ва 6 1,2 мм были выбраны режимы сварки; сила тока I 55 А, скорость сварки V 4,32х хЮ м/с, расход охлаждающей жидкости Q 1,25 см /с, диаметр канала для подачи хладоагента составил 0,7 мм.
Для изготовления пористой вставки использовался сетчатый лист мелкоячеистой сетки ГОСТ 6613-73 из сплава ЭИ-702 с ячеёй 0,2 мм с простым переплетением, скрученной и уплотненной в форме прямоугольника, в котором выполнялось сквозное отверстие.
В процессе сварки контролировали наличие хладоагента за корпусом устройства для принудительного охлаждения. Визуальным осмотром.выплесков хладоагента обнаружено не было.
В дополнительных экспериментах с устройством для принудительного охлаждения, корпус которого был выполнен из органического стекла, а вставка из мелкоячеистой сетки, разбрызгивание и растекание хладоагента наблюдалось только по поверхности вставки и полное удаление хладоагента из внутренней полости корпуса устройства.
0
5
0
5
Использование такой конструкции устройства для принудительного охлаждения устраняет разбрызгивание и растекание хладоагента с наружной поверхности корпуса и обеспечивает полное удаление хладоагента с поверхности сварного соединения, что исключает брак от попадания хладоагента в зону сварки.
Использование заявляемого устройства при сварке с принудительным охлаждением позволяет за счет исключения подварок бракованных мест корпуса задней опоры ГТД получить экономический эффект на 1 изделие около 0,2 тыс.рублей.
Фор м у ла изобретения
Устройство для принудительного .охлаждения при сварке в среде защитных газов, содержащее полый корпус, внутри которого расположены канал для подачи хладоагента и канал для его эвакуации, о т- личающееся тем, что, с целью повышения качества сварных соединений путем улучшения эвакуации хладоагента от сварного шва, со стороны основания корпуса установлена пористая вставка, в передней части которой выполнено отверстие, соос- ное каналу для подачи хладоагента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184021C2 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И СОЕДИНЕНИЕ ДВУХ ДЕТАЛЕЙ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2007 |
|
RU2441735C2 |
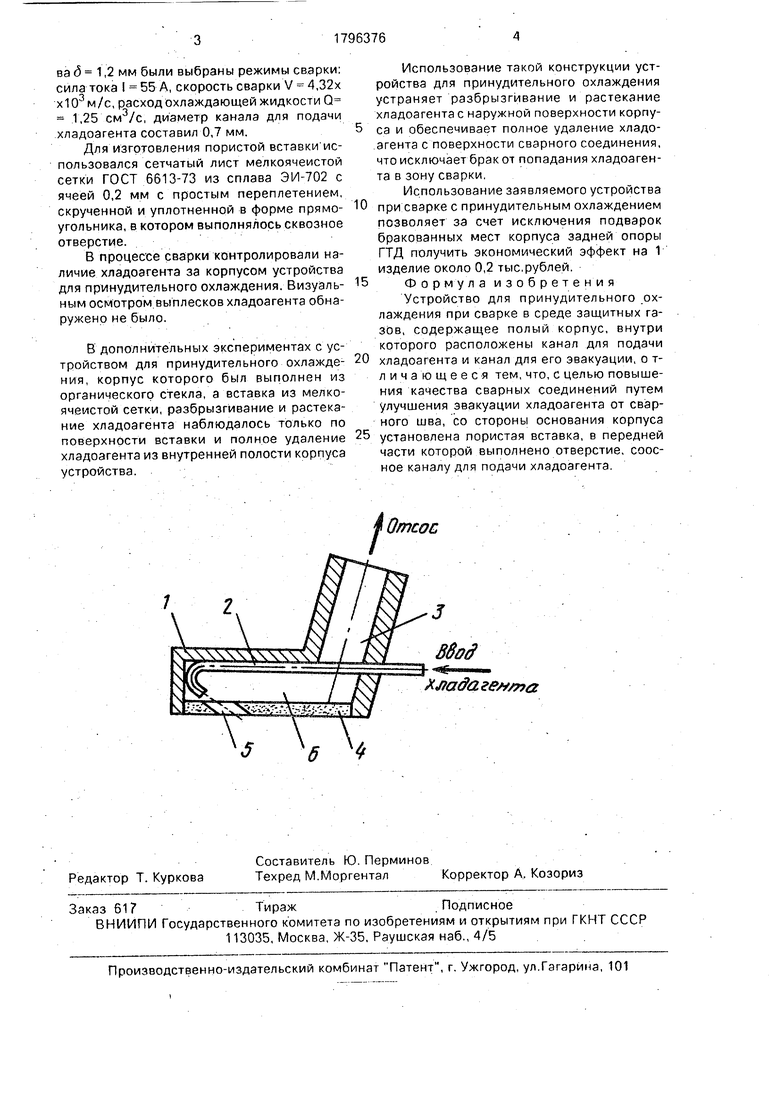
Использование: при сварке в среде защитных газое тонколистовых соединений с принудительным охлаждением. Целью изобретения является повышение качества сварных соединений путем улучшения эвакуации хладоагента и сварного шва. Сущность изобретения: в полости устройства для принудительного охлаждения установлена служащая основанием для корпуса пористая вставка. В передней части вставки выполнено отверстие, соосное с каналом для подачи хладоагента. 1 ил. гласно ОСТ 1.42138-82, из канала для подачи охлаждающей среды 2 на сваренный участок шва через отверстие 5 в пористой вставке 4 подается хлздоагент. Поверхностные явления на границе пористой вставки препятствуют вытеканию жидкости из-под корпуса устройства для принудительного охлаждения. Одновременно пористая поверхность вставки 4 обеспечивает беспрепятственное прохождение сквозь нее хладоагента во внутреннюю полость 6 устройства для принудительного охлаждения, откуда удаляется в виде водовоздушной смеси через канал для эвакуации хладоагента 3. Производили сварку с принудительным охлаждением образцов из сплава ВЖ-101 толщиной 1,2 мм. Устройство для принудительного охлаждения закрепляли на корпусе, позади сварочной горелки по отношению к направлению сварки. По рекомендациям ОСТ 1.42138-82 в соответствии с толщиной свариваемого спла у Ё VJ О о СА) VJ О
| Прижим для сварки | 1977 |
|
SU625890A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки плавлением | 1979 |
|
SU859074A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварка с принудительным охлаждением локально-направленными струями нержавеющих и жаропрочных дисперсионно- твердеющих материалов | |||
| Типовой технологический процесс | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М..: НИАТ, 1982 | |||
| Изобретение относится к сварочному производству и может быть использовано при сварке в среде защитных газов тонколистовых соединений с принудительным охлаждением | |||
| Целью изобретения является повышение качества сварных соединении путем улучшения эвакуации хладоагента со сварного шва | |||
| На чертеже представлено устройство для принудительного охлаждения, общий вид | |||
| Устройство работает следующим образом | |||
| Перед сваркой устройство для принудительного охлаждения закрепляется на корпусе сварочной горелки и совместно с ней устанавливается на стык свариваемых деталей | |||
| Включается отсос | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| После выполнения начального участка шва без охлаждения, со(54) УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ОХЛАЖДЕНИЯ | |||
