Изобретение относится к сварке, в частности к устройствам для импульсной под- аЦи электродной проволоки в сварочных автоматах и полуавтоматах.
Цель изобретения - повышение технологичности изготовления и упрощение заправки проволоки.
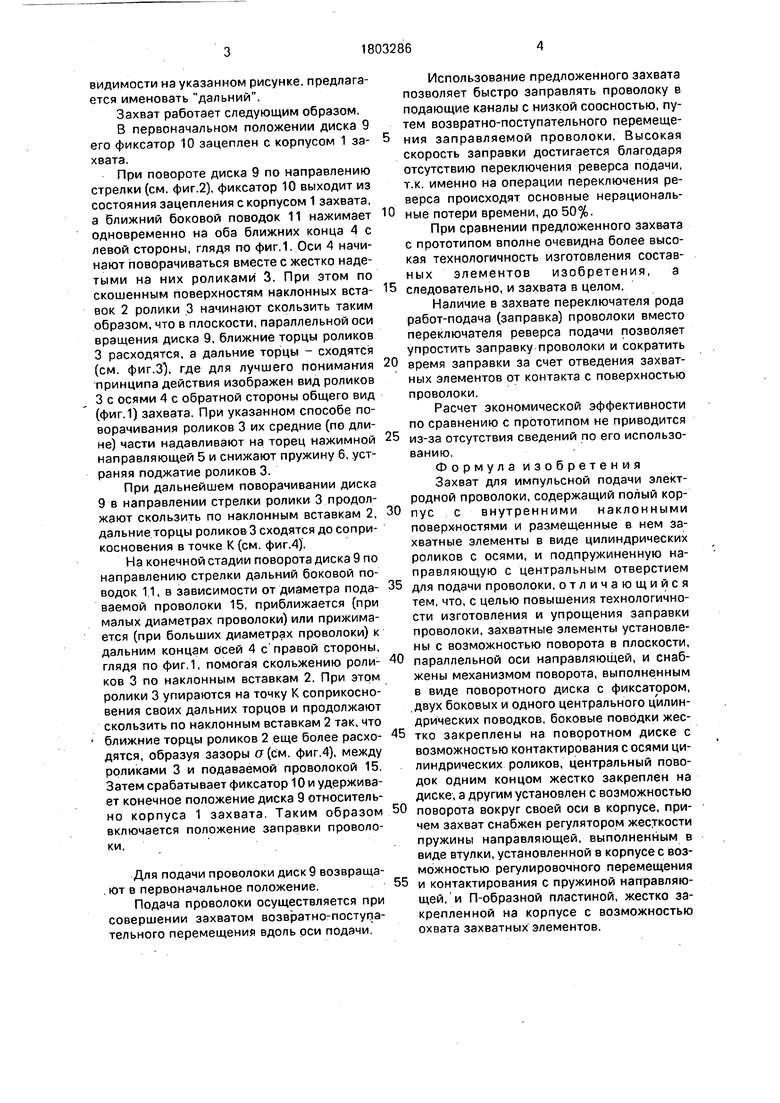
На фиг.1 и 2 изображен в положении подачи захват Для импульсной подачи элек-. тррдной проволоки, общий вид в разрезе и ви|д снизу соответственно; на фиг.З и 4 - показаны захватные элементы-ролики с осями, в положениях подачи проволоки (сплошные линии) и заправки проволоки (пунктирные линии), фронтальный и проф- виды соответственно.
Захват содержит полый корпус 1 с на- клрнными вставками 2, в контакте с которыми установлены ролики 3. жёстко
закрепленные на осях 4. Нажимная направляющая 5 сопрягается с роликами 3 под действием пружины 6, взаимодействующей ч.ерез направляющую втулку 7 с втулкой 8 с внутренней резьбой. На диске 9 с фиксатором 10 закреплены боковые 11 и центральный 12 поводки. Одни из боковых поводков 11 пересекается с осями 4 роликов 3, а центральный поводок Т2 установлен на корпусе 1 захвата. Со стороны меньшего расстояния между наклонными вставками 2 на корпусе 1 также размещена П-образная пластина 13, жестко закрепленная гайкой 14. Поз.15 обозначена подаваемая проволока.
Перед описанием работы захвата условимся видимые на переднем плане фиг.1 элементы захвата определять термином ближний, а составные части, находящиеся на заднем плане устройства, т.е. вне зоны
00
о со
hO 00 Os
видимости на указанном рисунке, предлагается именовать дальний.
Захват работает следующим образом.
В первоначальном положении диска 9 его фиксатор 10 зацеплен с корпусом 1 захвата.
При повороте диска 9 по направлению стрелки (см. фиг.2). фиксатор 10 выходит из состояния зацепления с корпусом 1 захвата, а ближний боковой поводок 11 нажимает одновременно на оба ближних конца 4 с левой стороны, глядя по фиг.1. Оси 4 начинают поворачиваться вместе с жестко надетыми на них роликами 3. При этом по скошенным поверхностям наклонных вставок 2 ролики 3 начинают скользить таким образом, что в плоскости, параллельной оси вращения диска 9, ближние торцы роликов 3 расходятся, а дальние торцы - сходятся (см. фиг.З), где для лучшего понимания принципа действия изображен вид роликов 3 с осями 4 с обратной стороны общего вид (фиг.1) захвата. При указанном способе поворачивания роликов 3 их средние (по длине) части надавливают на торец нажимной направляющей 5 и снижают пружину 6, устраняя поджатие роликов 3.
При дальнейшем поворачивании диска 9 в направлении стрелки ролики 3 продолжают скользить по наклонным вставкам 2, дальние торцы роликовЗ сходятся до соприкосновения в точке К (см. фиг.4).
На конечной стадии поворота диска 9 по направлению стрелки дальний боковой поводок 1.1, в зависимости от диаметра подаваемой проволоки 15, приближается (при малых диаметрах проволоки) или прижимается (при больших диаметрах проволоки) к дальним концам осей 4 с правой стороны, глядя по фиг.1, помогая скольжению роликов 3 по наклонным вставкам 2. При этом ролики 3 упираются на точку К соприкосновения своих дальних торцов и продолжают скользить по наклонным вставкам 2 так, что ближние торцы роликов 2 еще более расходятся, образуя зазоры а (см. фиг.4), между роликами 3 и подаваемой проволокой 15. Затем срабатывает фиксатор 10 и удерживает конечное положение диска 9 относительно корпуса 1 захвата, Таким образом включается положение заправки проволоки.
Для подачи проволоки диск 9 возвраща- . ют в первоначальное положение.
Подача проволоки осуществляется при совершении захватом возвратно-поступательного перемещения вдоль оси подачи.
Использование предложенного захвата позволяет быстро заправлять проволоку е подающие каналы с низкой соосностью, путем возвратно-поступательного перемещения заправляемой проволоки. Высокая скорость заправки достигается благодаря отсутствию переключения реверса подачи, т.к. именно на операции переключения реверса происходят основные нерациональные потери времени, до 50%.
При сравнении предложенного захвата с прототипом вполне очевидна более высокая технологичность изготовления составных элементов изобретения, а
следовательно, и захвата в целом.
Наличие в захвате переключателя рода работ-подача (заправка) проволоки вместо переключателя реверса подачи позволяет упростить заправку проволоки и сократить
время заправки за счет отведения захватных элементов от контакта с поверхностью проволоки.
Расчет экономической эффективности по сравнению с прототипом не приводится
из-за отсутствия сведений по его использованию.
Формула изобретения Захват для импульсной подачи электродной проволоки, содержащий полый корпус с внутренними наклонными поверхностями и размещенные в нем захватные элементы в виде цилиндрических роликов с осями, и подпружиненную направляющую с центральным отверстием
для подачи проволоки, отличающийся тем, что, с целью повышения технологичности изготовления и упрощения заправки проволоки, захватные элементы установлены с возможностью поворота в плоскости,
параллельной оси направляющей, и снабжены механизмом поворота, выполненным в виде поворотного диска с фиксатором, двух боковых и одного центрального цилиндрических поводков, боковые поводки жестко закреплены на поворотном диске с возможностью контактирования с осями цилиндрических роликов, центральный поводок одним концом жестко закреплен на диске, а другим установлен с возможностью
поворота вокруг своей оси в корпусе, причем захват снабжен регулятором жесткости пружины направляющей, выполненным в виде втулки, установленной в корпусе с возможностью регулировочного перемещения
и контактирования с пружиной направляющей, и П-образной пластиной, жестко закрепленной на корпусе с возможностью охвата захватных элементов.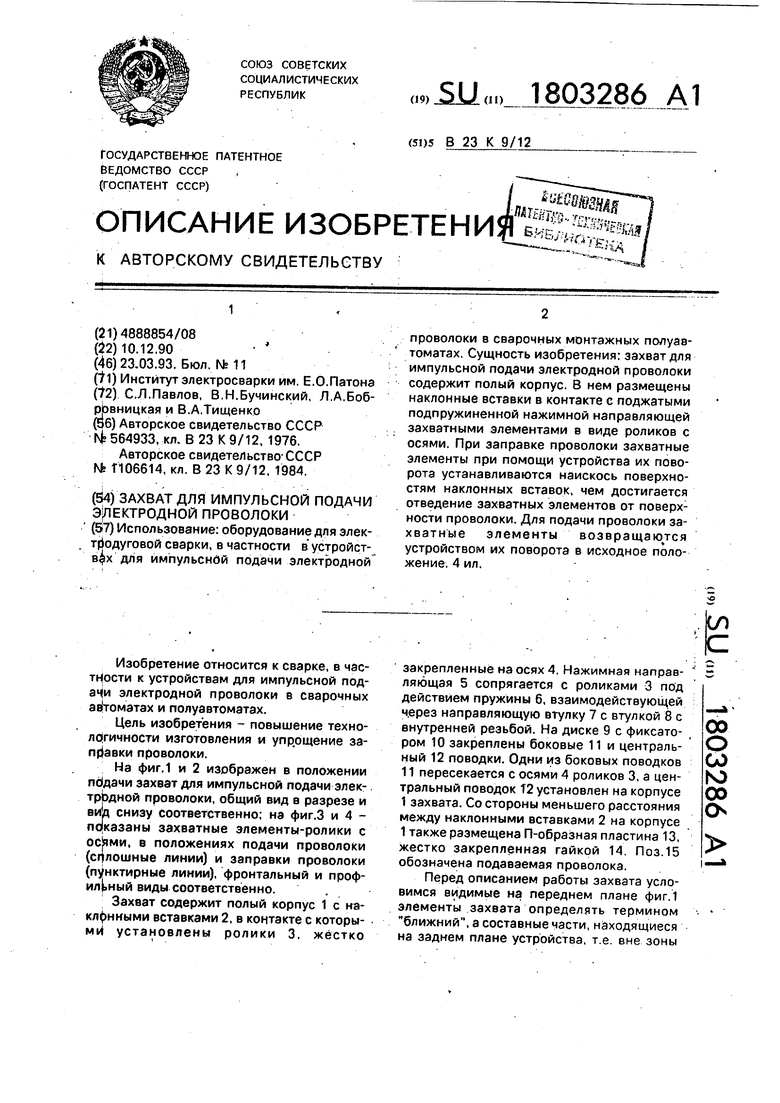
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для импульсной подачи проволоки | 1983 |
|
SU1106614A1 |
| Способ образования мотков проволокии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1975 |
|
SU844092A1 |
| Электродуговой распылитель | 1980 |
|
SU925407A1 |
| Захват для импульсной подачи электродной проволоки | 1987 |
|
SU1433677A1 |
| Захват для импульсной подачи проволоки | 1986 |
|
SU1337214A1 |
| Устройство для непрерывной намотки нитевидного материала на катушки | 1977 |
|
SU679500A1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| Автомат для подготовки электрических проводов к монтажу | 1986 |
|
SU1464232A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ С УСТРОЙСТВОМ ДЛЯ РАЗЪЕМА ФОРМЫ | 2008 |
|
RU2455161C2 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
Использование: оборудование для элек- тр одуговой сварки, в частности вустройст- для импульснЬй подачи электродной проволоки в сварочных монтажных полуавтоматах. Сущность изобретения: захват для импульсной подачи электродной проволоки содержит полый корпус. В нем размещены наклонные вставки в контакте с поджатыми подпружиненной нажимной направляющей захватными элементами в виде роликов с осями. При заправке проволоки захватные элементы при помощи устройства их поворота устанавливаются наискось поверхностям наклонных вставок, чем достигается отведение захватных элементов от поверх1 ности проволоки. Для подачи проволоки за- хватные элементы возвращаются устройством их поворота в исходное положение. 4 ил.
