Изобретение относится к области металлургии, в частности к устройствам для внепечной обработки и разливки металла в плавильных цехах.
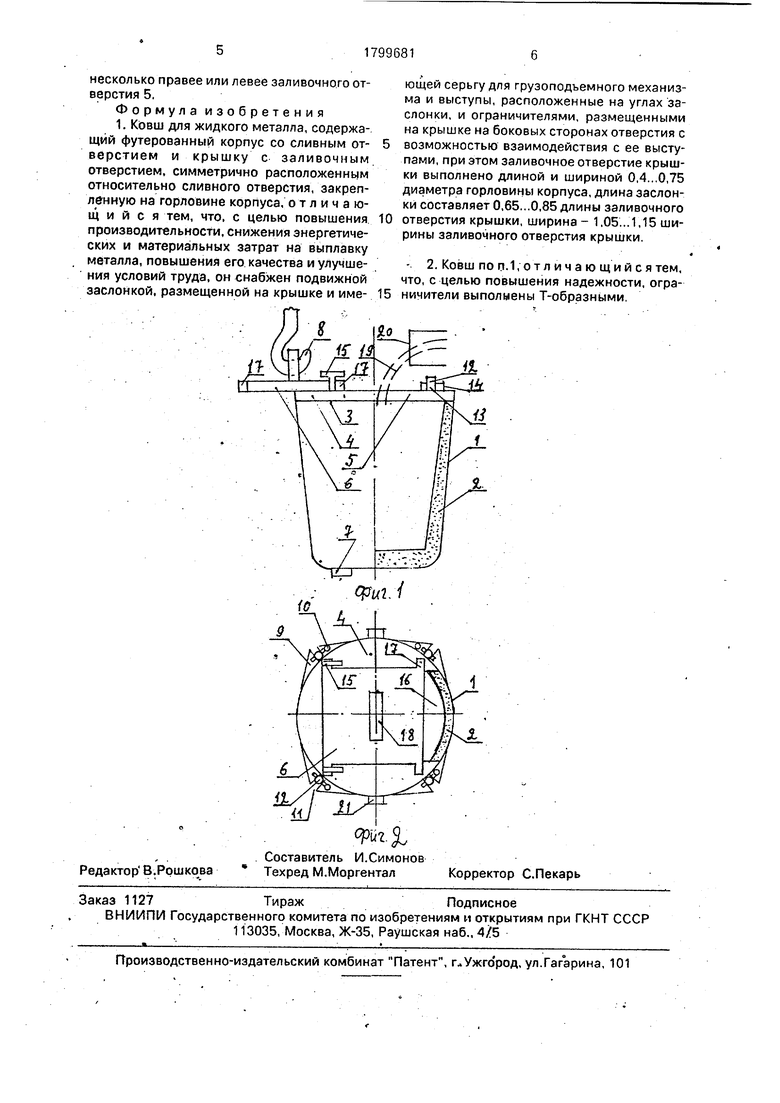
Предлагаемый ковш для жидкого металла представлен на фиг.1 с открытым заливочным отверстием, вид спереди; на фиг.2 - то же, с закрытым заливочным отверстием, вид сверху.
Ковш содержит корпус 1 с футеровкой 2, горловину 3 с крышкой 4, выполненной с заливочным отверстием 5, закрываемым подвижной заслонкой 6, и сливные отверстия с шиберными затворами 7. Крышка 4 и заслонка 6 из углеродистой стали футерованы, а заслонка 6 из жароупорной стали выполняется коробчатой без футеровки. Нр ковш крышка 4 ставится крюком 8 крана. Для крепления к корпусу 1 крышка 4 имеет косынки 9 с отверстиями 10 и вырезы 11 для
штырей 12, которые выполнены с пазами 13 для клиньев 14. Сверху крышки 4 на боевой стороне ковша слева и справа-от заливочного отрерстия 5 закреплены ограничители 15, для надежности выполненные Т-образными. Заливочное отверстие 5 в крышке 4 расположено на сливной стороне ковша. Ее длина и ширина равны 0,4-0,75 диаметра горловины 3, а площадь составляет 25-75% длины и шириной 1,05-1,15 ширины заливочного отверстия 5. Крышка 4с заслонкой . 6 закрывают 70-90% отверстия 5 и оставляют открытым отверстие 16, равное 10-30% площади горловины 3. По углам заслонки 6 расположены выступы 17, взаимодействующие с ограничителями 15. В центре заслонки 6 размещена серьга 18 для крюка 8.
Ковш работает следующим образом.
П р и м е р 1. После окончания сушки и обжига футеровки ,2 крышку 4 с закрытым
;s
Ё
VI
чэ ю
о
00
заливочным отверстием 5 запаривают за отверстия 10, крюком 8 крана вырезами 11 устанавливают на штыри 12 и клиньями 14 скрепляют с корпусом 1. Затем присоединяют шиберы 7, и ковш ставят на стенд или 5 сталевоз так, чтобы струя 19, стекая с жело-. ба 20 или вытекая из отверстия конвертера, не попадала на крышку А, заслонку 6 и футеровку стен 2. Перед выпуском плавки крюком 8 за серьгу 18 заслонку 6 перемещают Ю на боевую сторону ковша до захода выступов 17 под плечи Т-образных ограничителей 15, удерживающих заслонку 6 от падения с ковша, и открывают заливочное отверстие 5. Через отверстие 5 в ковш дают ферро- 15 сплавы.и обрабатывают металл. Поело выпуска плавки, переместив заслонку 6 крюком 8 на сливную сторону до захода выступов 17 под плечи ограничителей 15. и таким образом закрыв отверстие 5, закрывают горло- 20 вину 3 и в 1,7-1,8 раза снижают скорость, охлаждения металла в ковше. Затем траверсой главного подъемно-разливочного крана берут ковш за цапфы 21 и разливают плавку. Сразу же после окончания разливки метал- 25 ла ковш наклоняют и через отверстие 16 сливают шлак. По иере наклонения и пере-, ворачивания ковша вверх дном крышку 4 на ковше удерживают штыри 12 и клинья 14; крышка 4 удерживает в ковше цельнрлитую 30
и комбинированную футеровку 2, а выступы 17 зацепившиеся за плечи ограничителей 15 удерживают в висячем положении заслонку б, полностью открывающую отверстие 5 для осмотра футеровки 2. По мере переворачи- 35 вания ковша в исходное положение заслонка 6 постепенно ложится на крышку 4 и
закрыв отверстие 5, в 1,7-1,8 раза снижает скорость охлаждения футеровки 2 и без дополнительного подогрева, предотвращает 40 растрескивание основной и кислой монолитной футеровки 2, Затем присоединяет шиберы 7 и ковш с горячей футеровкой, крышкой и заслонкой дают поочередную плавку.45
П р и м е р 2. Перед выпуском плавки из качающейся мартеновской или электропечи заслонку 6 перемещают на боевую сторону и открывают заливочное отверстие 5 на ков- 50 ше, стоящем на запасном стенде, затем траверсой главного подъема разливочного крана берут ковш за цапфы 21 и подставляют под желоб 20. По ходу выпуска плавки в ковш дают ферросплавы и обрабатывают 55 металл. После окончания выпуска плавки и обработки металла ковш ставят на запасной стенд, заслонкой 6 закрывают отверстие 5 и разливают плавку. После разливки металла поступают так же, как и в примере 1.
Когда футеровка 2 износится, клинья 14 выбивают из пазов 13 штырей 12 и горячую крышку 4 с горячей заслонкой 6 крюком 8 переставляют на ковш-с новой или старой горячей футеровкой 2.
Из-за отсутствия резких колебаний температуры в ковше в заслонке 6 и крышке 4 практически .отсутствуют внутренние напряжения, обусловливающие коробление и разрушение металлоконструкций и потому они служат несколько лет.
Достаточно большая площадь заливочного отверстия 5 наряду с регулярной побелкой предохраняет крышку 4 и заслонку 6 от заростания брызгами металла и шлака и обеспечивает их непрерывную работу в течение нескольких месяцев не только в мартеновских, электросталеплавильных, литейных, но и в конвертерных цехах, где вытекающая струя металла хуже организована.
При неполадках во время выпуска плавки и заростании каплями металла и шлака чаще всего выходят из строя или заслонка 6 или крышка 4, которые сразу же заменяются исправными и поэтому затраты на эксплуатацию кочша о крышками опускаются в течении нескольких недель,
Уменьшение скорости охлаждения металла и футеровки в ковше.в 1,7-1,8 раза позволяет:
- выпускать металл с меньшим перегревом над температурой ликвидуса и за счет этого сократить длительность плавки, удельный расход топлива, кислорода, чугуна, ферросплавов, уменьшить потери металла в виде технологического- скрапа и увеличить вывод годного;
- увеличить длительность внепечной обработки металла, широко использовать основную футеровку ковшей и за счет этого улучшить качество металла;
- эксплуатация ковшей с горловиной, закрытой не снимаемой крышкой с заслонкой резко снижает вероятность воздействия высокотемпературного излучения и травли- рования. обслуживающего персонала возможными выбросами металла, ликвидирует загроможденность разливочных пролетов снятыми крышками и существенно повышаи ет уровень безопасности труда разливщи-. ков.
Ковши малой вместимости имеют одно, а большой - два сливных отверстия, расположенных под одним или двумя ограничителями 15 соответственно (фиг.1, 2). Поэтому мы предложили несколько измененное изложение ограничительной части формулы. При одном сливном отверстии 7 заливочное отверстие 5 расположено не симметрично, а
несколько правее или левее заливочного отверстия 5.
Формула изобретения 1. Ковш для жидкого металла, содержащий футерованный корпус со сливным отверстием и крышку с заливочным отверстием, симметрично расположенным относительно сливного отверстия, закрепленную на горловине корпуса, о т л и ч a tool и и с я тем, что, с целью повышения производительности, снижения энергетических и материальных затрат на выплавку металла, повышения его качества и улучшения условий труда, он снабжен подвижной заслонкой, размещенной на крышке и име0
ющей серьгу для грузоподъемного механизма и выступы, расположенные на углах заслонки, и ограничителями, размещенными на крышке на боковых сторонах отверстия с возможностью взаимодействия с ее выступами, при этом заливочное отверстие крышки выполнено длиной и шириной 0,4..,0,75 диаметра горловины корпуса, длина заслонки составляет 0,65...0,85 длины заливочного отверстия крышки, ширина - 1.05...1,15 ширины заливочного отверстия крышки.
- 2. Ковш по п.1, отл и ч а ю щий с я тем, что, с целью повышения надежности, огра- 15 ничители выполнены Т-образными.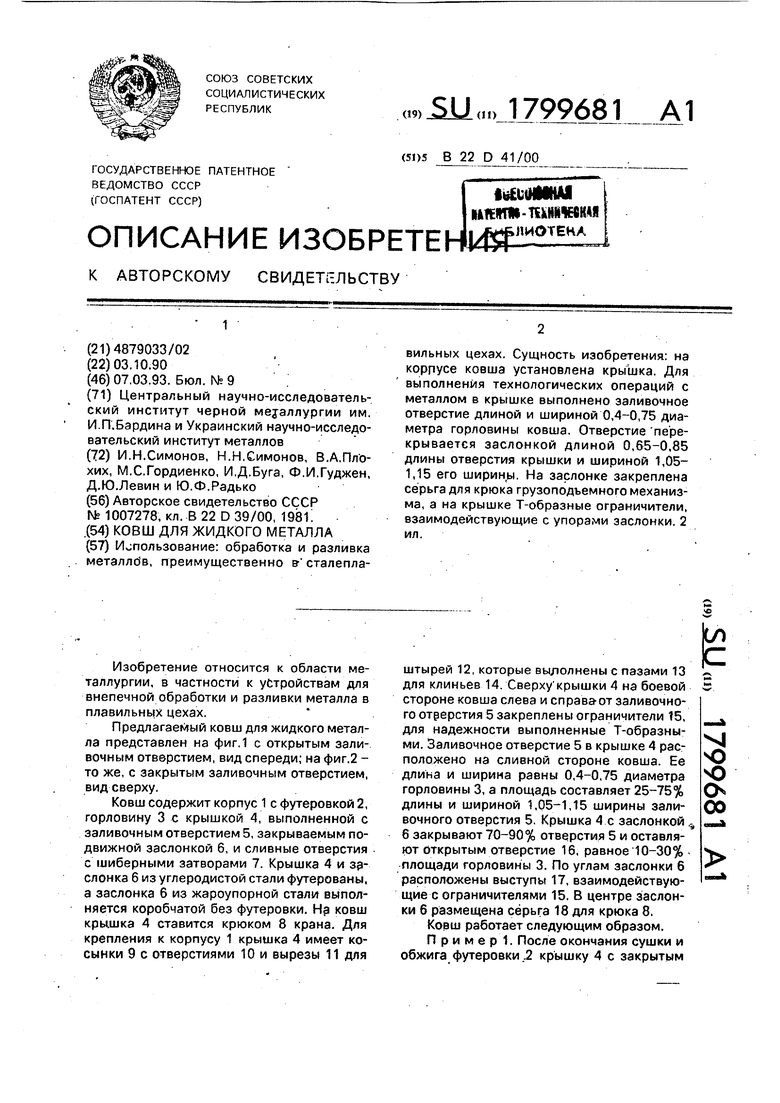

| название | год | авторы | номер документа |
|---|---|---|---|
| ЧУГУНОВОЗНЫЙ КОВШ | 1992 |
|
RU2014951C1 |
| Устройство для транспортировки расправленных материалов | 1979 |
|
SU774796A1 |
| Сталеразливочный ковш | 1989 |
|
SU1731427A1 |
| Шаблон для изготовления футеровкиМЕТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU829337A1 |
| Установка для вакуумирования металла в потоке | 1983 |
|
SU1079672A1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Устройство для выпуска жидкого металла в два ковша | 1984 |
|
SU1255845A1 |
| КОВШ ДЛЯ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2147484C1 |
| Заливочно-дозирующее устройство | 1988 |
|
SU1694337A1 |
| Шиберный затвор сталеразливочного ковша | 1986 |
|
SU1388193A1 |
Использование: обработка и разливка металло в, преимущественно в- сталеплавильных цехах. Сущность изобретения: на корпусе ковша установлена крышка. Для выполнения технологических операций с металлом в крышке выполнено заливочное отверстие длиной и шириной 0,4-0,75 диаметра горловины ковша. Отверстие перекрывается заслонкой длиной 0,65-0,85 длины отверстия крышки и шириной 1,05- 1,15 его ширины. На заслонке закреплена серьга для крюка грузоподъемного механизма, а на крышке Т-образные ограничители, взаимодействующие с упорами заслонки. 2 ил.
| Ковш для разливки расплавов | 1981 |
|
SU1007278A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
