Изобретение относится к производству спеченных труб из твердого сплава.
Известно устройство по пблучению труб и заготовок сложной формы Из пластифицированного порошка, основанное на прессовании смеси в пресс-формах.
Однако, при прессовании длинномерных труб, благодаря способности сыпучего материала выстраивать арочные структуры при сжатии, образуются вдоль оси участки, разной плотности. Это приводит к разрушению самых заготовок или к получению бракованного изделия после спекания, таким образом прессование порошка в пресс-формах ограничивает возможность выпуска спеченных труб большой длины.
Наиболее близким техническим решением к изобоетению является установка для формования асбоцементных труб 1, которая содержит корпус с бункером, шнеком и ориентирующим волокна приспособлением, а также мундштук в виде горизонтального цилиндра с дорном.
Однако при получении заготовок из пластифицированного порошка отпадает необходимость в ориентирующем волокне приспособления, а встает задача получения изделия с равномерной плотностью.
Целью изобретения является обеспечение равномерной плотности вдоль оси трубыиз спрессованного пластифицированного порошка.
Указанная цель обеспечивается тем, что бункер снабжен дозирующим устройством, цилиндр с дорном выполнен с торцевой стенкой и поперечной перегородкой.
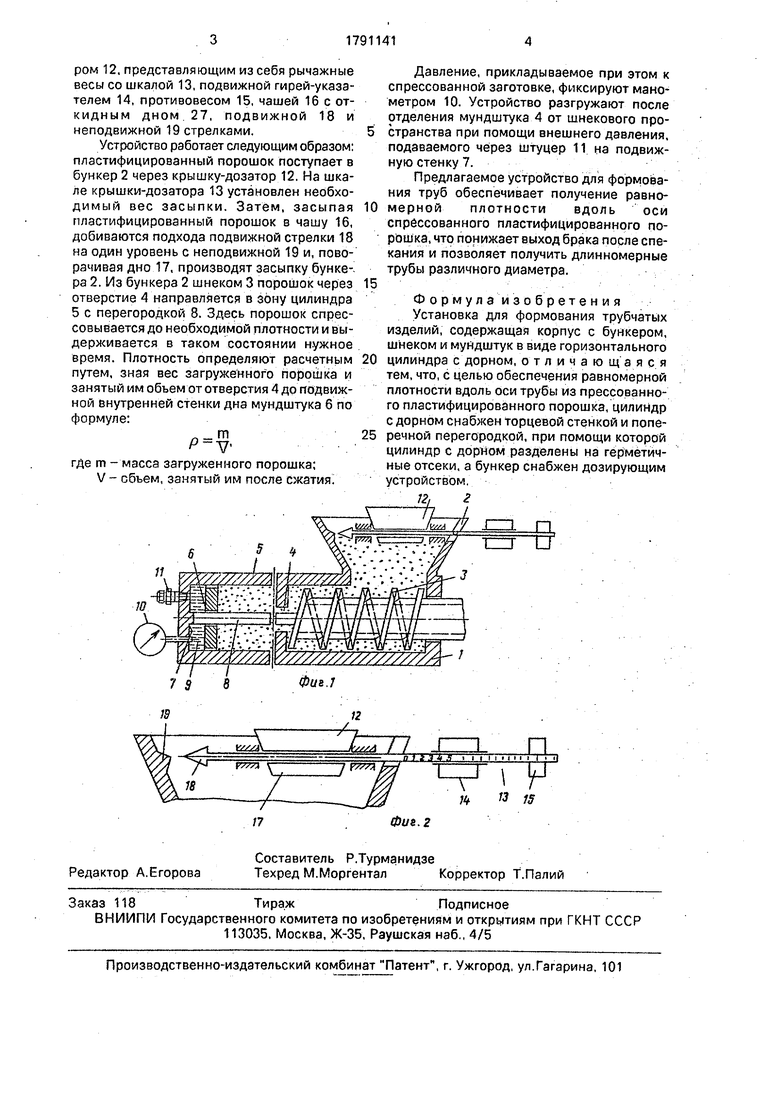
На фиг.1 изображена описываемая установка, продольный разрез; на фиг,2 - бункер с крышкой-дозатором.
Установка содержит корпус 1 с приемным бункером 2. шнеком 3, выходным отверстием 4, соединяющим зону шнека с цилиндром 5, а цилиндр 5 с торцевой стенкой 6 и подвижной стенкой 7 и, находящийся внутри цилиндра 5, перегородкой 8. Пространство между неподвижной внутренней стенкой 6 и подвижной внешней стенкой 7 заполнено жидкостью 9. Внешняя стенка 7 снабжена манометром 10 и штуцером 11. Бункер 2 закрыт крышкой-дозатоv|
О
N
ром 12, представляющим из себя рычажные весы со шкалой 13, подвижной гирей-указателем 14, противовесом 15, чашей 16 с откидным дном. 27, подвижной 18 и неподвижной 19 стрелками.
Устройство работает следующим образом: пластифицированный порошок поступает в бункер 2 через крышку-дозатор 12. На шкале крышки-дозатора 13 установлен необходимый вес засыпки. Затем, засыпая пластифицированный порошок в чашу 16, добиваются подхода подвижной стрелки 18 на один уровень с неподвижной 19 и, поворачивая дно 17, производят засыпку бункера 2. Из бункера 2 шнеком 3 порошок через отверстие 4 направляется в зону цилиндра 5 с перегородкой 8. Здесь порошок спрессовывается до необходимой плотности и выдерживается в таком состоянии нужное время. Плотность определяют расчетным путем, зная вес загруженного порошка и занятый им объем от отверстия 4 до подвижной внутренней стенки дна мундштука б по формуле:
„ m где m - масса загруженного порошка;
V - объем, занятый им после сжатия.
0
5
0
5
Давление, прикладываемое при этом к спрессованной заготовке, фиксируют манометром 10. Устройство разгружают после отделения мундштука 4 от шнекового пространства при помощи внешнего давления, подаваемого через штуцер 11 на подвижную стенку 7.
Предлагаемое устройство для формования труб обеспечивает получение равномерной плотности вдоль оси спрессованного пластифицированного порошка, что понижает выход брака после спекания и позволяет получить длинномерные трубы различного диаметра.
Фор мула изобретения Установка для формования трубчатых изделий, содержащая корпус с бункером, шнеком и мундштук в виде горизонтального цилиндра с дорном, отличающаяся тем, что, с целью обеспечения равномерной плотности вдоль оси трубы из прессованного пластифицированного порошка, цилиндр с дорном снабжен торцевой стенкой и поперечной перегородкой, при помощи которой цилиндр с дорном разделены на герметичные отсеки, а бункер снабжен дозирующим устройством.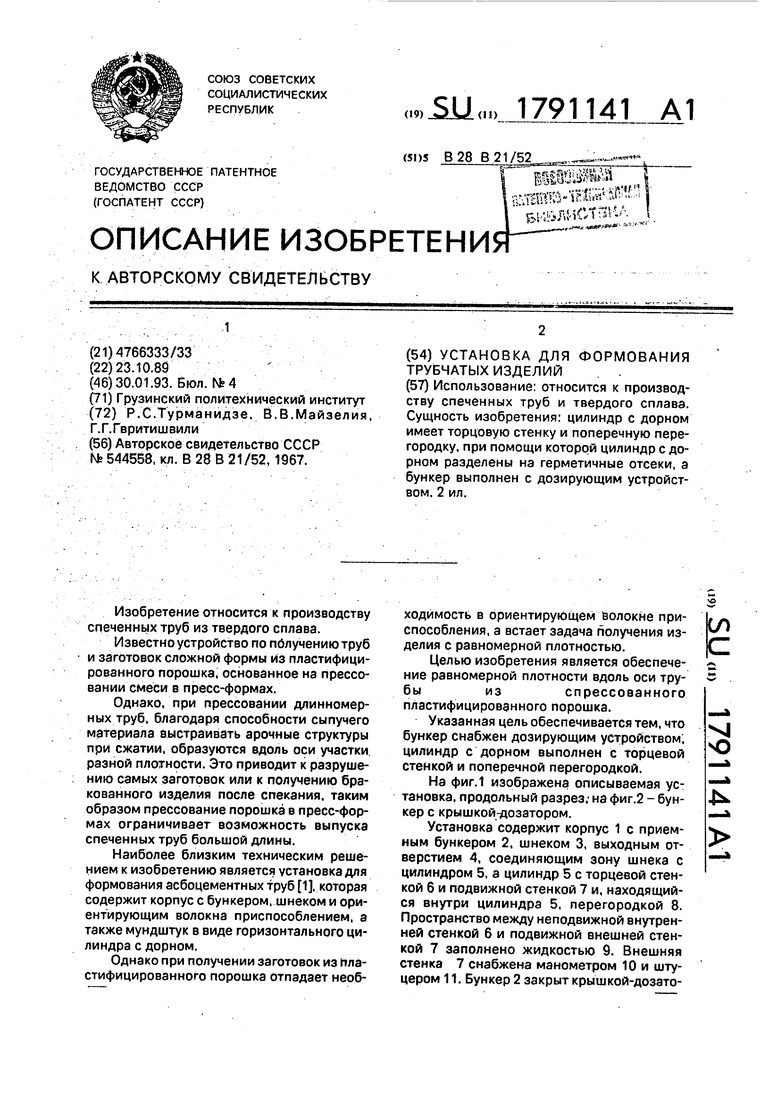
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| Способ изготовления высокоплотных спеченных изделий (его варианты) | 1982 |
|
SU1049184A1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| Устройство для непрерывного прессования порошков | 1982 |
|
SU1199447A1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| Способ непрерывного прессования порошков и устройство для его осуществления | 1982 |
|
SU1049188A1 |
| Устройство для дискретно-непрерывного формования длинномерных труб из порошка | 1990 |
|
SU1787689A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗ ПОРОШКА ТОНКОСТЕННЫХ ТРУБОК | 2004 |
|
RU2245219C1 |
| Способ получения профильных изделий из вторичного (спеченного)фторопласта-4 | 1973 |
|
SU441808A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
Использование: относится к производству спеченных труб и твердого сплава. Сущность изобретения: цилиндр с дорном имеет торцовую стенку и поперечную перегородку, при помощи которой цилиндр с дорном разделены на герметичные отсеки, а бункер выполнен с дозирующим устройством. 2 ил.
| Установка для формования асбестоцементных труб | 1967 |
|
SU544558A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
