Изобретение относится к машиностроению и может быть использовано для изготовления самостопорящихся гаек.
Наиболее близким техническим решением к изобретению является роторная машина для производства самостопорящихся гаек, содержащая основание, установленный на валу блокодержатель с пазами для загрузки элементов самостопорящихся гаек, жестко связанный с блокоДержателем барабан с ползунами и закрепленными на последних инструментами, кинематически связанную с блокодержателем и установленную на другом валу наклонную шайбу, шарнирно соединенную посредством шатунов с ползунами, а также привод вращения бяокодержателя и наклонной шайбы.
: Однако приведенная конструкция не позволяет производить регулировку углового и радиального смещений наклонной шайбы, что не дает возможность задавать необходимые параметры движения ползунов и инструментов роторной машины. Это не обеспечивает требуемое технологическое воздействие инструментов на изделия и ограничивает технологические возможности известной конструкции роторной машины: ;; - -Л:: ,-/.;. /; ; .. ::; ; ; V .: : .
Целью изобретения является расширение технологических возможностей,
Поставленная цель достигается тем, что роторная машина для производства самостопорящихся гаек, содержащая основание, установленный на валу блокодержатель с пазами для загрузки элементов самостопорящихся гаек, жестко связанный с блокодержателем барабан с ползунами и закрепленными на последних инструментами, кинематически связанную с блокодержателем и установленную на-другом валу наклонную шайбу, шарнирно соединенную посредством шатунов с ползунами, а также привод вращения блокодержателя и наклонной шайбы, снабжена механизмом регулировки относительного положения блокодержателя и наклонной шайбы, выполненным в виде установленных на основании с возможностью поворота и поступательного перемещения по вбротных салазок, размещенных на последних столов и смонтированных на столах связанных с приводом редукторов, при этом столы установлены с возможностью изменения угла Наклона и/или радиального смещения валов блокодержателя и наклонной шайбы относительно плоскости фзворотных салазок.
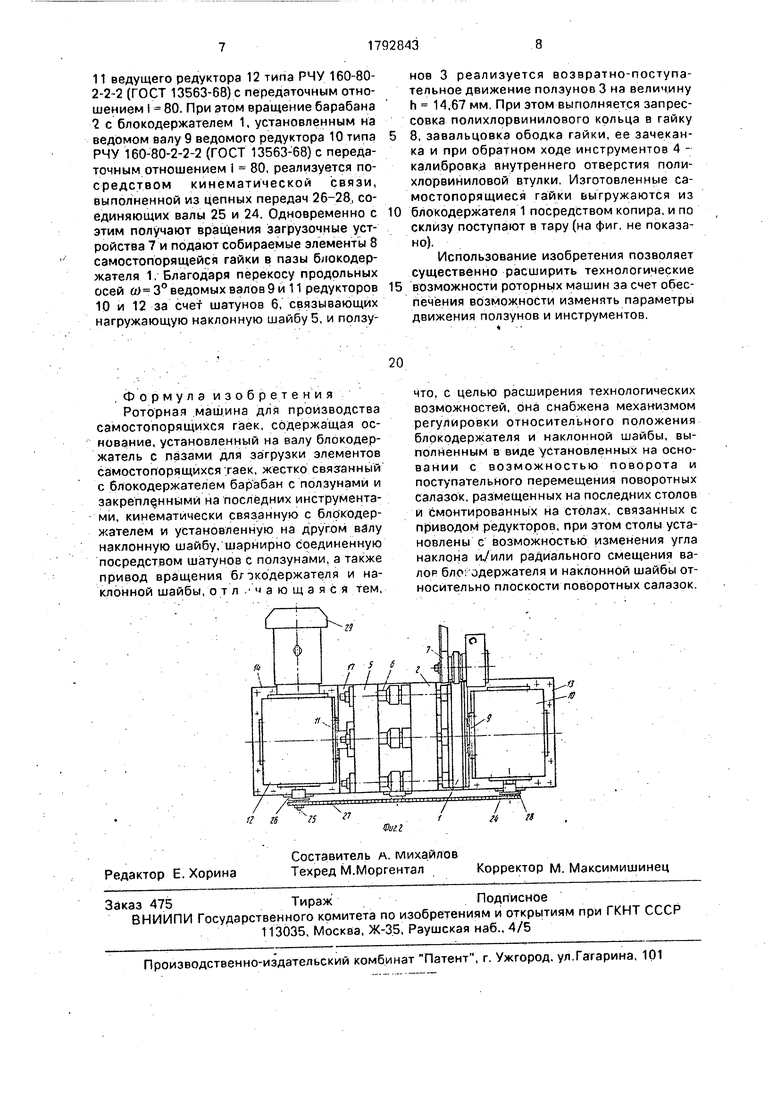
На фиг. 1 схематично изображена роторная машина для производства самостопорящихся гаек, продольный разрез; на фиг, 2 - то же, вид сверху.
Роторная машина для производства самостопорящихся гаек имеет блокодержатель 1 с пазами для загрузки элементов самостопорящихся гаек, жестко связанный
с блокодержателем 1 барабан с ползунами 3, на хвостовиках которых смонтированы инструменты 4, и кинематически связанную с блокодержателем 1 наклонную шайбу 5, шарнирно соединенную посредством шату0 нов б с ползунами 3. Блокодержатель 1 кинематически соединен с загрузочными устройствами 7 собираемых элементов 8 самостопорящейся гайки и закреплен на ведомом валу 9 ведомого редуктора 10, а
5 наклонная шайба 5 установлена на ведомом валу 11 ведущего редуктора 12, Роторная машина снабжена механизмом регулировки относительного положения блокодержателя 1 и наклонной шайбы 5, выполненным в
0 виде столов 13 и 14, поворотных салазок 15 и 16, смонтированных на общем основании 17 с возможностью поворота и поступательного перемещения. На сто лах 13 и 14 закрепляются редукторы 10 и 12 с воз5 можностью .поворота вокруг шарнирных очей 18 и 19 салазок 15 и 16 с помощью установочных винтов 20, при этом поворотные салазки 15 и 16 перемещаются в продольном направлении регулировочным
0 винтом 21, имеющим правую и левую резьбы. Благодаря, этому столы 13 и 14 имеют возможность изменения угла наклона и/или радиального смещения валов 9 и 11 блокодержателя 1 и наклонной шайбы 5 относи5 тельно плоскости поворотных салазок 15 и 16. Фиксирование столов 13 и 14 от поворота производится болтами 22, а закрепление поворотных салазок 15 и 16 от перемещения выполняется болтами 23. Вал 24 ведомого
0 10 и вал 25 ведущего 12 редукторов кинематически связаны между собой, например цепными передачами 26-28, причем ведущий редуктор 12 соединен с приводом 29 вращения.
5 Роторная машина работает следующим образом.
Вращение от привода 29 (фиг. 1) передается нагружающей наклонной шайбе 5, закрепленной на ведомом валу 11 ведущего
0 редуктора 12. При этом вращение барабана 2 с блокодержателем 1, установленным на ведомом валу 9 ведомого редуктора 10, реализуется посредством кинематической связи, например цепных передач 26-28, со5 единяющих валы 25 и 24. Одновременно с этим получают вращения загрузочные устройства 7 и подают собираемые элементы 8 самостопорящейся гайки в пазы блокодержателя 1, Благодаря перекосу продольных осей ведомых валов 9 и 11 редукторов 11 и
12 за счет шатунов 6, связывающих нагружающую наклонную шайбу 5 и ползуны 3, реализуется возвратно-поступательное движение ползунов 3. При этом выполняется технологическое воздействие инстру- ментов 4 на собираемые элементы 8 самостопорящейся гайки. Изготовленные самостопорящиеся гайки выгружаются из блокодержателя 1 посредством копира и по скпизу поступают в тару (на фиг. не показа-
н°) . :
Перед работой роторной машины выполняется настройка элементов машины на требуемые кинематические параметры дви- жс ния ползунов 3 с инструментами 4 отно- сигельно элементов 8 самостопорящейся га1ки, расположенной в пазах блокодержа- 1. При этом для обеспечения синусоидального закона движения ползунов 3 и инструментов 4 выполняется только один перекос осей ведомых валов 9 и 11 редук- то )ов 10 и 12 относительно друг друга на угол а) (фиг, 1). Это реализуется за счет по- воэотов стола 13 поворотных салазок 15 восруг оси 18 на угол м, и стола 14 пово- рогных салазок 16 вокруг оси 19 на угол У2 посредством установочных винтов 20. Причем выполнение заданного значения угла й перекоса осей валов 9 и 11 обеспе- чи зает только требуемую величину амплиту- ды возвратно-поступательного движения по 1зуновЗ и инструментов 4. Дополнительно этому регулировочным винтом 21, смонтиро- ва шым на основании 17, выполняется перемещение поворотных салазок 15 и 16 назстречу друг другу в горизонтальной плзскости, при этом производится подвод ин ггрументов 4 к элементам 8 сзмостопо- ря дейся.гайки. Это обеспечивает коор- амплитуды перемещений ин ггрумёнтов 4 в пространстве относительно собираемых элементов 8, что позволяет качественно реализовать заданное технологическое воздействие. После настройки и регулировки роторной машины, столы 13 и 14 фиксируются болтами 22, а поворотные салазки 15 и 16 закрепляются болтами 23. выполнения совместных перекоса осей на угол w и радиального смещения валов 9 и J1 на величину а (на фиг. не показано), редуктор 12 перемещается по столу 14 в сторону двигателя 29, после чего выполня- его закрепление. Это обеспечивает требуемую амплитуду и закон движения инструментов 4 относительно изделий 8, что значительно расширяет технологические возможности роторной машины.
i П р и м е р. Основные геометрические и кинематические параметры роторной машины следующие: диаметр начальной окружности инструментов d 280 мм; количество позиций инструментов Ир 16; угол перекоса осей редукторов (о 3,0°; ход инструментов h 14,67 мм; частота вращения электродвигателя 4A90LABV3 - п 750 об/мин; передаточное отношение ре- дукторой РЧУ 160-80-2-2-2 i 80.
Основные геометрические размеры элементов самостопорящейся гайки: диаметр резьбы М 20; высота ободка элемента гайки ho 8 мм; внутренний диаметр сборки элемента гайки dp 26 мм, общая высота элемента гайки Но 22 мм; наружный диаметр элемента гайки (полихлорвиниловая втулка) d.i - 25 мм; внутренний диаметр элемента гайки d2 17 мм; высота элемента гайки h 6 мм. Перед работой выполняется настройка элементов машины на требуемые параметры движения ползунов 3 с инструментами 4 относительно элементов 8 самостопорящейся гайки, расположенной в пазах блокодержателя 1, При этом для обеспечения хода инструментов на величину h 14,67 мм выполняется перекос осей валов 9 и 11 редукторов 11 и 12 относительно друг друга на угол со 3,0°. Это реализуется за счет поворотов стола 13 поворотных салазок 15 вокруг оси 18 на угол ол 1,5° и стола 14 поворотных салазок 16 вокруг оси 19 на угол (Ofi 1,5° посредством установочных винтов 20. Угол перекоса столов 13 относительно поворотных салазок 16 и 15 контролируется по шкалам нониуса отсчёта; установленным на поворотных салазках 16 и 15 (на фиг. не показано). Дополнительно этому, регулировочным винтом 21, смонтированным на основании 17, выполняется перемещение поворотных салазок 15 и 16 навстречу друг другу в горизонтальной плоское™, при этом производится подвод инструментов 4 к элементам 8 самостопорящейся гайки. Величина подвода поворотных салазок 15 и 16 контролируется по нониусу отсчета (на фиг. не показано). Это обеспечивает координацию амплитуды перемещений инструментов 4 в пространстве относительно собираемых элементов 8, что позволяет качественно реализовать заданное технологическое воздействие. После настройки и регулировки роторной машины, столы 13 и 14 фиксируются болтами 22, а поворотные салазки 15 и 16 закрепляются болтами 23.
При работе технологической машины вращение с частотой п 750 об/мин от электродвигателя 29 типа 4A90LABV3 (ГОСТ 19523-74) передается нагружающей наклонной шайбе,5, зakpeплeннoй на ведомом валу
11 ведущего редуктора 12 типа РЧУ 160-80- 2-2-2 (ГОСТ 13563-68)с передаточным отношением I 80. При этом вращение барабана с блокодержателем 1, установленным на ведомом валу 9 ведомого редуктора 10 типа РЧУ 160-80-2-2-2 (ГОСТ 13563-68) с передаточным отношением i 80, реализуется посредством кинематической связи, выполненной из цепных передач 26-28, соединяющих валы 25 и 24. Одновременно с этим получают вращения загрузочные устройства 7 и подают собираемые элементы 8 самостопорящейся гайки в пазы блокодержателя 1. Благодаря перекосу продольных осей й) 3° ведомых валов 9 и 11 редукторов 10 и 12 за Счет шатунов 6, связывающих нагружающую наклонную шайбу 5, и ползунов 3 реализуется возвратно-поступательное движение ползунов 3 на величину h 14,67 мм. При этом выполняется запрессовка полихлорвинилового кольца в гайку
8, завальцовкэ ободка гайки, ее зачекан- ка и при обратном ходе инструментов 4 - калибровка внутреннего отверстия поли хлорвиниловой втулки. Изготовленные самостопорящиеся гайки выгружаются из
блокодержателя 1 посредством копира, и по склизу поступают в тару (на фиг, не показано).
Использование изобретения позволяет существенно расширить технологические
возможности роторных машин за счет обеспечения возможности изменять параметры движения ползунов и инструментов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки роторного типа | 1989 |
|
SU1708639A1 |
| РАБОЧИЙ РОТОР РОТОРНЫХ МАШИН | 1973 |
|
SU397366A1 |
| Роторная линия для изготовления самостопорящихся гаек | 1988 |
|
SU1808638A1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями | 1989 |
|
SU1613257A2 |
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
| ЗЕМЛЕРОЙНАЯ МАШИНА | 1995 |
|
RU2085664C1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Рабочий ротор | 1989 |
|
SU1731591A1 |
| Рабочий ротор | 1977 |
|
SU733968A1 |
Сущность изобретения: роторная машина имеет блокодержатель 1 с пазами для загрузки элементов самостопорящихся гаек, жёстко связанный с ним барабан 2 с ползунами 3, наклонную шайбу 5. Роторная машина дополнительно снабжена механизмом регулировки относительного положенияо блокодержателя 1 и наклонной шайОы 5. Он выполнен в виде столов 13 и 14, поворотных салазок 15 и 16. При этом столы имеют возможность изменения угла наклона и/или радиального смешения валов блокодержателя и наклонной шайбы 5 относительно плоскости поворотных салазок. 2 ил.,
. Ф о р м у л а и з о б р е т е н и я
Роторная .машина для производства самостопорящихся гаек, содержащая основание, установленный на валу блокодер- жатель с пазами для загрузки элементов самостопорящихся гаек, жестко связанный с блокодержателем бар абан с ползунами и закрепленными на последних инструментами, кинематически связанную с блокодержателем и установленную на другом валу наклонную шайбу, шарнирно соединенную посредством шатунов с ползунами, а также привод вращения б/окодержателя и наклонной шайбы, о т л .- ч а ю щ а я с я тем,
что, с целью расширения технологических возможностей, она снабжена механизмом регулировки относительного положения блокодержателя и наклонной шайбы, выполненным в виде установленных на основании с возможностью поворота и поступательного перемещения поворотных салазок, размещенных на последних столов и смонтированных на столах, связанных с приводом редукторов, при этом столы установлены с возможностью изменения угла наклона и./или радиального смещения ва- ЛОР бло: одержателя и наклонной шайбы относительно плоскости поворотных салазок.
| Винтовой технологический ротор | 1989 |
|
SU1669762A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
