Изобретение относится к области станкостроения и может быть использовано для нарезания резьбы в прямоугольных пластинчатых деталях.
Цель изобретения - повышение надежности работы устройства.
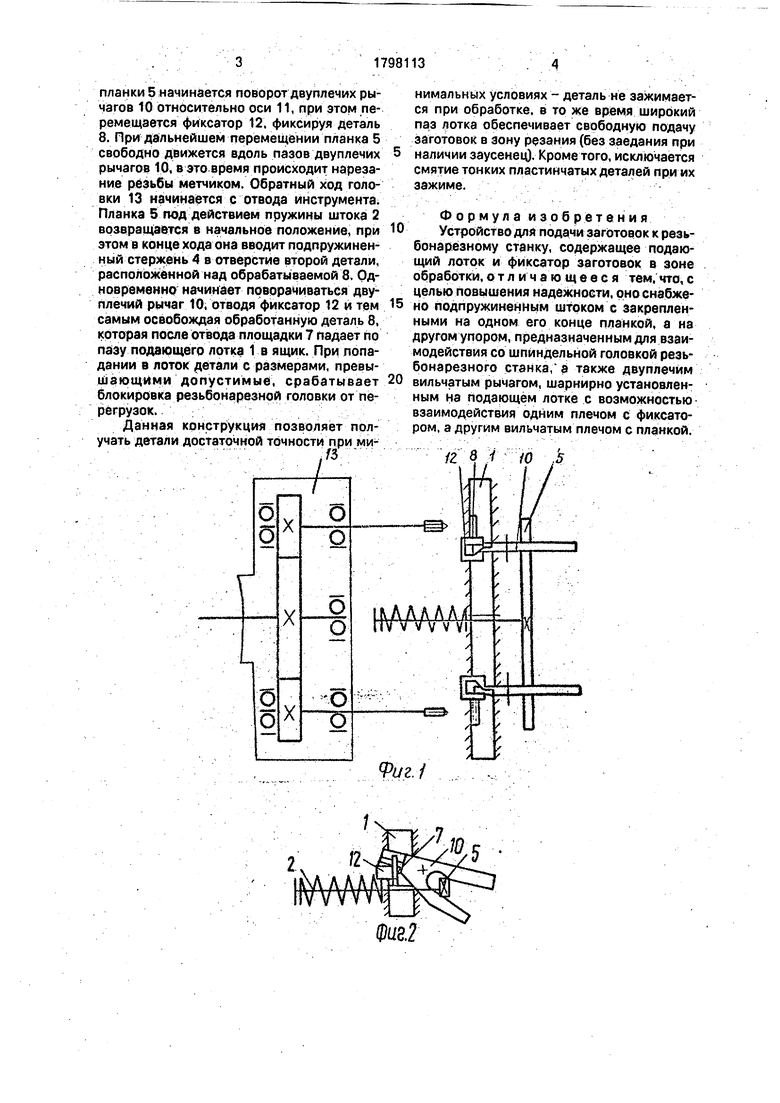
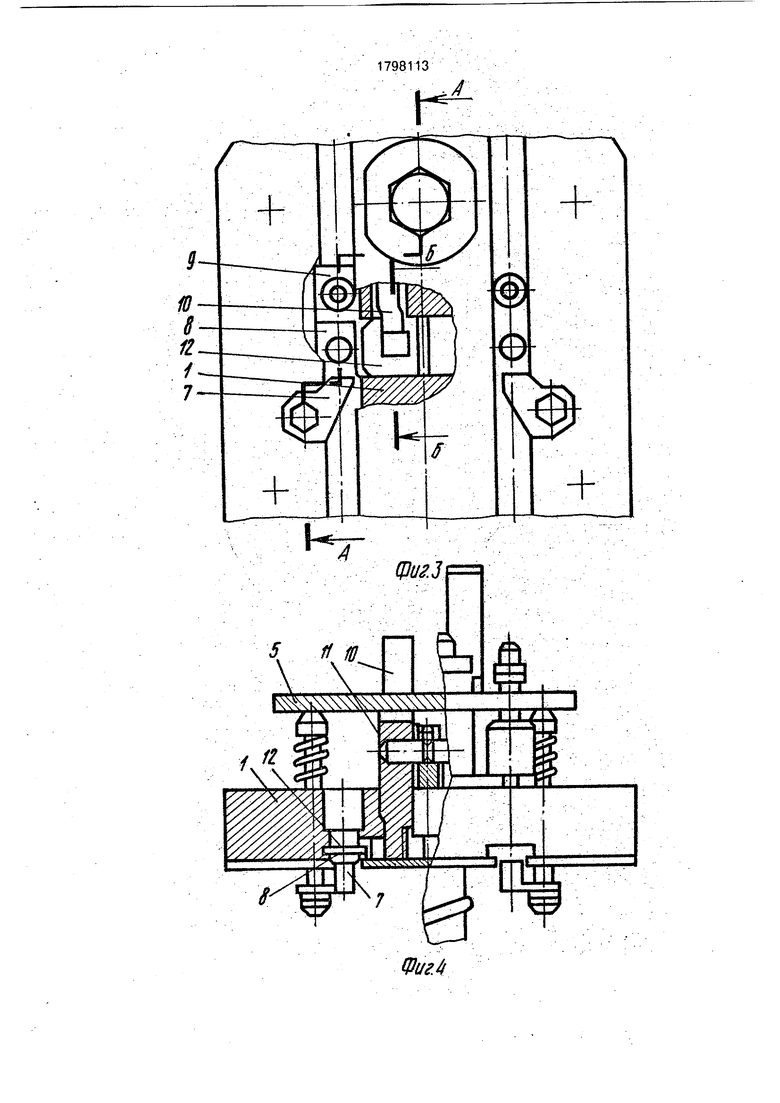
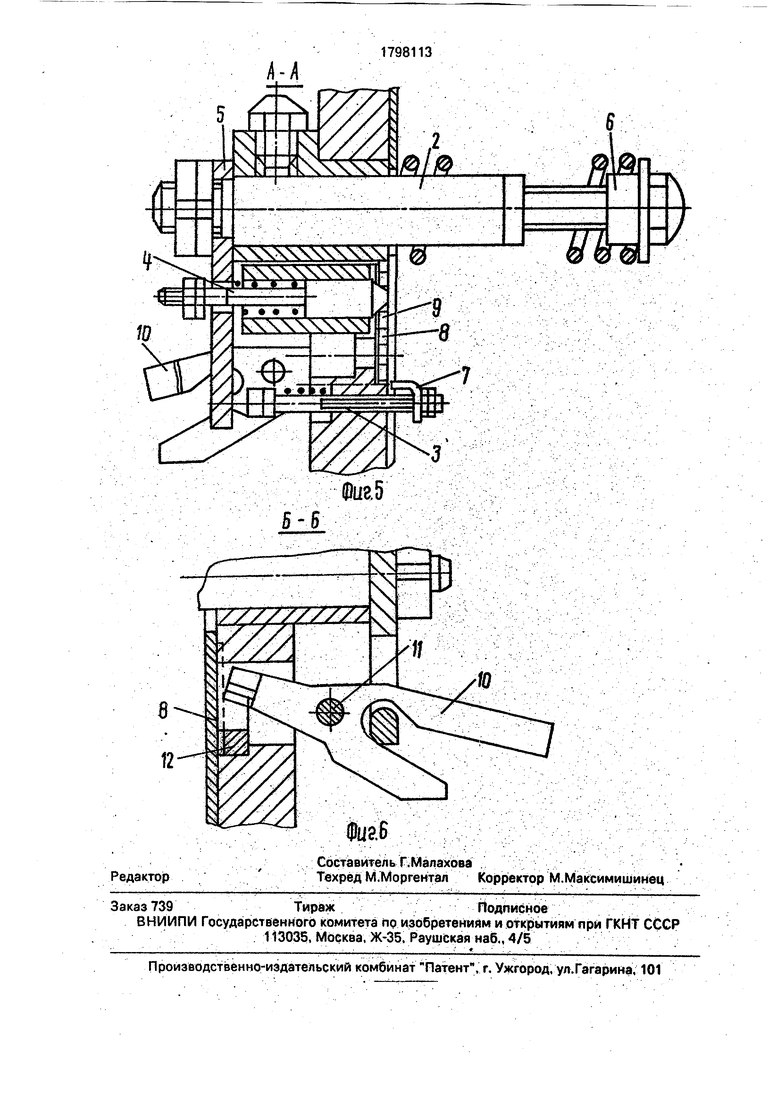
На фиг.1 показана кинематическая схема обработки; на фйг.2 -схема взаимодей ствйя планки с рычагом; на фиг.З - общий вид устройства; на фиг.4 - то же, вид сверху; на фиг.5 и 6 - сечение А-А и Б-Б на фиг.З.
Устройство содержит подающий лоток 1, по пазам которого из вйбробункера (не показан) перемещаются заготовки в зону обработки. В корпусе подающего лотка перемещаются подпружиненный шток 2 и подпружиненные стержни 3 и 4 заготовок. На одном конце подпружиненного штока 2 закреплена планка 5, а на другой регулируемый упор 6. На стержне 3 имеется площадка 7 для поддержания снизу обрабатываемой детали 8, а стержень 4 фиксирует вторую деталь 9. Кроме того, в пазах подающего лотка 1 шарнирно установлены двуплечие рычаги 10, которые поворачиваются относительно оси 11. Один конец рычага взаимодействует с фиксатором 12, который, перемещаясь в пазу корпуса подающего лотка, уменьшает ширину паза подающего лотка 1. (А + 0.5 мм) в месте обработки детали до размера А + 0,01 мм (А - ширина детали). Таким образом Деталь оказывается зафиксированной в месте обработки с точностью, соответствующей допуску на размер ширины детали а. Второй конец двухплечегО рычага 1.0 представляет собой паз в виде вилки, охватывающей перекладину планки
5. - ;;.. - -;.- ..; -.,
Устройство работает следующим образом. / - - ;. .Двухшпиндёльная головка 13 своим корпусом надавливает на регулируемый упор 6 подпружиненного штока 2 который перемещается, неся на себе планку 5. Планка 5 освобождает подпружиненный стержень 3, который вводит площадку 7 в паз подающего лотка 1, по которому скользят заготовки. Двигаясь дальше, планка 5 отводит подпружиненный стержень 4 и детали 8 падают на площадку 7. С начала движения
ел
G
VJ
ч со
СА)
планки 5 начинается поворот двуплечих рычагов 10 относительно оси 11, при этом перемещается фиксатор 12. фиксируя деталь 8. При дальнейшем перемещении планка 5 свободно движется вдоль пазов двуплечих рычагов 10, в это время происходит нарезание резьбы метчиком. Обратный ход головки 13 начинается с отвода инструмента. Планка 5 под действием пружины штока 2 возвращается в начальное положение, при этом в конце хода она вводит подпружиненный стержень 4 в отверстие второй детали, расположенной над обрабатываемой 8. Одновременно начинает поворачиваться дву- плечий рычаг 10, отводя фиксатор 12 и тем самым освобождая обработанную деталь 8, которая после отвода площадки 7 падает по пазу подающего лотка 1 в ящик. При попадании в лоток детали с размерами, превы- шающими допустимые, срабатывает блокировка резьбонарезной головки от перегрузок.
Данная конструкция позволяет получать детали достаточной точности при ми0
5
0
нимальных условиях - деталь не зажимается при обработке, в то же время широкий паз лотка обеспечивает свободную подачу заготовок в зону резания (без заедания при наличии заусенец). Кроме того, исключается смятие тонких пластинчатых деталей при их зажиме.
Формула изобретения Устройство дли подачи заготовок к резьбонарезному станку, содержащее подающий лоток и фиксатор заготовок в зоне обработки, о т л и ч а ю щ е е с я тем/что, с целью повышения надежности, оно снабжено подпружиненным штоком с закрепленными на одном его конце планкой, а на другом упором, предназначенным для взаимодействия со шпиндельной головкой резьбонарезного станка, а также двуплечйм вильчатым рычагом, шарнирно установленным на подающем лотке с возможностью взаимодействия одним плечом с фиксатором, а другим вильчатым плечом с планкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нарезания резьбы метчиком | 1987 |
|
SU1414533A1 |
| Автомат для нарезания резьбы в отверстиях, расположенных с двух сторон детали | 1987 |
|
SU1579668A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1505748A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| Загрузочное устройство | 1985 |
|
SU1301630A1 |
Использование: при нарезании резьбы в прямоугольных пластинчатых деталях. Сущность изобретения: устройство для подачи заготовок содержит подающий лоток, по которому заготовки перемещаются в зону обработки. Двухшпиндёльная головка станка своим корпусом надавливает на регулируемый упор подпружиненного штока, который несет на другом конце планку. Планка освобождает подпружиненные стержни и деталь падает на площадку. Далее начинается поворот двуплечих вильчатых рычагов, которые взаимодействуют с фиксатором, который перемещаясь в пазу подающего лотка, фиксирует деталь в зоне обработки. 6 ил.
ад/г.-/
| Якухин В.Г | |||
| и др | |||
| Изготовление резьбы | |||
| Справочник, М.: 1989, с.58, рис.ЗОа. |
