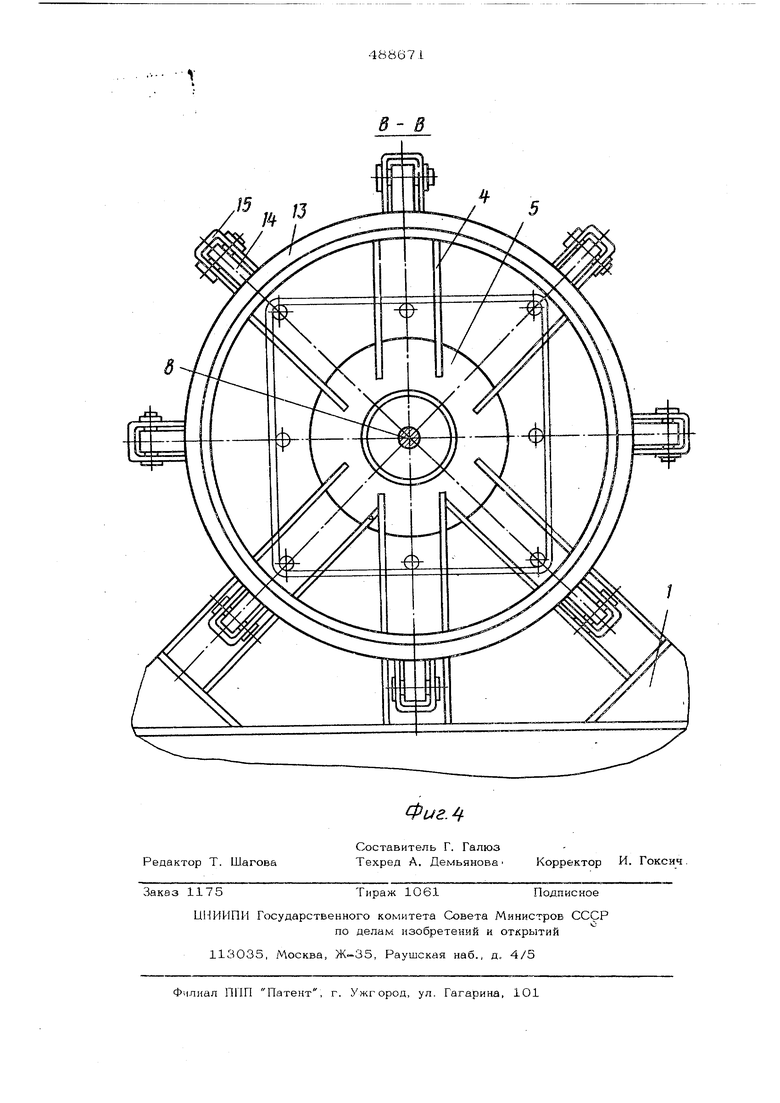
момент сварки; на фиг. 2 - вид по стрелке, А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на аг. 4 - разрез В-В на фиг. 1.
Устройство состоит из станины 1, к которой ребрами 2 приварено кольцо 3. К кольцу 3 ребрами 4 крепится задняя крышка 5 силового пневмоцияиндра и Кольцов. К крышке 5 крепится силовой пневмоцилинд с двумя поршнями 7. Сквозь поршни 7 проходит ось 8, один конец которой установлен в подшипнике 9. На оси 8 при помощи щпонок 1О установлены втулки 11, несущие на себе два диаметрально расположенных клина. Втулки 11 полукольцами 12 крепятся к поршням 7 с возможностью поворота их относительно этих поршней. На кольце 6 закреплены кольца 13, которые с кольцом 6 образуют круговой паз типа ласточк11Г)о го хвоста . В пазу крепятся стойки 14, в которых закреплены с возможностью поворо та двуплечие рычаги 15. На коротком изогнутом плече рычагов 15 имеется клннопь1й упор, который контактирует с клином втулки 11. На длинном прямом конце рычаго
15 крепится наружный электрод 16 и токоведущие шины 17, На передней крышке 18 закреплены кольца 19, образующие кольцевой паз типа ласточкиного хвоста. В па.эу крепятся стойки 14, в которых закреплены с возможностью поворота рычаги 20.
В рь1чагах 20 крепятся внутренние элект роды 21 и гибкая шина 22, Количество рычагов 15 и 20 соответствует количеству продольных прутков 23 свариваемого каркаса (см. фиг. 2). На оси Р- закреплена звездочка 24, при помощи которой ось 8 поворачивается вместе с втулками 11, подводя клинья последовательно под все рычаги 15 и 20. Поперечные хомуты 25 выдаются механизмом выдачи поперечных хомутов 26.
Работает устройство следующим образом. Продольные прутки 23 подаются в зону сварки между наружными 16 и внутренними 21 электродами. В механизм выдачи поперечных хомутов 26 закладываются поперечные хомуты 25 ь количестве, необходимом для изготовления каркаса, причем один поперечный хомут 25 ставится в зоне сварки между наружными 16 и внутренними 21 электродами. В это время поршни 7 силового пневмоцилиндра стоят в сер дине силового пневмоцилиндра, втянув к центру устройства втулки 11с клиньями. Рычаги 15 и 20 прижимаются пружинами (не показанными на чертеже) к свободной цилиндрической части втулок 11. Включается устройство, поршни 7 расходятся, раздвигая втулки 11, которые клиньями через рычаги 15 и 20 сводят внутренние 21 и наружные 16 электроды. Происходит приварка поперечного 25 кпродолъным пруткам 23. Затем силовой пневмоцилиндр переключается, поршни 7 втягиваются внутрь, втягивая за собой втулки 11
Рычаги 15 и 20 разводят наружные 16 и внутренние 21 электроды. Привод поворота (не показанныйJHa чертеже) поворачивает при помощи цепной передачи и звездочки 24 ось 8 и вместе с ней втулки 11, ставя клинья напротив следующей пары рычагов 15 и 20. Включается силовой пневмоцилиндр, и происходит приварка поперечного хомута 25 к следующим вум продольным пр}гтаам.23. Аналогично приваривен ются хомуты 25 ко всем остальнымпрбдольным пруткам. Когда хомут 25 приварен ко всем продольным пруткам 23, происходит относительное перемещение каркаса на шаг.
Применение клиньев для передачи давления от силового пневмоцилиндра к электродам позволяет уменьшить диаметр силового пневмоцилиндра без уменьшения давления между электродами. Приварка следующего поперечного каркаса 25 происходит аналогично первому.
Предмет изобретения
Устройство для сварки пространственных арматурных каркасов, содержащее станину, смонтированные на ней внешние электроды и связанный с внутренними электродами пневмоцилиндр сжатия с двумя поршнями, отл-ичаюшееп я тем, что, с целью упрощения конструкции, пневмоцилиндр установлен на поворотной проходящей через
S поршни и штоки оси, на концах которой
закреплены втулки с клиньями на внешней поверхности, воздействуюшие при. перемещении поршней на рычаги, смонтированные на
крьццках цилиндра с возможностью установо0чного перемещения по периметру Kpbmieif и несущие внутренные и внешние электроды.
Вид 6
Фиг.д
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Установка для изготовления арматурных каркасов | 1980 |
|
SU872118A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для сварки пространственных арматурных каркасов | 1972 |
|
SU472768A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1255339A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |