Изобретение относится к обработке металлов давлением и может быть использовано в инструментальной промышленности при производстве концевого режущего инструмента типа фрез, разверток и т.п.
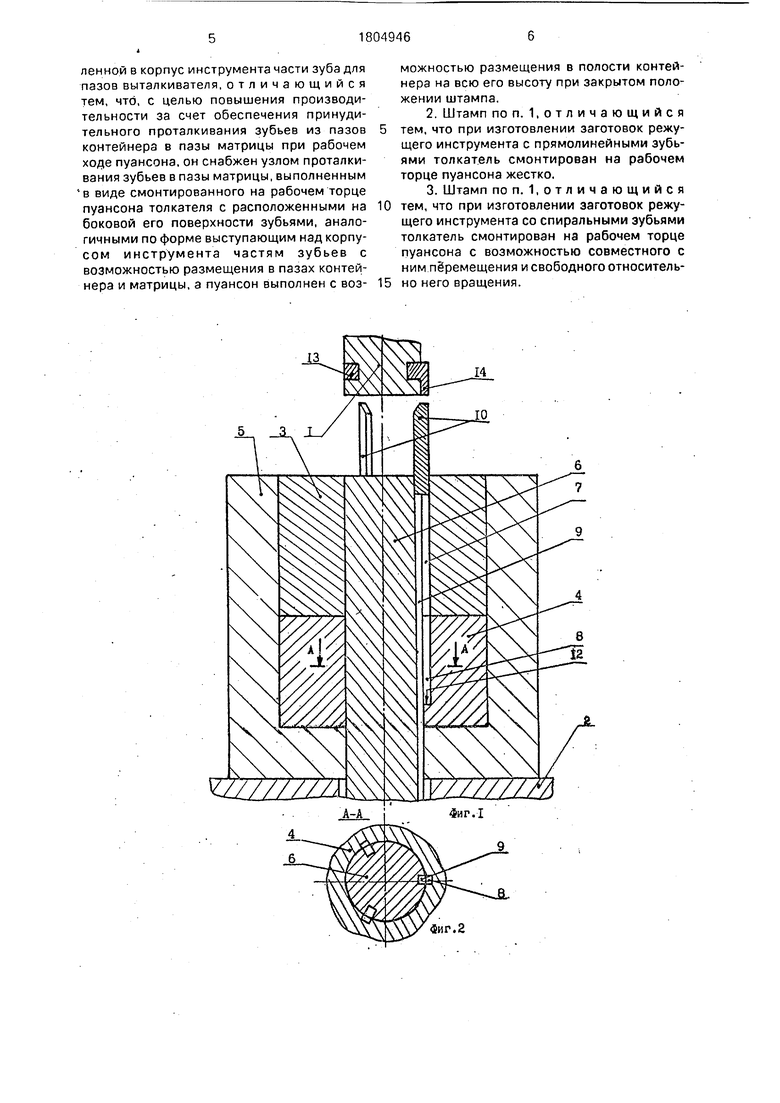
Цель изобретения - повышение производительности за счет обеспечения прину- дительного проталкивания зубьев из пазов контейнера в пазы матрицы при рабочем ходе пуансона.На фиг.1 изображен штамп по время установки зубьев в пазы контейнера, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З.
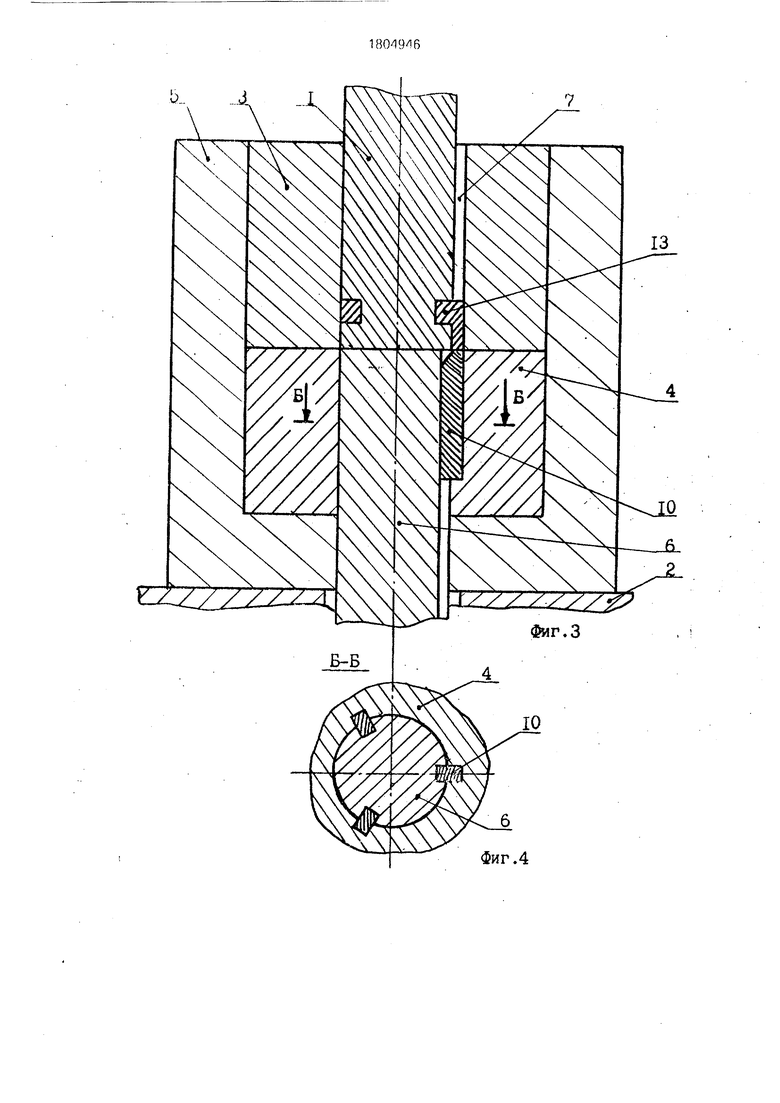
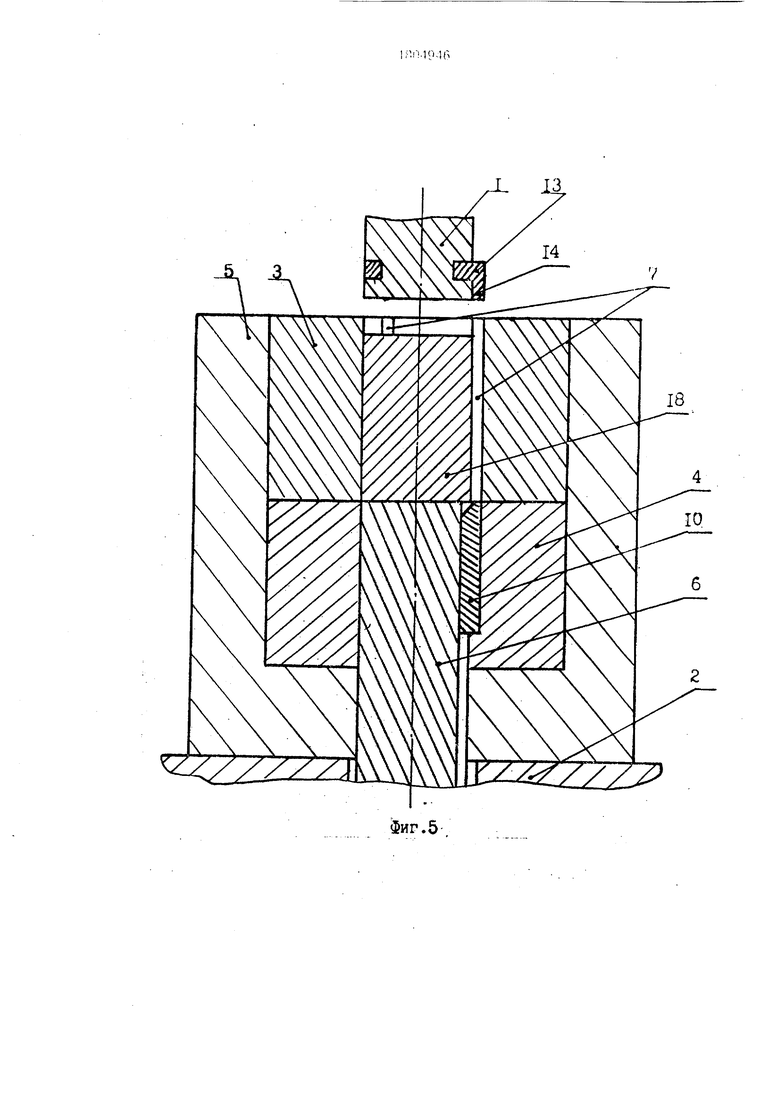
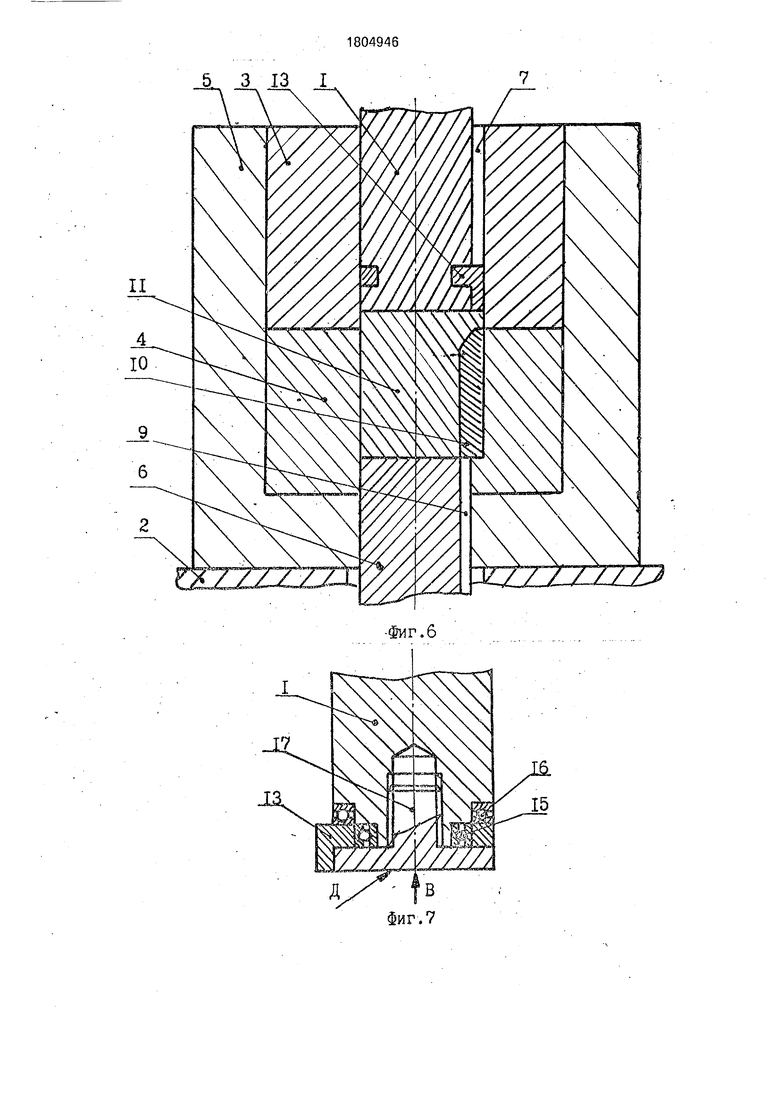
- общий вид штампа в момент установки зубьев в пазы матрицы; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - общий вид штампа, в контейнере которого установлена заготовка; на фиг.6 - общий вид штампа в момент окончательного изготовления заготовки режущей части инструмента; на фиг,7 - вариант выполнения пуансона с толкателем для изготовления заготовок режущей части инструмента с расположением зубьев по винтовой линии; на фиг.8 - вариант выполнения пуансона с толкателем для изготовления заготовок режущей части инструмента с расположением зубьев по прямой линии; на
со
О
4 Ю
ON
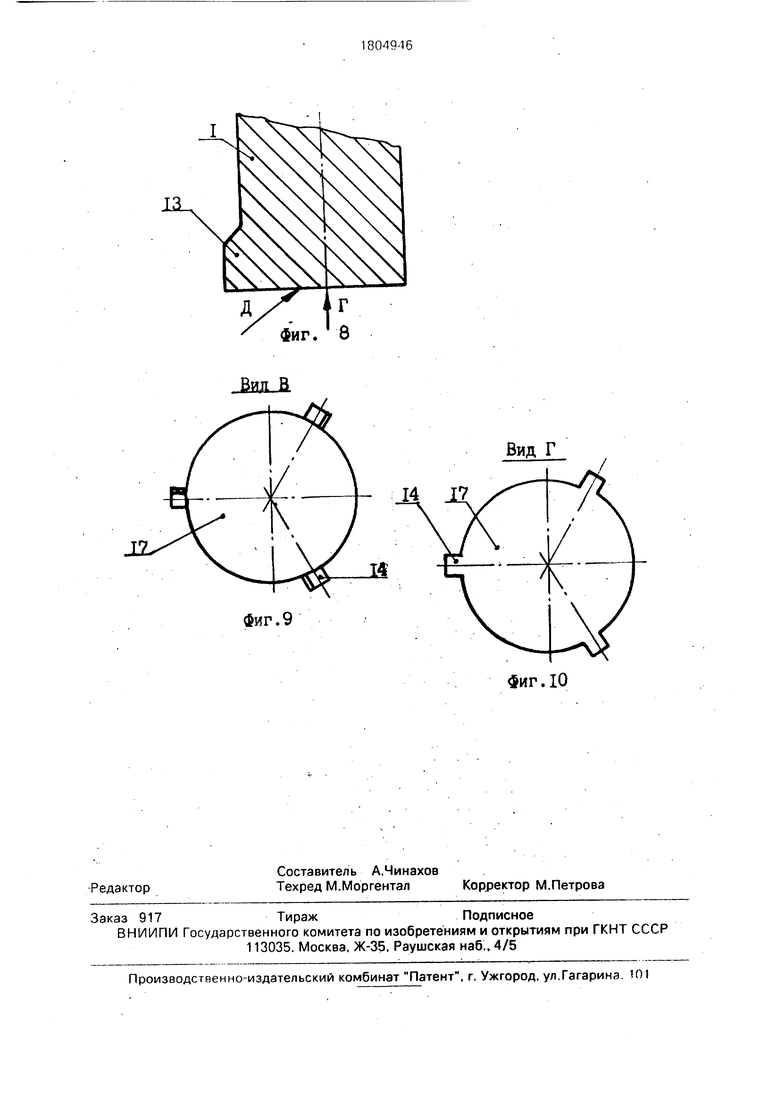
фиг.9 вид по стрелке В на фиг.7; на фиг.10 вид по стрелке Г на фиг.8.
Штамп для получения заготовок режущей части инструмента в виде корпуса с зубьями на наружной боковой поверхности содержит подвижный вдоль оси давления пуансон 1, смонтированные на неподвижном основании 2 контейнер 3 и соосную с ним матрицу А, расположенные в обойме 5. В последней установлен подвижный вдоль оси давления выталкиватель-контрпуансон 6.
На внутренних поверхностях контейнера 3 с матрицей 4 и на боковой поверхности выталкивателя б выполнены прямые или винтовые пазы 7, 8 и 9 соответственно в зависимости от формы получаемой заготовки для размещения режущих зубьев 10 перед напрессовкой на них корпуса 11 по форме выступающей над корпусом 11 режущей части инструмента части зубьев 10 для контейнера 3 и матрицы 4 и по форме заглубленных в корпус 11 части зубьев 10 для пазов 9 выталкивателя 6. В пазах 8 матрицы 4 выполнены уступы 12, предотвращающие смещение зубьев 10 при их напрессовке на корпус 11.
Штамп снабжен узлом проталкивания зубьев 10 из пазов 7 контейнера 3 в пазы 8 матрицы 4 при рабочем ходе пуансона 1, выполненным в виде смонтированного на рабочем торце пуансона толкателя 13 с рас; положением на боковой его поверхности выступами 14, аналогичными по форме выступающим над корпусом 11 режущей части инструмента частям зубьев 10, с возможностью размещения в пазах контейнера 3 и матрицы 4. Пуансон 6 выполнен с возможностью размещения в полости контейнера 3 на всю его высоту при закрытом положении штампа. При этом для изготовления заготовок режущей части инструмента с прямоли- нейными зубьями толкатель 13 смонтирован на рабочем торце пуансона 1 жестко (например, за одно целое с ним), а при изготовлении заготовок режущего инструмента со спиральными зубьями толкатель 13 смонтирован на рабочем торце пуансона с возможностью совместного с ним перемещения и свободного относительно него вращения, для чего толкатель 13 выполняют в виде коронки, установленной на торце пуансона 1 при помощи подшипников 15 и 16, поджатой пятой 17, ввернутой в торец пуансона 1. Поверхность Д пяты 17 является рабочей, которая воспринимает нагрузки при рабочем ходе пресса. Для обеспечения совпадения выступов 14 толкателя 13 с пазами 7 контейнера 3 при рабочем ходе пуансона 1 предусмотрена
копирная линейка (на чертеже не показана в виду широкой ее известности в технике). Штамп работает следующим образом. Перед первым рабочим ходом пуансон
1 при выдвинутом выталкивателе 6, который приводится в движение штоком цилиндра противодавления (не показан), в совмещенные пазы 7 и 9 контейнера 3 и выталкивателя б соответственно закладываются зубья
10 прямого или винтового профиля в зависимости от формы изготавливаемой части режущего инструмента (см. фиг.1). При рабочем ходе поверхность Д (см. фиг.7, 8) пуансона 1 воздействует на выталкиватель
5 б, перемещает его вниз, а выступы 14, взаимодействуя с копирной линейкой, нажимают на зубья 10, перемещая их по пазам 7 контейнера 3 в пазы 8 матрицы 4 до упора в уступы 12 (см. фиг.З). При этом, если изготав0 ливается режущая часть инструмента винтового профиля, толкатель 13 (см. фиг.7) поворачивается вокруг оси пуансона 1, проходя по винтовым пазам 7 своими выступами 14.
5 Если изготавливается режущая часть инструмента прямолинейного профиля, толкатель 13 (см. фиг.8) совершает движение вниз без поворота. После установки зубьев 10 в пазы 8 матрицы 4 пуансон 1 возвраща0 ют в исходное положение, а в контейнер 3 помещают нагретую до температуры пластической деформации заготовку 18 в виде цилиндрического прутка из конструкционной стали (см. фиг.5). Во время второго ра5 бочего хода пуансон Т, двигаясь вниз, поверхностью Д воздействует на заготовку t8, впрессовывая ее в матрицу 4 с зубьями 10, формируя корпус 11 заготовки режущей части инструмента с зубьями 10 на наруж0 ной боковой поверхности.
После окончания процесса напрессовки корпус 11 с зубьями 10 выталкивается из штампа выталкивателем 6 и передается на следующую операцию обработки.
5 Формула изобретения
1. Штамп для получения заготовок режущей части инструмента в виде корпуса с зубьями на наружной боковой поверхности, содержащий подвижный вдоль оси давле0 ния пуансон, смонтированные на неподвижном основании контейнер и соосную с ним матрицу, а также подвижный вдоль оси давления выталкиватель-контрпуансон, причем на внутренних поверхностях кон5 тейнера с матрицей и на боковой поверхности выталкивателя выполнены пазы для размещения зубьев перед напрессовкой на них корпуса по форме выступающей над корпусом инструмента части зуба для пазов контейнера и матрицы и по форме заглубленной в корпус инструмента части зуба для пазов выталкивателя, отличающийся тем, что, с целью повышения производительности за счет обеспечения принудительного проталкивания зубьев из пазов контейнера в пазы матрицы при рабочем ходе пуансона, он снабжен узлом проталкивания зубьев в пазы матрицы, выполненным в виде смонтированного на рабочем торце пуансона толкателя с расположенными на боковой его поверхности зубьями, аналогичными по форме выступающим над корпусом инструмента частям зубьев с возможностью размещения в пазах контейнера и матрицы, а пуансон выполнен с воз0
5
можностью размещения в полости контейнера на всю его высоту при закрытом положении штампа.
2. Штамп поп. 1,отличающийся тем, что при изготовлении заготовок режущего инструмента с прямолинейными зубьями толкатель смонтирован на рабочем торце пуансона жестко.
3. Штамп по п. 1, отличающийся тем, что при изготовлении заготовок режущего инструмента со спиральными зубьями толкатель смонтирован на рабочем торце пуансона с возможностью совместного с ним перемещения и свободного относительно него вращения.
-Фиг.б

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Способ изготовления режущих инст-РуМЕНТОВ | 1979 |
|
SU852433A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| Штамп для обсечки деталей по контуру | 1982 |
|
SU1063524A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Штамп для формообразования рабочей поверхности матриц | 1977 |
|
SU715200A2 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
Использование: получение обработкой давлением заготовок режущей части инструментов с зубьями на боковой поверхности. Сущность изобретения. На неподвижном основании смонтирован контейнер с соосно установлеяной матрицей и подвижным вдоль оси давления выталкивэ- телем-контрпуансоном. Внутренняя поверхность контейнера, матрицы и боковая поверхность выталкивателя имеет пазы для размещения зубьев перед напрессовкой на них корпуса. Подвижный вдоль оси давления пуансон на рабочем торце несет узел проталкивания зубьев в пазы матрицы из пазов контейнера, выполненный в виде толкателя с зубьями на боковой поверхности, и имеет возможность размещения в полости контейнера на всю свою высоту при закрытом положении штампа. Толкатель узла проталкивания зубьев может быть смонтирован на торце пуансона жестко, что обеспечивает изготовление заготовок инструмента с прямыми зубьями, а может быть смонтирован с возможностью совместного с пуансоном перемещения и свободного относительно торца пуансона вращения для корпусов заготовок инструмента с винтовыми зубьями. 2 з.п. ф-лы, 10 ил. ел
Фиг. 7
Фиг. Ю
| Штамп для получения режущего инструмента удлиненной формы с зубьями | 1981 |
|
SU990395A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
