ся команда на опускание и подачу штока и прижим посредством головок 20 стеклоиз- делий дном к поверхности вращающейся планшайбы 26. После окончания шлифовки
стеклоизделий включают электродвигатель 14 на подъем штоков 19, которые выводят головки 20 из отверстия держателей 18, освобождая стеклоизделия,4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-закаточный станок | 1988 |
|
SU1611507A1 |
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ СТЕКЛОТАРЫ | 2002 |
|
RU2220786C1 |
| СТАНОК ДЛЯ РУЧНОЙ ОГРАНКИ ДРАГОЦЕННЫХ КАМНЕЙ | 2000 |
|
RU2187420C1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |

Использование: данное техническое решение относится к стекольной промышленности, а конкретно к механической обработке стеклоизделий. Сущность изобретения: стеклоизделия устанавливают в отверстия держателей 18.при отведенных вверх штоках 19 вместе столовками 20. При установке стеклоизделий в отверстия держателей 18 они дном ложатся на планшайбу 2р. Затем с помощью золотника 23 осуществляют подачу воздуха в пневмоцилиндрь 22 и после этого при помощи штоков. 19 головок 20 стеклоизделий прижимаются к планшайбе 26. При включении электродвигателя 11 задается вращение шестерням 24 и 25 и, соответственно задается вращение штокам 19. При включении электродвигателя 14 задает
Изобретение относится к стекольной промышленности, а конкретно к механической обработке стеклоизделий.
Цель изобретения - повышение точности центрирования.
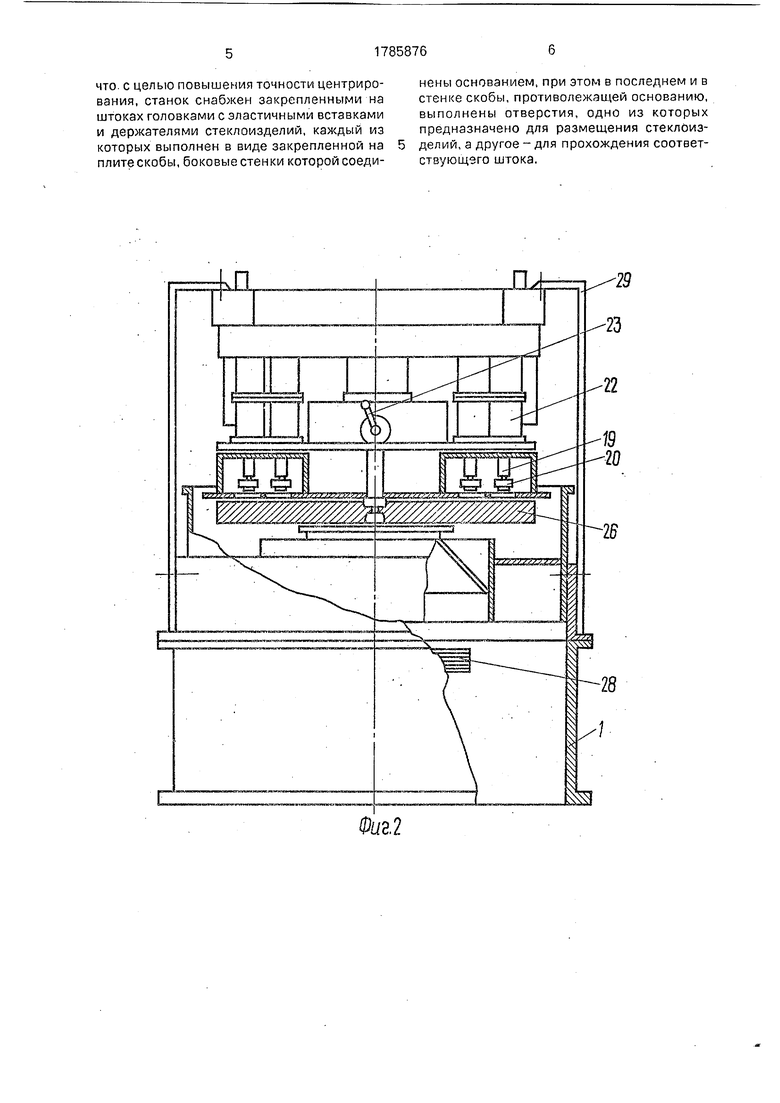
На фиг. 1 показан станок в кинематике; на фиг. 2 - станок, общий вид; на фиг. 3 - головка штока; на фиг. 4 - держатель.
Станок состоит из корпуса 1, в котором верхняя подвижная часть станка включает в себя каретку 2, тельферную балку 3, неподвижную плиту 4. Каретка 2 служит для перемещения верхней подвижной части станка. Регулировка уровня верхней части станка по отношению к нижней части, осуществляется посредством двух подпружиненных винтовой пружиной 5 регулировочных винтов 6 с гайками 7, соединенных с плитой 4, На плите 8 расположен редуктор 9 и вариатор 10, который входит в соединение с электродвигателем 11, обеспечивающие медленную подачу механизма прижима при шлифовке стеклоизделий.
Вариатор 10 входит в соединение с магнитной муфтой 12 и сцеплением 13. Скорость вращения стеклоизделий при шлифовке регулируется посредством вариатора 10. . Электродвигатель 14 совместно с редуктором 15, соединенным с винтами 6 служит для быстрого подъема и опускания механизма прижима по направляющим штокам 16..
Под плитой 17 размещены держатели 18 стеклоизделий, каждый из которых выполнен в виде скобы, боковые стенки а которой соединены основанием б. В последнем и в стенке скобы, противолежащей основанию, выполнены отверстия, первое из которых предназначено для размещения стеклоизделий, а другое - для прохождения соответствующего штока 19,
Штоки 19 снабжены закрепленными головками 20 с эластичными вставками 21, выполненными в виде профилированных шаблоноа.
Штоки 19 входят в соединение с пнев- моцилиндрами 22.
Кран золотника 23 предназначен для включения и подачи воздуха в пневмоци- линдры22. Штоки 19 установлены с возможностью вращения посредством ведущей шестерни 25.
Планшайба 26 установлена под плитой 27, в которой размещены держатели 18 стеклоизделий. Планшайба 26 получает вращение от привода 28.
Корпус 1 с подвижной частью станка скреплен стойками 29.
Работа устройства осуществляется сле- дующим образом,
Стеклоизделие устанавливают в отверстия держателей 18 при отведенных вверх штоках 19 вместе с головками 20.
При установке стеклоизделий в отверстие держателей 18, они дном ложатся на
планшайбу 26. Затем с помощью зояотника 23 осуществляют подачу воздуха в пневмоцилиндры 22 и после этого при помощи
штоков 19 головок 20 стеклоизделия-прижимаются к планшайбе 26.
При включении электродвигателя 11 задается вращение шестерням 24 и.25 и соот- ветсвенно задается вращение штокам 19, а при включении электродвигателя 14. за дает- ся команда на опускание и подача штока 19 и прижим посредством головок 20 стеклоизделий дном к поверхности планшайбы 26.
. После окончания шлифовки стеклоизделий включают электродвигатель 14 на подъ- ем штоков 19, которые выводят головки 20 . из отверстия держателей 18, освобождая стеклоизделия.
При проведении замены планшайбы 26 вначале отсоединяют стойки 29 от корпуса 1 и затем подвижную часть станка выводят из зацепления с корпусом 1, для чего осуществляют ее подъем по направляющим штокам 16 вверх и затем с помощью каретки 2 и тельферной балки 3 отводят подвижную часть станка в сторону.
После замены планшайбы 26 подвижную часть станка в обратном порядке с помощью каретки 2 возвращают и закрепляют к ней стойки 29. Формула изобретения
Станок для шлифования дна стеклоизделий, содержащий корпус, планшайбу с приводом и закрепленные на плите пневмо- цилиндры, штоки которых связаны с меха- 0 низмом прижима, отличающийся тем,
что. с целью повышения точности центрирования, станок снабжен закрепленными на штоках головками с эластичными вставками и держателями стеклоизделий, каждый из которых выполнен в виде закрепленной на плите скобы,боковые стенки которой соединены основанием, при этом в последнем и в стенке скобы, противолежащей основанию, выполнены отверстия, одно из которых предназначено для размещения стеклйиз- делий, а другое - для прохождения соответствующего штока.
Фиг2
ФигЗ
фигЛ
| Станок для доводки торцов стеклоизделий | 1978 |
|
SU837779A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
