Изобретение относится к станкостроению и может быть использовано для автоматизации технологических процессов.
Цель изобретения - расширение технологических возможностей за счет автоматической переналадки устройства для приёма и выдачи тары в зависимости от изменения технологического процесса обработки деталей и возможности обеспечения требуемой ориентации тары.
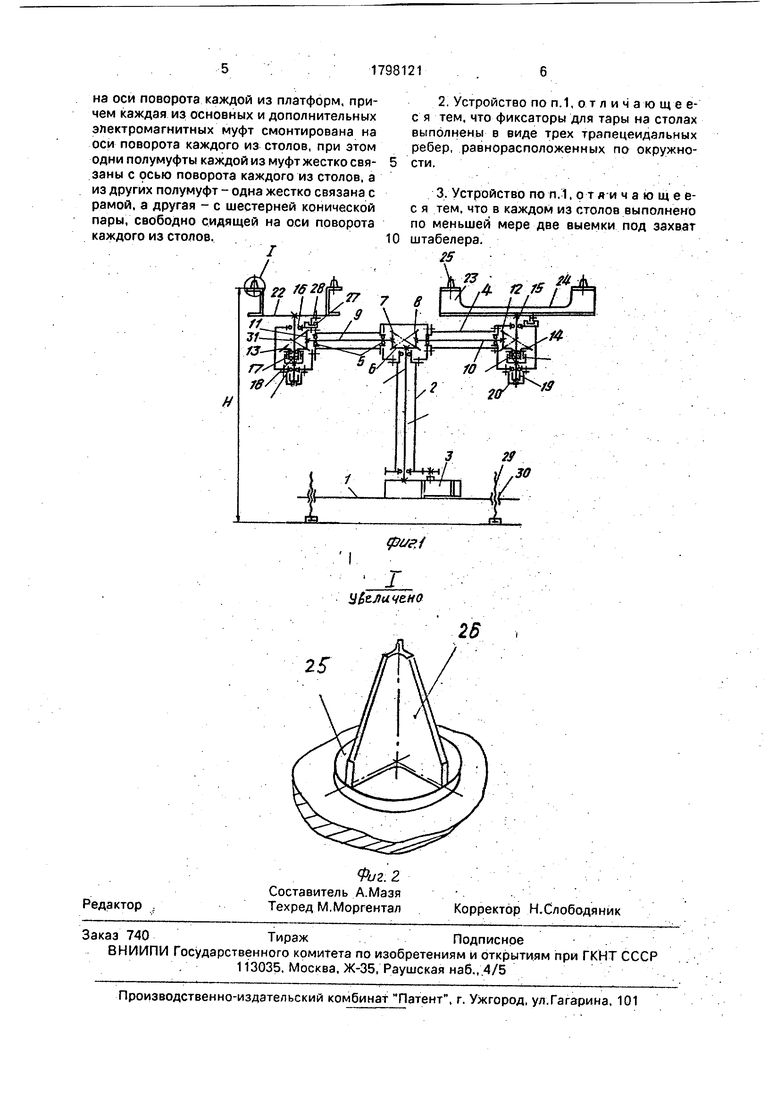
На фиг, 1 дана кинематическая схема устройства для приема и выдачи тары; на фиг.2 - фиксатор тары.
Устройство содержит основание 1 с установленной на нем поворотной стойкой 2 от редуктора 3 привода и смонтированной на стойке 2 рамой 4.
На оси 5 поворота стойки 2 жестко закреплена коническая шестерня б. Она находится в зацеплении с двумя зубчатыми
коническими шестернями 7 и 8, каждая из которых жестко связана со своим валом 9 и ТО соответственно. Валы 9 и 10 находятся в подшипниках, расположенных в раме 4, причем вторые концы валов 9 и 10 жестко связаны с коническими зубчатыми шестернями 11 и 12. Коническая зубчатая шестерня 11 находится в зацеплении с конической зубчатой шестерней 13, а шестерня 12 - с шестерней 14, Конические зубчатые шестерни 13 и 14 установлены на соответствуют щихосях 15, Шестерни 13 и 14 размещены с возможностью поворота в подшипниках 16 относительно осей 15. На осях 15 находятся электромагнитные муфты, состоящие из полумуфт 17 и 18, обеспечивающих кинематическое замыкание оси с дополнительными электромагнитными муфтами, состоящими из полумуфт 19 и 20, установленных на шестернях 13 и 14. Число зубьев
ы ю со
ю
шестерен б, 7, 8 и 11, 13 и 12, 14 должно быть:
Кб К Ke; Kn 2Kia; Ки 2 Км, (1) гдеК 1,2,3...
Каждая из осей 15 находится в подшипниках 21, расположенных в раме 4. На одном конце каждой из осей 15 жестко закреплен стол 22, а второй конец оси 15 кинематически связан с полумуфтами 17 и 18, закрепленными на столах 22 через полумуфты 19 и 20. На каждом столе 22 закреплены выступы 23, выполненные в виде швеллеров/на боковых поверхностях которых имеются выемки 24 под захват штабе- jiepa. На выступах 23 закреплены фиксаторы 25 для тары. Фиксаторы 25 выполнены в виде трех трапецеидальных радиальных ребер 26, расположенных относительно друг друга под углом 2/3 . Положение столов 22 относительно пово- ротнрй стойки 2 контролируется датчиком положения 27, установленным на раме 4, а указатель 28 закреплен на столе 22. В нижней части основания 1 установлены лапы с возможностью регулирования столов 22 по высоте Н при помощи винта 29, соединенного шарнирно с лаггой и гайкой 30, жёстко связанной с основанием 1. Столы 22 установлены таким образом, что один из них находится, например, в зоне ячейки стеллажа, а второй - у рабочей зоны металлорежущего станка. Установка стола 22 осуществляется вручную во время отладки оборудования. Переналадка стола при смене технологического процесса осуществляется в автоматическом режиме от ЭВМ. ; При технологическом процессе № 1 устройство работает следующим образом. По- рле установки тары на стол 22 ЭВМ дает команду приводу на поворот стойки 2, при повороте стойки 2 столы 22 остаются неподвижными относительно стойки 2. Фиксация столов 22 обеспечивается полумуфтами 19 и 20, блокирующими ось 15 с поворотной: стойкой 2. При этом полумуфты 17 и 18 остаются расфиксированными, т.е. они кинематически не замыкают ось 15 с полумуфтами шестерен 13 и 14. Положение столов 22 контролируется датчиками 27. При этом длинные стороны столов 22 у рабочей зоны станка в ячейке стеллажа параллельны оси шпинделя станка и оси стеллажа.
Переналадка стола по технологическому процессу № 2 при другом типе размера тары осуществляется следующим образом. ЭВМ дает команду полумуфте 17 на фикса- ; цию к лолумуфте 19 на расфиксацию стола 22, находящегося у рабочей зоны станка, Затем привод поворачивает стойку 2 вокруг
вертикальной оси 5 на угол я, при этом стол, находящийся у рабочей зоны станка, займет положение в ячейке стеллажа. Причем длинная сторона стола. 22 встанет перпендикулярно оси стеллажа. Такое положение стола обеспечивает за счет кинематического замыкания оси 15, жестко связанной со столом 22, через полумуфту 17, шестерню 13 с шестерней 11.
При повороте стойки 2 происходит обе- ганиё зубчатых конических шестерен 7 и 8 вокруг неподвижной шестерни 6. При этом валы 9 и 10 будут передавать вращательные движения шестерням 11 и 12, входящим в
5 зацепление с шестернями 13 и 14. Шестерня 13, вращаясь, повернет ось 15, с которой жестко связан стол на угол л 12. При этом другая платформа стола останется непод вижной относительно поворотной стойки 2,
0 а к рабочей ; зоне станка выйдет длинной стороной параллельно оси шпинделя станка. Далее ЭВМ дает команду на фиксацию полумуфте 18 и одновременно на расфиксацию полумуфты 20 После выполнения этих
5 команд устройство готово для работы по технологическому процессу №2.
При использовании устройства на других технологических операциях, например, комплектации деталей или сборке, разборке
0 спутников для станков типа обрабатывающий центр, стол 22, находящийся на позиции комплектации, для удобства может быть не зафиксирован относительно поворотной стойки 2..
5 Формула изобретения
1. Устройство для приема и выдачи тары, содержащее размещенную на основа- нии стойку, кинематически связанную посредством зубчатой передачи с приводом
0 ее вращения вокруг оси, смонтированную настойке раму, несущую на концах поворотные вокруг своих осей столы с фиксаторами для тары, кинематически связанные посредством валов с редуктором, установленным
5 на стойке, и электромагнитные муфты, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения требуемой переориентации тары, оно снабжено дополнительными
0 электромагнитными муфтами, а редуктор выполнен в виде конических шестерен, одна из которых закреплена на оси поворота стойки с возможностью взаимодействия с двумя другими, каждая из которых смонти5 рована на одном из концов каждого из валов, соединенных с осью поворота каждого из столов посредством дополнительно введенных конических пар, одна из шестерен которых закреплена на другом конце каждого из валов, а другая установлена свободно
на оси поворота каждой из платформ, причем каждая из основных и дополнительных электромагнитных муфт смонтирована на оси поворота каждого из столов, при этом одни полумуфты каждой из муфт жестко связаны с осью поворота каждого из столов, а из других полумуфт - одна жестко связана с рамой, а другая - с шестерней конической пары, свободно сидящей на оси поворота каждого из столов.
/
0
2. Устройство по п.1, отличаю щ е е- с я тем, что фиксаторы для тары на столах выполнены в виде трех трапецеидальных ребер, равнорасположенных по окружности.
3. Устройство по п.1, о т д-и чающее- с я тем. что в каждом из столов выполнено по меньшей мере две выемки под захват штабелера.
25
23

| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Устройство для обработки многозаходных винтовых канавок | 1990 |
|
SU1812013A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2006 |
|
RU2313478C1 |
| Автомат универсально-гибочный, штамповочный, модульного типа | 1989 |
|
SU1813585A1 |
| Гайковерт | 1983 |
|
SU1131644A1 |
Изобретение относится к станкостроению и-может быть использовано для автоматизации технологических процессов. Цель изобретения - расширение технологических возможностей за счет автоматической переналадки устройства для приема и выдачи тары в зависимости от изменения технологического процесса обработки деталей и возможности обеспечения требуемой ориентации тары. На основании установлена поворотная стойка с рамой. На осях установлены электромагнитные муфты, состоящие из полумуфт, обеспечивающих кинематическое замыкание оси с дополнительными электромагнитными муфтами. На одном конце каждой из осей жестко закреплен стол, другой же конец оси кинематически связан с полумуфтами. На столах закреплены выступы в виде швеллеров., на боковых поверхностях которых выполнены выемки под захват штабелерз. На выступах закреплены фиксаторы для тары. Положение столов относительно поворотной стойки контролируется датчиком положения, установленным на раме. Переналадка стола при смене технологического процесса осуществляется в автоматическом режиме от ЭВМ. 2 з.п, ф-лы, 2 ил,|СЛ
Увеличено
| Магазинное устройство | 1985 |
|
SU1326376A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
