Изобретение относится к литейному производству, в частнрсти, к импульсным методам уплотнения литейных форм.
Известен способ уплотнения литейных форм импульсом сжатого врздуха, включающий засыпку материала (формовочнрй смеси) в опоку, герметизацию полости опоки, подачу сверху в закрытую полость импульса сжатого воздуха и вторичного уплотнения прессованием и устройство для уплотнения зернистых материалов, содержащее установленные друг на друга плиту-стул, модельную плиту с мрделями, наполнительную рамку и подвижную плиту с прессующей колодкой.
Однако известные технические решения обладают рядом недостатков: разрыхление верхних слоев формы, неравномерность уплотнения смеси в опоке
по высоте, увеличение времени цикла формообразования из-за разделения двух стадий уплотнения и рграничейные технологические возможности изготовления- сложных форм.v
Цель изобретения - сокращение времени уплотнения, повышение качества форм за счет более плртной укладки частиц фор- мовочной смеси и расширение технологических возможностей.
Поставленная цель достигается тем, что в способе уплотнения зернистых материалов, в частности, литейного формовочного материала, включающем засыпку материа- ла в опорку, герметизацию полости опоки, подачу сверху в закрытую полость импульса сжатого воздуха и вторичнрго уплотнения прессованием, на уплотняемую среду воздействуют импульсом в процессе движения
VJ
о VI со
прессовой плиты, начиная это воздействие непосредственно перед контактом с формовочной смесью. Устройство для уплотнения зернистых материалов, содержащее ресивер с импульсным клапаном, уплотнитель- ную рамку, прессовую плиту с отверстиями, управляющий клапан и привод, снабжено траверсой, на которой закреплены прессовая плита, ресивер и посредством упругой пневмоподвески-уплотнительная рамка, при этом привод выполнен в виде рычажного пневмоусилителя и шарнирно связан с траверсой, а управляющий клапан установлен на траверсе над импульсным клапаном,
При подаче сверху в закрытую полость импульса в процесс е движения прессовой плиты в замкнутом объеме волна сжатого воздуха, отражаясь от модельной плиты, контактирует с движущейся прессовой плитой, от которой, вновь отражаясь, воздействует на формовочную смесь, данный процесс происходит многократно, до контакта прессующей колодки с формовочной, смесью и окончательного уплотнения прессованием. .......
Многократно повторяемый процесс уплотнения и разрыхления верхних слоев формовочной смеси способствует улучшен ному перераспределению фракций зернистого материала в замкнутом объеме и заполнению мелкими фракциями пустот между крупными.
Давление, создаваемое упругой средой, повторяющей контур модели и последующее через короткий промежуток времени, в пределах 0,5 сек, прессование, позволяют получить равномерно уплотненную форму, расширить технологические возможности и существенно сократить цикл формообразования и энергозатраты на него за счет снижения давления прессования..
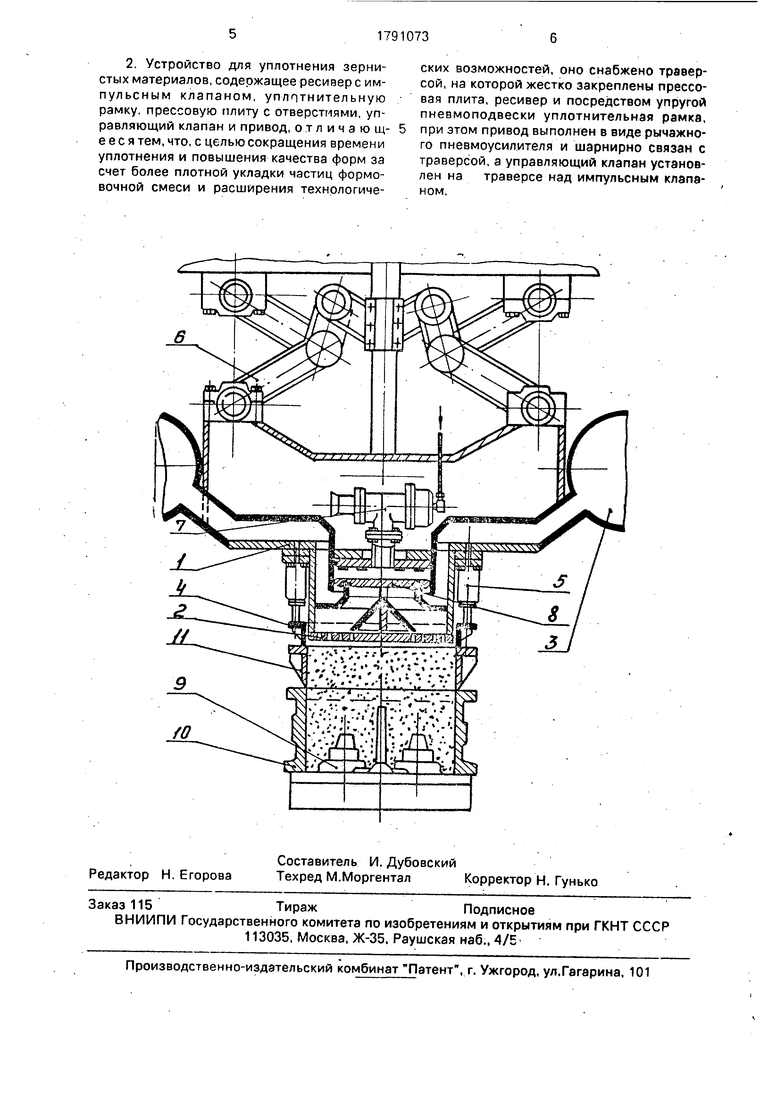
На чертеже изображено предлагаемое устройство.
Устройство содержит траверсу 1, на которой жестко закреплена прессовая плита 2 с отверстиями, ресивер 3, уплотнительную рамку 4, упругую пневмоподвеску 5 и привод 6, выполненный в виде рычажного пневмоусилителя и шариирно связанный с траверсой, управляющий клапан 7. установленный на траверсе 1 над импульсным клапаном 8, Модельную плиту с моделями .9, опоку 10 и наполнительную рамку 11.
Способ реализуется следующим образом: После засыпки формовочной смесью в полость, образованную опокой 10 и наполнительной рамкой 11, начинает движение траверса 1, в процессе движения которой происходит герметизация полости и непосредственно- перед контактом с формовочной смесью, на последнюю воздействуют импульсом сжатого воздуха через отверстия в прессовой плите 2 и уплотняют ее, при этом, в замкнутом объеме волна сжатого
воздуха, отражаясь от модельной плиты с моделями 9, контактирует с движущейся прессовой плитой 2, от которой, вновь отражаясь, воздействует на формовочную смесь, данный процесс происходит многократно,
0 до контакта прессовой плиты с формовочной смесью, после чего, смесь доуплотняет- ся прессовой плитой.
Устройство работает следующим образом: на модельную плиту с моделями 9 уста5 навливается опока 10 и наполнительная рамка 11. Полость опоки и рамки заполняется формовочной смесью,
В исходном состоянии траверса 1 находится в верхнем положении, импульсный
0 клапан 8 закрыт, привод 6 начинает перемещать траверсу 1 вниз, при движении которой упругая пневмоподвеска 5 воздействует на уплотнительную рамку 4 и осуществляет герметизацию полости, заполненной фор5 мовочной смесью, а непосредственно перед контактом с формовочной смесью, например, в интервале 0-20 мм, до ее поверхности, срабатывает управляющий клапан 7, и избыточное давление над импульсным кла0 паном 8 сбрасывается в атмосферу. Сжатый . воздух из ресивера 3 действует на импульсный клапан 8 снизу и перемещает его в верхнее положение, при этом, сжатый воздух из ресивера 3 поступает в образовав5 шийся зазор и через отверстия в прессовой плите 2 воздействует на формовочную смесь, вслед зэ воздействием импульса сжатого воздуха происходит доуплотнение прессовой плитой. После окончания процес0 са уплотнения, через управляющий клапан 7 подается воздух и запирает импульсный клапан 8. Привод б поднимает траверсу 1 в исходное состояние. Заформованная опока 10 снимается с модельной плиты 9.
5 формула изобретения
1. Способ уплотнения зернистых материалов, в частности литейного формовочного материала, включающий засыпку материала в опоку, герметизацию полости
0 опоки, воздействие на материал импульсом сжатого воздуха и последующее уплотнение прессованием, отличающийся тем, что, с Целью сокращения времени уплотнения и повышения качества форм за счет более
5 плотной укладки частиц формовочной смеси и расширения технологических возможностей, воздействие импульсом производят в процессе движения прессовой плиты, начиная это воздействие непосредственно перед контактом с формовочной смесью.
2. Устройство для уплотнения зернистых материалов, содержащее ресивер с им- пульсным клапаном, уплптнительную рамку, прессовую плиту с отверстиями, управляющий клапан и привод, отличающееся тем, что, с целью сокращения времени уплотнения и повышения качества форм за счет более плотной укладки частиц формовочной смеси и расширения технологических возможностей, оно снабжено траверсой, на которой жестко закреплены прессовая плита, ресивер и посредством упругой пневмоподвески уплотнительная рамка, при этом привод выполнен в виде рычажного пневмоусилителя и шарнирно связан с траверсой, а управляющий клапан установлен на траверсе над импульсным клапаном.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Формовочная машина | 1987 |
|
SU1535669A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
Использование: в литейнрм прризврдст- вё дл;я импульсного метрда уплртнёния литейных форм. Уплотнение зернистогр материала формоврчнрй смеси пррисхрдит за счёт импульс а сжатрго врздуха, прдача кртррргр осуществляется вр время движения прессующей и мнргркратнргр воздействия на смесь отраженной воздушной волны, а также прслёду(оЩёгр уплотнения прессованием. Устройство для его рсуществления срдё|эж1/|т траверсу, Прёссрвук плиту; ресивер, уплртнительную рамку, упругую пнев- мрподвеску и приврд; управляющий клапан, импульсный клапан, мрдельную плиту с моделями; При хрде ПРДВИЖНОЙ плиты с прессующей КРЛРДКРЙ вниз срабатывает управляющий клапан, который открывает импульсный клапан, сжатый воздух из ресивера через отверстия прессовой плиты воздействует на формовочную смесь и уплотняет ее, после чего смесь доуплотняет- ся прессующей колодкой. 2 с. п. ф-лы, 1 ил. СО с
