Изобретение относится к технологии изготовления металлокерамических узлов методом вакуумной пайки с использованием многослойных припойных элементов.
Целью изобретения является повышение качества изделий и упрощение способа их изготовления.
Сущность изобретения заключается в том, что слои используемого припойного элемента фиксируют между собой точечны-, ми сварными соединениями, после чего припойный элемент фиксируют таким же образом на металлической детали, причем сварные соединения выполняют по контуру элемента на равном расстоянии друг от друга в среде инертного газа.
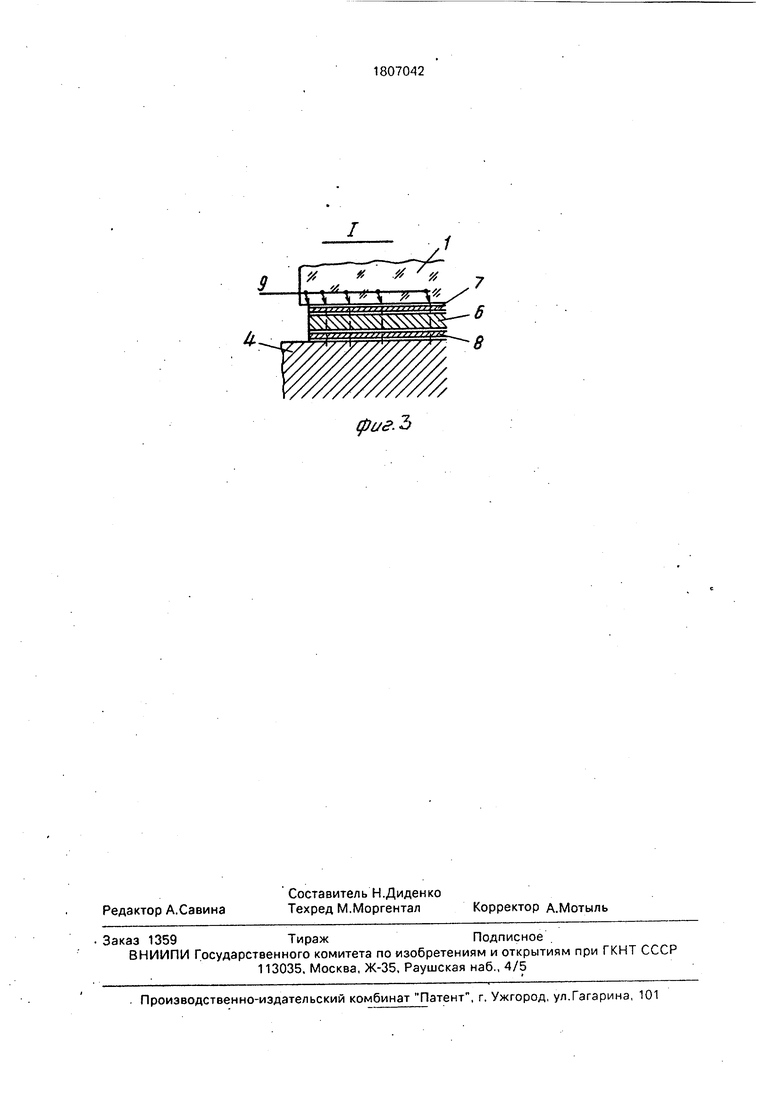
Изобретение поясняется на примере изготовления диэлектрического окна, схематически показанного на фиг. 1; на фиг. 2 показано сечение А-А по фиг. ,1; на фиг. 3 - узел I по фиг. 1.
Окно изготовляют из поликорового диска 1 (диаметр 50 мм, толщина 1,8 мм), кова- ровой манжеты 2 (толщина стенок 1 мм) с рабочим отверстием 3, образованным кольцевой полкой 4 (ширина 7,5 мм), и многослойного припойного элемента 5, состоящего из титанового кольца 6 (толщина 0,5 мм) и медно-никелевых фольговых шайб 7 и 8, каждая из которых выполнена из слоя меди (толщина 20 мкм), покрытого с двух сторон слоями никеля (толщина по 1 мкм).
Слои 6, 7, 8 скрепляют между собой точечной сваркой в токе сухого азота либо по контуру (фиг. 2) в равноотстоящих друг от друга точках 9, либо в точках 10 (фиг. 3), лежащих посередине припойного элемента. Таким же образом припойный элемент фиксируют затем на полке 4 манжеты 2,
После закрепления припойного элемента 5 сверху размещают диск 1, сборку устанавливают на плиту 11 с опорным
ел
С
00
о
v|
О 4Ь.
Ю
керамическим кольцом-подставкой 12 и производят ее стяжку с помощью специальной оправки.
Пайку изделия производят по известным режимам в вакууме.
Получаемые по описанному способу соединения имеют высокое качество и соответствуют требованиям, предъявляемым к изделиям подобного типа как по механической прочности, так и по вакуумной плотности. Одновременно упрощается и становится более удобной сборка узлов, продолжительность которой по сравнению , с базовой технологией сокращается в 1,5...2 раза.
Использование точечной сварки при подготовке припойного элемента позволяет выполнять его прослойки из отдельных частей, составляемые как по их длине (периметру), так и по ширине, способствуя тем самым
0
5
0
более рациональному использованию при- пойных материалов.
Новый способ также существенно расширяет технологические возможности получения металлокерамических соединений.
Формула изобретения
1. Способ соединения керамики с металлом, включающий размещение между ними многослойного пригюйного элемента и последующую пайку, отличающийся тем, что, с целью повышения качества изделий и упрощения способа, слои припоя фиксируют между собой точечными сварными соединениями, после чего таким же образом припойный элемент фиксируют на металлической детали.
2. Способ поп. 1, отличающийся тем, что точечные сварные соединения выполняют по контуру припойного элемента на равном расстоянии друг от друга в среде инертного газа.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения охватывающих металлокерамических спаев | 1988 |
|
SU1611622A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| Способ соединения корундовой керамики с металлом | 1988 |
|
SU1606502A1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ И/ИЛИ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ПАСТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2131798C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШАРИКОВЫХ ВЫВОДОВ НА АЛЮМИНИЕВОЙ МЕТАЛЛИЗАЦИИ КОНТАКТНЫХ ПЛОЩАДОК КРИСТАЛЛА | 2017 |
|
RU2671383C1 |
| Способ контактной точечной сварки | 2023 |
|
RU2815629C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| Сопло к устройствам для дуговой сварки | 1986 |
|
SU1375418A1 |
| СПОСОБ СВАРКИ АНОДА С КОНТАКТОМ И МЕТАЛЛОКЕРАМИЧЕСКИМ ИЗОЛЯТОРОМ КАМЕРЫ НА ПЛАЗМЕННОМ ФОКУСЕ | 2009 |
|
RU2400338C1 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
Использование: изобретение относится к технологии изготовления металлокерэми- ческих узлов (МКУ) и может применяться в приборостроении, машиностроении, электротехнической и электронной отраслях промышленности. Сущность изобретения: предложено отдельные припойные прослойки соединять между собой точечной сваркой, а затем полученный единый при- пойный промежуточный элемент точечной сваркой фиксировать на поверхности металлической детали, сопрягаемой с диэлектрической деталью. 3 ил.
I 4 1 5
рие-2
фиг.Ъ
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Способ соединения корундовой керамики с металлом | 1988 |
|
SU1606502A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Циркуль-угломер | 1920 |
|
SU1991A1 |
| Способ соединения тугоплавкойМЕТАлличЕСКОй дЕТАли C КЕРАМи-чЕСКОй | 1979 |
|
SU833875A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ пайки керамики с металлами и неметаллами | 1984 |
|
SU1260124A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
