Р1звестны способы шлифования и полирования криволинейных профилей, например профиля нера лопаток реактивных двигателей, шлифовальной лентой методом строчечного контакта.
Отлнчие онисываемого способа заключается Б том, что обрабатываемой детали придана дополнительная степень свободы и базирование ее осугцествлено на опорном ролике по ранее обработанной поверхности.
Это нозволяст обеснечнть в точке элементарного сечения согласованность положения одной стороны нрофиля относительно другой, т. е. исключить отклонения профиля, связанные с переменой баз и остаточнымн и унругими деформациями.
Способ ноясняется чертежом.
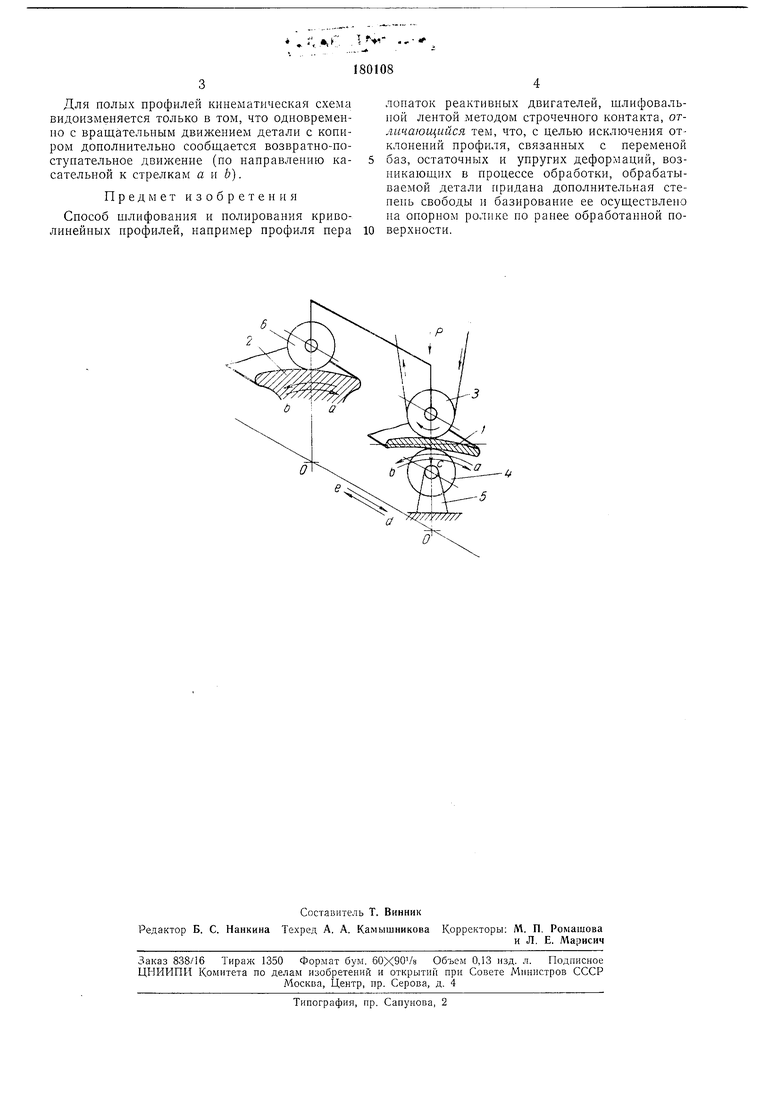
Обрабатываемую лопатку / устанавливают в приспособленне, получающее поЕюротное двнжеппе вокруг осп 0-0 в нанравленнн, показанном стрелками а и Ь. Совместно с деталью в том же направлении синхронно совершает новоротное движение копир 2. Деталь, совершающая синхронное поворотное движение совместно с копиром, вс.чедствие степени свободы (только для детали) в радиальном направлении с и силЕз /;, действующей через бесконечную абразивную ленту, охватываюптую рабочий ролик 3, всегда контактнрует профилем кор1)Гга с онорным ролнкол 4, установленным на неподвижном кроннпейне 5.
таким ооразом, что в каждом сечении точка ее коитакта с роликом 6 возвышается над верхней точкой опорного ролнка 4 на велпчину, соответствующую чертежному расстоянню в данной точке для данного сечення между профилем спинки и профилем корыта обрабатываемой лонатки.
При повороте копира вокруг оси 0-0 каждому угловому положению копира и лопатки будет соответствовать определенное расстояние лЕежду абразивио) лентой н верхней точкой опорного ролнка 4, в результате чего в сеченнн, перпендикулярном осн 0-0, следом абразивной ленты создается определенная кривая {кривая сииикн для данного сечення), определенным образом расположенная относительно крнвой корыта.
Выведение рабочего ролика 3 с охватывающей его абразивной лентой на онределенное расстояние от опорного ролнка 4 обеспечпвается через жесткую связь коппрующпм ролнком 6, ностоянно контактпрующнм с рабочей поверхностью коппра 2.
Перемещение детали / и копира 2 вдоль оси 0-0 в направленни, показанном стрелками е и d, прп одновременном пх перемещеннп в паправлениях, показанных стрелками а b п постоянном контакте ранее обработанной стороны нрофиля деталн (корыта) с онорным ролнко.м 4, обеснечнт обработку всей поверхностн нрофнля (| данном случае нрофнля спинДля полых профилей кинематическая схема видоизменяется только в том, что одновременно с вращательным движением детали с копиром дополнительно сообщается возвратно-поступательное движение (по направлению касательной к стрелкам а и Ь).
Предмет изобретения
Способ щлифования и полирования криволинейных профилей, например профиля пера
лопаток реактивных двигателей, щлифовальной лентой методом строчечного контакта, отличающийся тем, что, с целью исключения отклонений профиля, связанных с переменой баз, остаточных и упругих деформаций, возникающих в процессе обработки, обрабатываемой детали придана дополнительная степень свободы и базирование ее осуществлено на онорном ролике но ранее обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1979 |
|
SU854689A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Копировальный станок для шлифования и полирования профиля пера лопатки авиационного двигателя | 1958 |
|
SU121675A1 |
| Ленточно-шлифовальный станок для обработки криволинейных поверхностей | 1975 |
|
SU553096A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СЛОЖНОГО ПРОФИЛЯ | 1970 |
|
SU275779A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1685691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| Станок для шлифования турбинных лопаток | 1973 |
|
SU651939A1 |
