Изобретение относится к области машиностроения, в частности к конструкции устройств для последовательного шлифования торцов цилиндрических деталей, имеющих грат на одном торце.
Целью изобретения является упрощение конструкции при обработке цилиндрических деталей, в том числе с гратом на торце, за счет исключения их предварительной ориентации и промежуточного переворота.
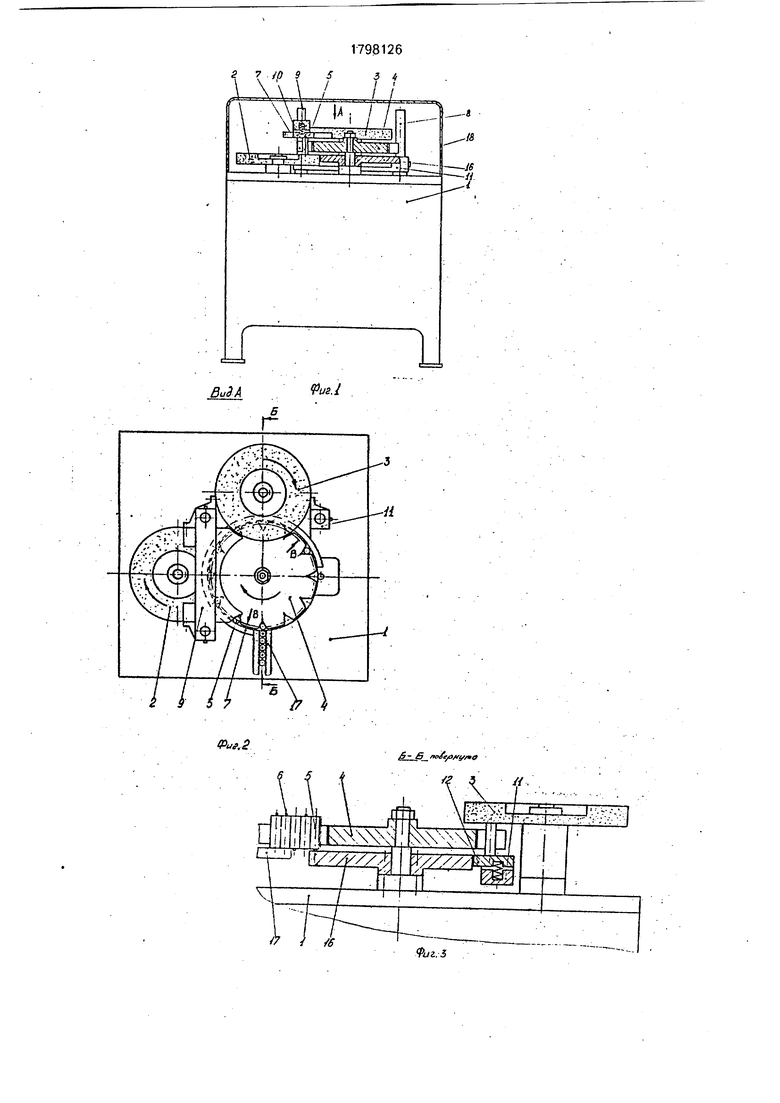
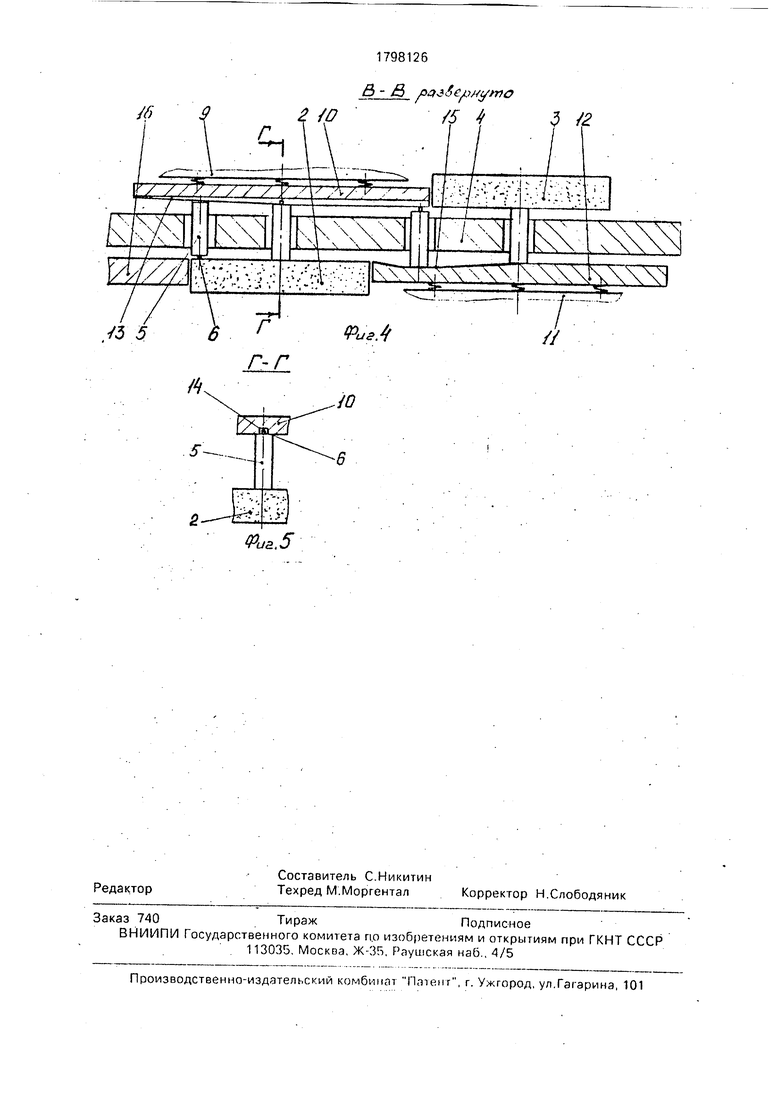
На фиг.1 показан общий вид устройства; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - разрез Г-Г на фиг.4.
Устройство для последовательного шлифования торцов цилиндрических деталей содержит корпус 1, внутри которого находится привод (не показан), кинематически связанный, например, клиноременными передачами с тремя шпинделями, выходные концы которых расположены снаружи корпуса 1, причем на концах двух из них установлены шлифовальные круги 2 и 3, а на третьем-диск 4 с гнездами для размещения деталей, например деталей 5 с гратом 6. Оси всех шпинделей устройства расположены параллельно друг другу. Диск 4 установлен между торцами шлифовальных кругов 2 и 3, а вокруг диска 4 расположена дугообразная планка 7. Сверху на корпусе 1 размещены скалки 8, на которых установлены с возможностью вертикального перемещения прижим 9 деталей с копиром 10 и прижгтм 11 деталей с копиром 12, причем копир 10 подпружинен в направлении к торцу шлифовального круга 2, а копир 12 подпружинен соответственно в направлении к торцу шлифовального круга 3. Копир 10 выполнен в виде плоской план кй, имеющей заходную фаску 13 и кольцевую канавку 14, центр которой лежит на оси диска 4. Копир 12выпол- .нен в виде плоской планки, имеющей на начальном участке трапециеобрлзную вы о
00
Jk
ю о
емку 15. На корпусе 1 под диском 4 размещен опорный диск 16, к которому прикреплен кронштейн 17, подающий детали 5 из вибробункера или другого устройства (не показано) в гнезда диска 4. Шпиндели шлифовальных кругов 2 и 3 оснащены механизмами подъема (не показаны), располо- женными в корпусе 1 устройства.. Механизмами подъема осуществляют настройку шлифовальных кругов 2 и 3 так, чтобы размер между их торцами равнялся размеру обработанной детали 5. Кроме того, прижим 9 устанавливают на скалках 8 так, чтобы размер между плоской поверхностью копира 10 и торцом шлифовального круга 2 равнялся размеру обработанной детали 5 плюс заданный припуск на подшли- фовку верхнего торца, а прижим 11 устанавливают на скалках 8 так. чтобы размер между плоской поверхностью копира 12 и торцом шлифовального круга 3 равнялся размеру обработанной детали 5. Сверху устройство закрыто кожухом 18.
Устройство для последовательного шлифования торцов цилиндрических деталей работает следующим образом.
Из вибробункера (не показан) по. кронштейну 17 детали 5 поступают в гнезда диска А. Вращением диска 4 детали 5 подаются на шлифовальный круг 2, яри этом нижний торец каждой детали 5 опирается на опорный диск 6, а ее боковая поверхность соприкасается с дугообразной планкой 7, обеспечивающей устойчивое вертикальное положение деталей 5 относительно горизонтальной плоскости устройства на всем пути их движения После поступления детали 5 на шлифовальный круг 2 ее нижний торец начинает постепенно и равномерно прижиматься к нему за счет того, что верхний торец детали проходит в это время по заходной фаске 13 копира 10. При выходе верхнего торца дета ли 5 на плоскую поверхность копира 10 и движения по ней проис- ходитокончательная подшлифовка нижнего торца детали 5. После схода детали 5 с шлифовального круга 2 ее нижний конец попадает на трапециеобразную выемку 15 копира 12. При дальнейшем движении дета- . ли 5 по наклонной стороне выемки 15 верхний торец детали 5 начинает постепенно и
равномерно прижиматься к торцу шлифовального круга 3. При выходе нижнего торца детали 5 на плоскую поверхность копира 12 и движения по ней происходит окончательная подшлифовка верхнего торца детали 5. После выхода из-под шлифовального круга 3 обработанные детали 5 автоматически выгружаются из устройства.
Работа устройства при удалении грата 6
с деталей 5.
При поступлении деталей 5 с верхним расположением грата 6 он проходит внутри кольцевой канавки 14 копира 10, т.к. оси траектории движения детали 5 с гратом 6 и
кольцевой канавки 14 совпадают между собой и с осью диска 4. В это время нижний торец детали 5 подшлифовывается шлифовальным кругом 2. Удаление грата 6 и подшлифовка верхнего торца детали 5
осуществляется последовательно на шлифовальном круге 3, когда нижний торец детали 5 проходит по наклонной стороне, трапециеобразной выемки 15 копира 12 и его наклонной поверхности,
При поступлении деталей 5 с нижним расположением грата 6 его удаление осуществляется на шлифовальном круге 2, когда верхний торец детали 5 проходит по заходной фаске 1.3 копира 10, а подшлифовка
нижнего торца происходит при движении на плоской поверхности копира 10, Верхний торец детали 5 подшлифовывается на шлифовальном круге 3.
Формул а изоб р.ете н ия
Устройство для последовательного шлифования торцов цилиндрических деталей, содержащее вращающийся диск с гнездами для размещения деталей, два
шпинделя с шлифовальными кругами, оси которых параллельны одна другой и оси дрека, и расположенные напротив торцов кругов прижимы с копирами, о т л и ч а ю щ е е- с я тем, что, с целью упрощения конструкщяи при обработке деталей с гратом на конце, диск, размещен между торцами шлифовальных кругов, копиры подпружинены к соответствующему торцу круга, при этом в копире первого прижима,выполнена
кольцевая канавка для грата с центром, лежащим на оси диска. .
#72.5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ДЕТАЛЕЙ ВАЛА, В ЧАСТНОСТИ ТРУБ ДЛЯ СОСТАВНЫХ КУЛАЧКОВЫХ ВАЛОВ | 2014 |
|
RU2660943C2 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2003 |
|
RU2264906C2 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Устройство для шлифования сферического торца | 1980 |
|
SU876379A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| Устройство для шлифования деталей | 1978 |
|
SU732124A1 |
| Подающее устройство станка для поточного шлифования торца деталей | 1991 |
|
SU1838076A3 |
| Устройство для обработки фасок | 1977 |
|
SU841922A1 |
| Станок для шлифования выпуклых фасок на деталях типа роликов | 1975 |
|
SU703308A1 |
Использование: в области машиностроения, в частности в конструкциях устройств для снятия грата с торцов цилиндрических деталей. Сущность: устройство содержит корпус с режущим инструментом, дополнительным режущим инструментом, диск с призматическими пазами, в которые устанавливаются детали. Вокруг диска расположены дугообразные планки. Расположенные напротив торцов режущих инструментов пружины с копирами подпружинены к соответствующему торцу инструмента, В копире первого прижима выполнена кольцевая кэнавка для грата с центром, лежащим на оси диска, а диск размещен между торцами режущих инструментов. 5 ил. ел С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ПЛОСКИХ ДЕТАЛЕЙ | 1972 |
|
SU423663A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
