Изобретение относится к механизации и автоматизации обработки металлов давлением и может быть использовано для подачи и удаления плоских нежестких деталей с рабочих позиций пресса или штампа.
Цель изобретения - расширение функциональных возможностей за счет загрузки и выгрузки заготовок из рабочей зоны многопозиционного штампа.
Указанная цель достигается тем, что в устройстве, содержащем два горизонтально установленных в опорах вала с параллельно расположенными осями, подающий и удаляющий захватные органы с узлами фиксации згготовки, смонтированные на указанных валах, механизм вращения захватных органов в виде зубчато-реечной передачи, каждая шестерня которой кинематически связана с соответствующим валом, а зубчатая рейка установлена с возможностью воз- вратно-поступательного перемещения и сочленена посредством своего зубчатого гребня с зубьями шестерни, на зубчатой рейке выполнена выемка в зоне зубчатого гребня, разделяющая этот гребень на две секции, при этом шестерня, сопряженная с
VI
чэ о о ел ел
удаляющим захватным органом, выполнена с количеством зубьев вдвое меньшим, чем у другой шестерни, а каждая из двухчзубчатых секций упомянутой рейки выполнена с количеством зубьев, равным половине количества зубьев соответствующей ей шестерни, причем кинематическая связь удаляющего захватного органа с соответствующей ему шестерней выполнена в виде храпового механизма, фиксирующая собачка которого сопряжена с шестерней, а храповое колесо жестко связано с валом.
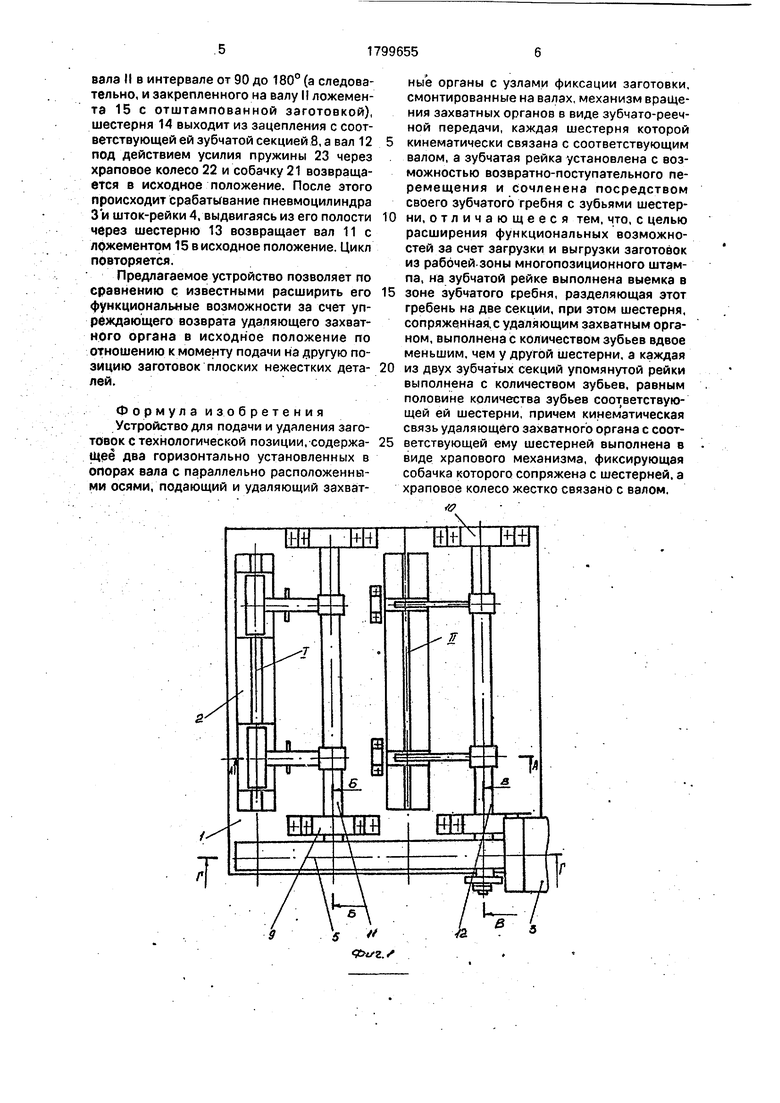
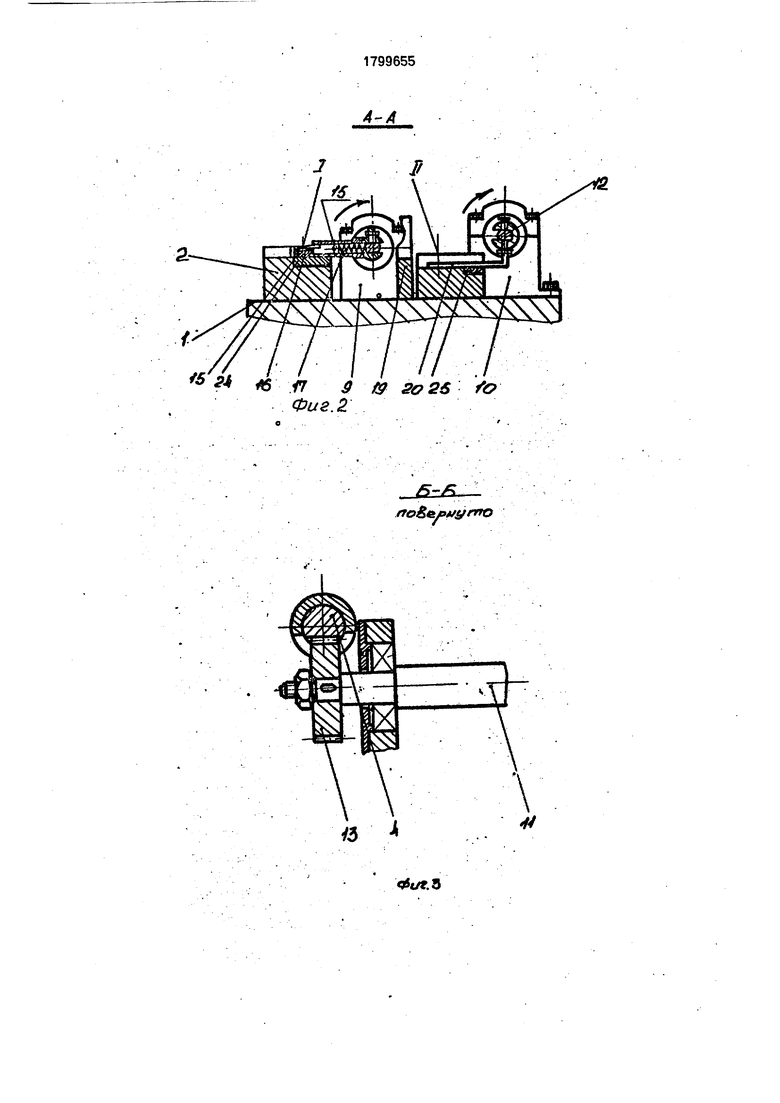
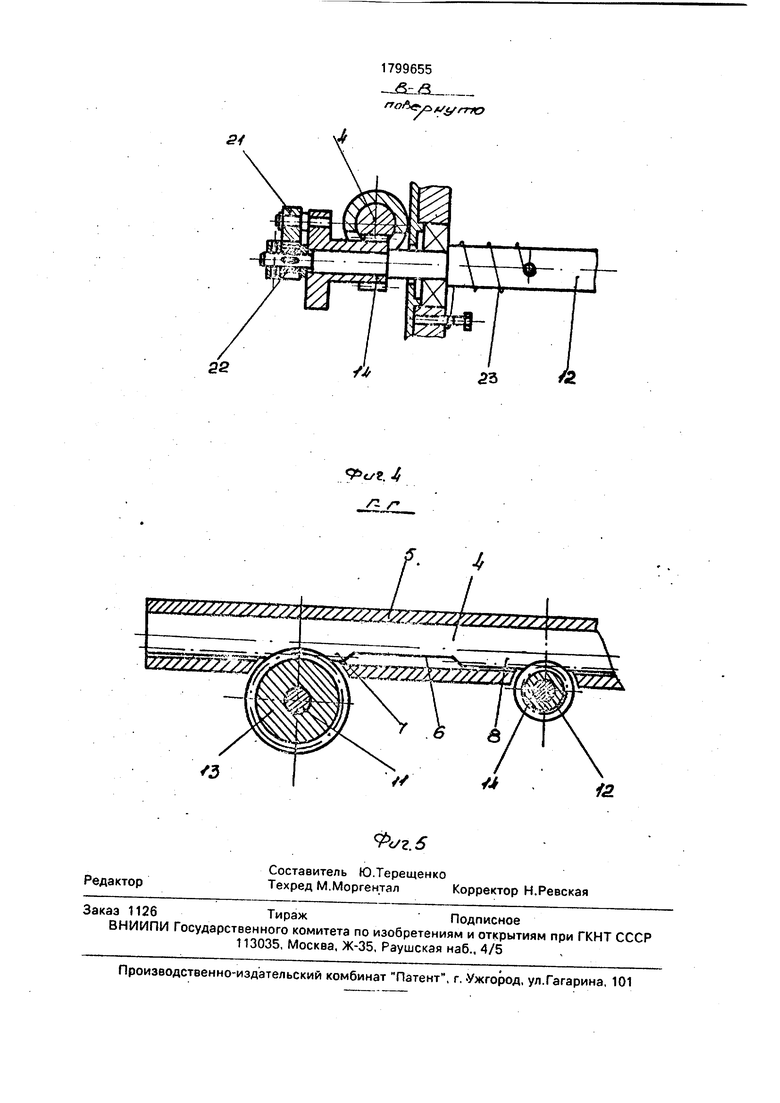
На фиг. 1 изображено устройство для подачи и удаления заготовок с технологической позиции, вид в плане; на фиг.2 - разрез А-Ана фиг.1; на фиг.З- разрез Б-Б на фиг. 1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - разрез Г-Г на фиг.1.
Предлагаемое устройство смонтировано на нижней плите 1 двухпозиционного штампа 2 и состоит из пневмоцилйндра 3, шток которэго выполнен в виде зубчатой рейки 4, размещенной в направляющей 5 с возможностью возвратно-поступательного перемещения. В зоне зубчатого гребня рейки 4 выполнена выемка 6, которая разделяет этот гребень на две секции 7 и 8. На нижней плите 1 закреплены также подшипниковые опоры 9 и 10, в которых соответственно технологическим позициям штампа 2 (например, вырубки i и гибки I) размещены горизонтально установленные валы 11 и 12 с параллельно рэсположен-ными осями. На валу 11 жестко закреплена зубчатая шестерня 13, сопряженная с подающим захватным органом. На валу 12 закреплена зубчатая шестерня 14, сопряженная с удаляющим захватным органом. Шестерня 14 имеет вдвое меньшее число зубьев, чем шестерня 13, а каждая зубчатая секция 7 и 8 рейки 4 выполнена с количеством зубьев равным половине количества зубьев соответствующих им шестерен 13 и 14.
Установленный на валу 11 подающий захватный орган состоит из ложемента 15, на котором установлена с возможностью возвратно-поступательных перемещений пластина 16, подпружиненная пружиной 17. Заготовка размещена в профильном пазу, выполненном в ложементе 15, а пластина 16 предназначена для удержания и освобождения заготовки при переводе ложемента 15 с позиции вырубки I на позицию гибки II. Заготовки находятся одновременно в двух ложементах 15 (см. фиг.1), Кроме того, на каждом ложементе 15 закреплен штырь 18, который предназначен для взаимодействия с кулаком 19, установленным на плите 1 штампа 2.
Установленный на валу 12 удаляющий захватный орган выполнен в виде изогнутой под прямым углом руки 20 и предназначен для выгрузки отштампованных деталей из
рабочей зоны штампа 2.
Кинематическая связь удаляющего захватного органа с соответствующей ему шестерней выполнена в виде храпового механизма, фиксирующая собачка 21 кото0 рого сопряжена с шестерней 14, а храповое колесо 22 жестко закреплено на валу 12, Кроме того, на валу 12 установлена также пружина 23 возврата.
Амортизаторы 24 и 25 размещены в
5 штампе 2 и предназначены для смягчения ударов при возврате захватных органов 15 и 20 в исходное положение (предназначенный для управления работой пневмоцилйндра 3 командоаппарат на фиг. не показан).
0 Устройство для подачи и удаления заготовок с технологической позиции работает следующим образом.
В исходном положении, при котором шток в виде зубчатой рейки 4 выдвинут из
5 полости Пневмоцилйндра 3, отштампованная заготовка находится на рабочей позиции вырубки 1. При срабатывании пневмоцилиндра 3 и втягивании штока, который выполнен в виде зубчатой рейки 4, ее
0 секции 7 и 8 через шестерни 13 и 14 поворачивают соответственно вал 11 с установленным на нем подающим захватным органом, состоящим из ложемента 15 с пластиной 16, и вал 12 с установленным на нем удаляю5 щим захватным органом, выполненным в виде изогнутой под прямым углом руки 20. Так как число зубьев шестерни 13 (а также число зубьев соответствующей ей секции 7) в два раза больше числа зубьев шестерни 14
0 (а также числа зубьев секции 8), то при повороте вала 11 на 9 0° вал 12 поворачивается на 180°. При этом закрепленный на валу 12 удаляющий захватный орган в виде руки 20, повернувшись на 18.0°, выходит из рабочей
5 зоны штампа 2.
В начале первого цикла рука 20 выходит без детали, а в последующих циклах рука 20 удаляете позиции гибки II отштампованные детали. Так как длина зубчатой секции 7
0 вдвое превышает длину зубчатой секции 8, то при дальнейшем выдвижении штока с зубчатой рейкой 4 секция 8 через шестерню 13 поворачивает вал 11 также на 180° и ложемент 15 переносит заготовку с позиции
5 вырубки I на позицию гибки II. При этом штырь 18 взаимодействует с кулачком 19, а пластина 16 освобождает заготовку, которая остается по позиции гибки II.
Одновременно с этим, т.е. во время дальнейшего выдвижения штока и поворота
вала II в интервале от 90 до 180° (а следовательно, и закрепленного на валу II ложемента 15 с отштампованной заготовкой), шестерня 14 выходит из зацепления с соответствующей ей зубчатой секцией 8, а вал 12 под действием усилия пружины 23 через храповое колесо 22 и собачку 21 возвращается в исходное положение. После этого происходит срабатывание пневмоцилиндра 3 и шток-рейки 4. выдвигаясь из его полости через шестерню 13 возвращает вал 11 с ложементом 15 в исходное положение. Цикл повторяется.
Предлагаемое устройство позволяет по сравнению с известными расширить его функциональные возможности за счет упреждающего возврата удаляющего захватного органа в исходное положение по отношению к моменту подачи на другую позицию заготовок плоских нежестких дета- лей.
Формула изобретения Устройство для подачи и удаления заготовок с технологической позиции, содержа- Щеё два горизонтально установленных в опорах вала с параллельно расположенными осями, подающий и удаляющий захватные органы с узлами фиксации заготовки, смонтированные на валах, механизм вращения захватных органов в виде зубчато-реечной передачи, каждая шестерня которой кинематически связана с соответствующим валом, а зубчатая рейка установлена с возможностью возвратно-поступательного перемещения и сочленена посредством своего зубчатого гребня с зубьями шестерни, отличающееся тем, что, с целью расширения функциональных возможностей за счет загрузки и выгрузки заготовок из рабочей-зоны многопозиционного штампа, на зубчатой рейке выполнена выемка в зоне зубчатого сребня, разделяющая этот гребень на две секции, при этом шестерня, сопряженная,с удаляющим захватным органом, выполнена с количеством зубьев вдвое меньшим, чем у другой шестерни, а каждая из двух зубчатых секций упомянутой рейки выполнена с количеством зубьев, равным половине количества зубьев соответствующей ей шестерни, причем кинематическая связь удаляющего захватного органа с соответствующей ему шестерней выполнена в виде храпового механизма, фиксирующая собачка которого сопряжена с шестерней, а храповое колесо жестко связано с валом.
Б-Я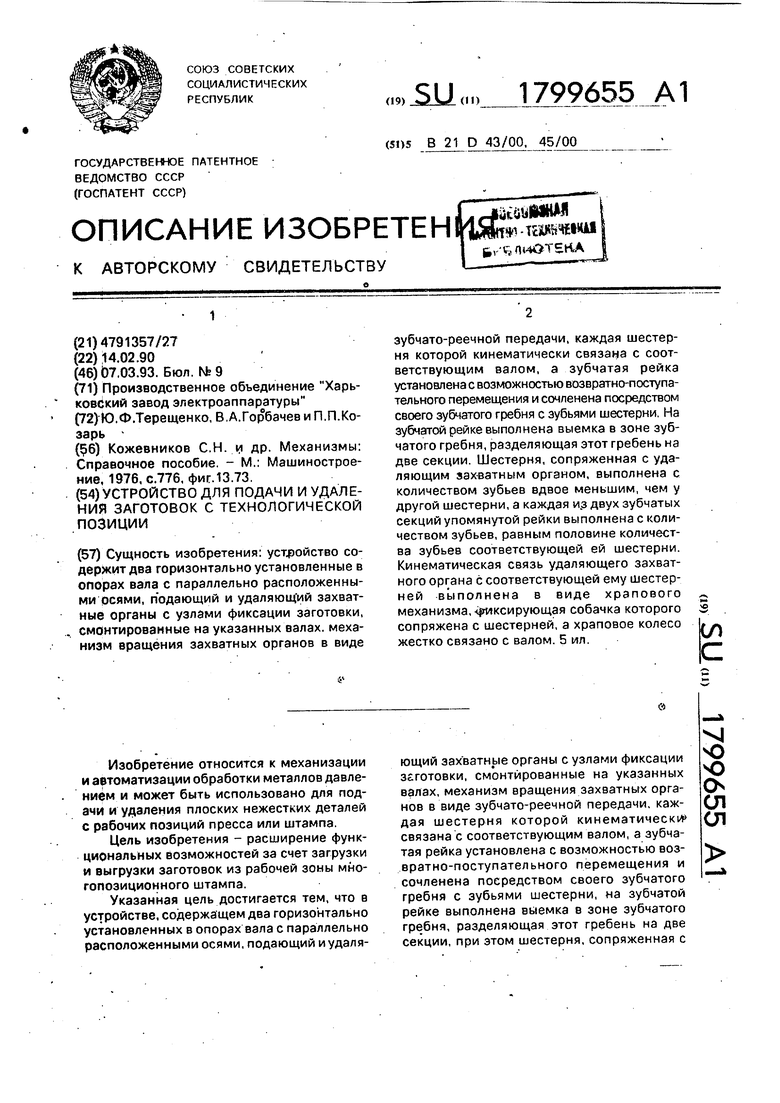

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU899210A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006323C1 |
| Устройство Кривовязюка для отделения листов от стопы и подачи их в рабочую зону пресса | 1979 |
|
SU871927A2 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Грейферная подача | 1989 |
|
SU1662728A1 |
| Пресс для вырубки заготовок из плоского материала | 1983 |
|
SU1119762A1 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |
Сущность изобретения: устройство содержит два горизонтально установленные в опорах вала с параллельно расположенными осями, подающий и удаляющий захватные органы с узлами фиксации заготовки, смонтированные на указанных валах, механизм вращения захватных органов в виде зубчато-реечной передачи, каждая шестерня которой кинематически связана с соответствующим валом, а зубчатая рейка установлена с возможностью возвратно-поступательного перемещения и сочленена посредством своего зубчатого гребня с зубьями шестерни. На зубчатой рейке выполнена выемка в зоне зубчатого гребня, разделяющая этот гребень на две секции. Шестерня, сопряженная с удаляющим захватным органом, выполнена с количеством зубьев вдвое меньшим, чем у другой шестерни, а каждая из двух зубчатых секций упомянутой рейки выполнена с количеством зубьев, равным половине количества зубьев соответствующей ей шестерни. Кинематическая связь удаляющего захватного органа с соответствующей ему шестерней выполнена в виде храпового механизма,-фиксирующая собачка которого сопряжена с шестерней, а храповое колесо жестко связано с валом. 5 ил. ел С
fT0&eat/Ј/mO
lotxye-tst/rrto
. 4
/ Г
| Кожевников С.Н | |||
| и др | |||
| Механизмы: Справочное пособие | |||
| - М.: Машиностроение, 1976 | |||
| Прибор для вычерчивания участков параболы | 1923 |
|
SU776A1 |
| Насос | 1917 |
|
SU13A1 |
