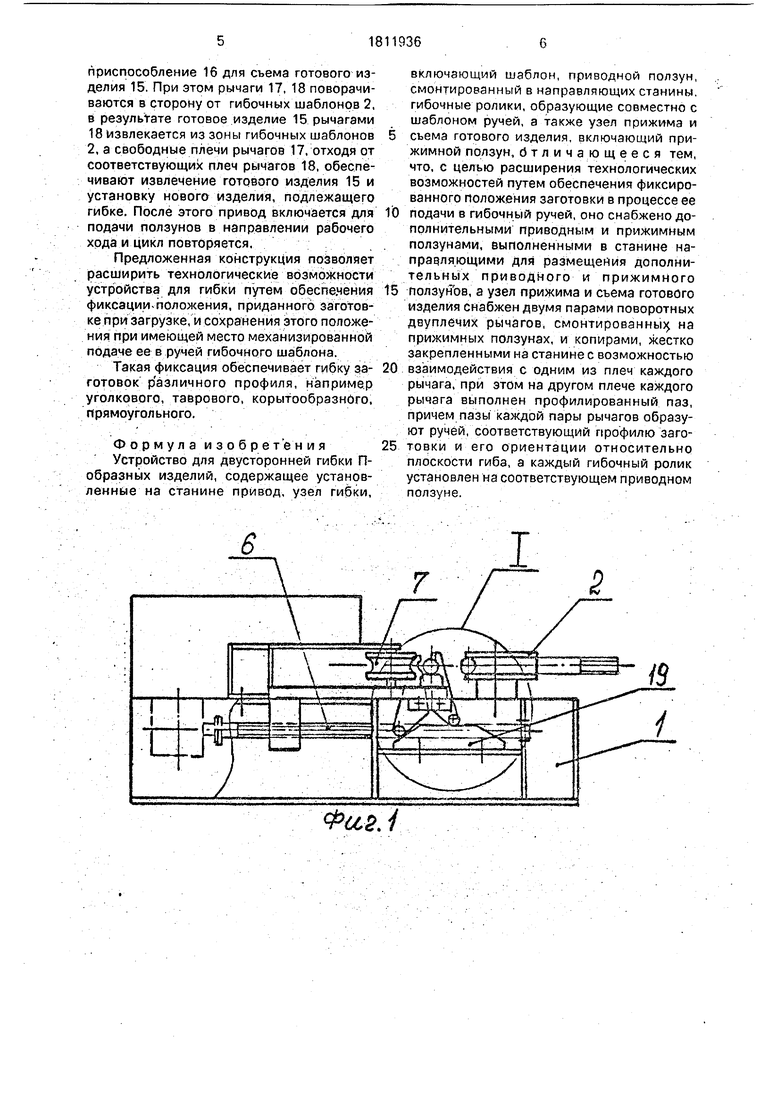
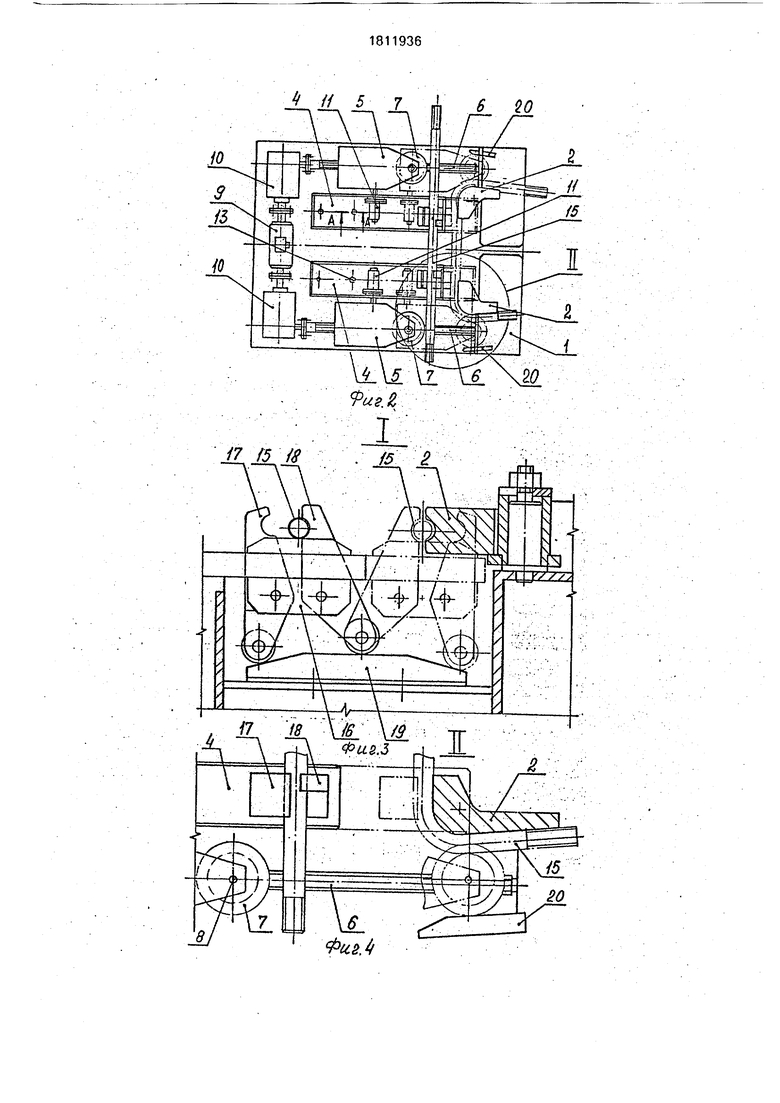
лия 15 к шаблонам 2, а также для прижима этого изделия к упомянутым шаблонам предназначены приспособления 16, каждое из которых выполнено в виде попарно смонтированных на соответствующем прижимном ползуне 4 двуплечих рычагов 17 и 18. Эти рычаги предназначены для манипулирования изделием 15 перед гибкой и после гибки, а именно: прижимной рычаг 17 предназначен для подачи и удержания изделия 15 перед гибкой и в процессе гибки, а выталкивающий рычаг 18 предназначен для съема готового изделия с гибочных шаблонов 2.
Чтобы обеспечить выполнение рычагами 17 и 18 своих функций, на станине 1, в зоне расположения прижимных ползунов 4, установлены неподвижные копиры 19, находящиеся в постоянном контакте с рычагами 17 и 18. Каждый копир 19 выполнен в виде пластины со скосами (фиг.З). Свободные плечи рычагов 17 и 18 предназначены для взаимодействия с изделием 15.
В зоне расположения гибочных шаблонов 2 на станине 1 имеются направляющие 20, предназначенные для сдвигания гибочных роликов 7 в процессе гибки изделия навстречу друг другу на величину подгиба- ния концов изделия 1.5 с целью компенсации пружинения концов изделия. Возможность смещения роликов 7 навстречу друг другу обеспечена, например, за счет зазоров между отверстиями упомянутых роликов и расположенными в них осями 8.
В исходном положении ползуны 4 и 5 отведены от гибочных шаблонов 2 в крайнее левое положение (в сторону привода 9, ф«г.2). В этом положении ползуны 4 кинематически связаны с приводными ползунами 5 посредством фиксаторов 11 и не зафиксированы относительно станины 1 фиксаторами 13. При этом рычаги 17 и 18 занимают положение, изображенное на фиг.З сплошными линиями, т.е. упомянутые рычаги готовы к приему изделия 15, подлежащего гибке.
Работает устройство следующим образом. .....
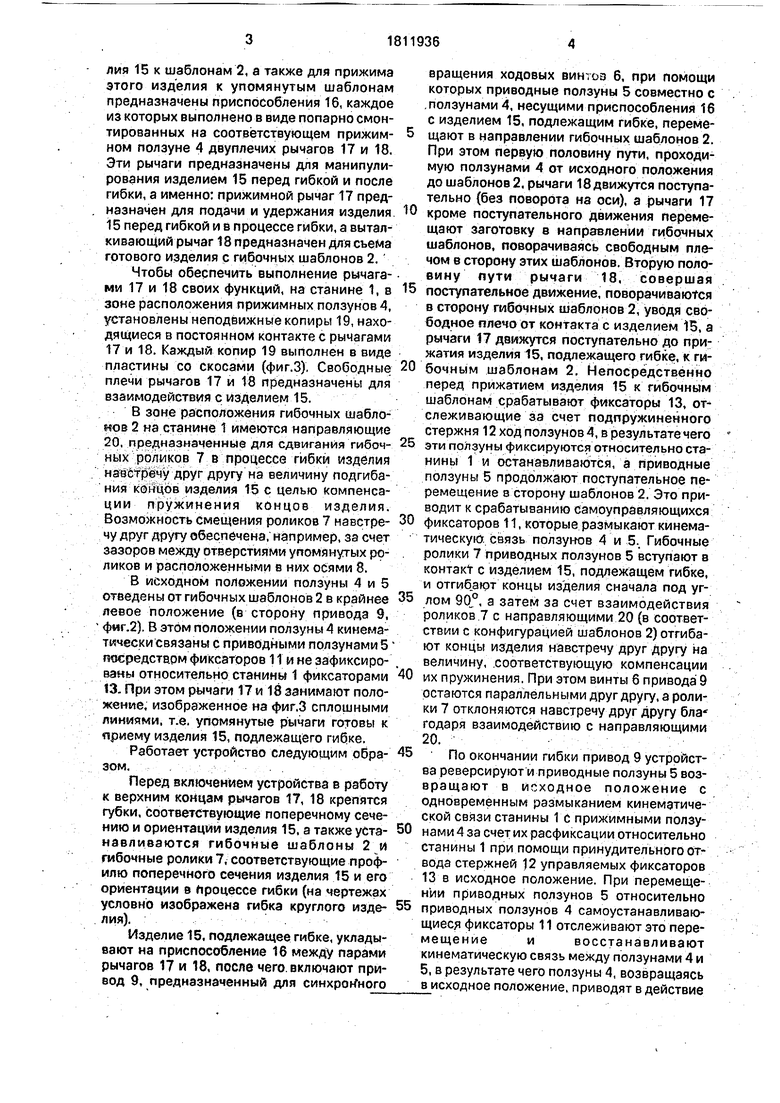
Перед включением устройства в работу к верхним концам рычагов 17, 18 крепятся губки, соответствующие поперечному сечению и ориентации изделия 15, а также устанавливаются гибочные шаблоны 2 и гибочные ролики 7, соответствующие профилю поперечного сечения изделия 15 и его ориентации в процессе гибки (на чертежах условно изображена гибка круглого изделия).
Изделие 15, подлежащее гибке, укладывают на приспособление 16 между парами рычагов 17 и 18, после чего, включают привод 9, предназначенный для синхронного
вращения ходовых винтоз 6, при помощи
которых приводные ползуны 5 совместно с
.ползунами 4, несущими приспособления 16
с изделием 15, подлежащим гибке, перемещают в направлении гибочных шаблонов 2. При этом первую половину пути, проходимую ползунами 4 от исходного положения до шаблонов 2. рычаги 18 движутся поступательно (без поворота на оси), а рычаги 17
кроме поступательного движения перемещают заготовку в направлении гибочных шаблонов, поворачиваясь свободным плечом в сторону этих шаблонов. Вторую половину пути рычаги 18, совершая
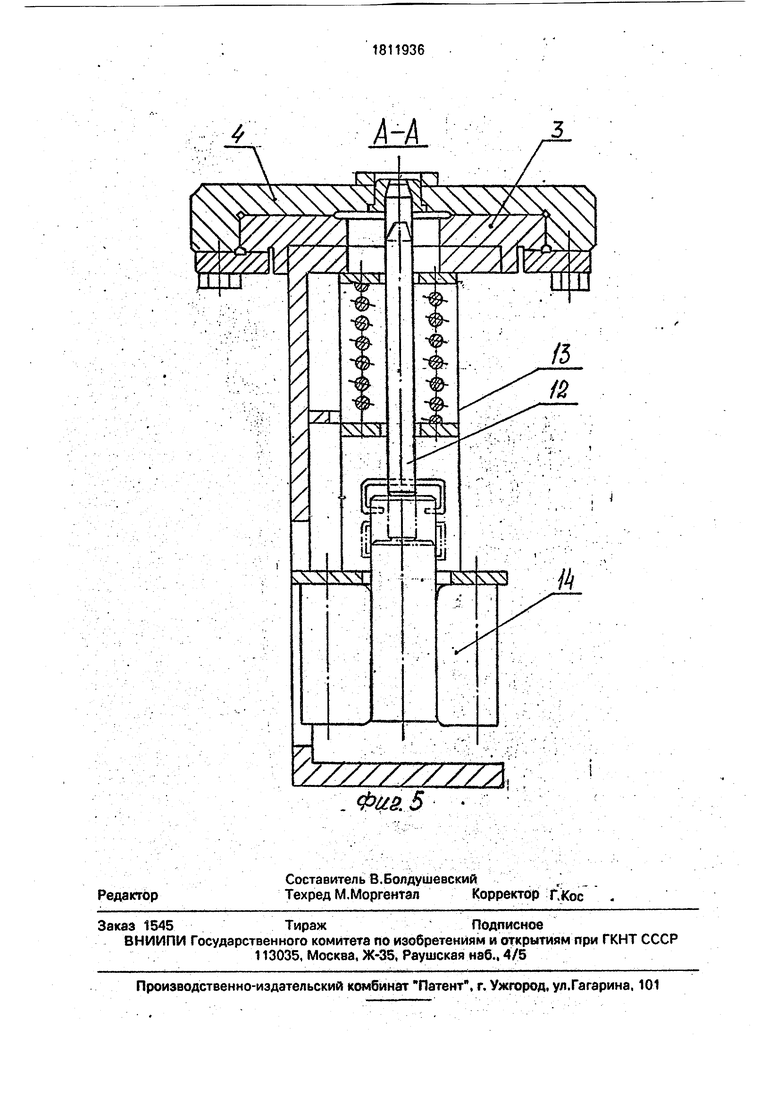
5 поступательное движение, поворачиваются в сторону гибочных шаблонов 2, уводя свободное плечо от контакта с изделием 15, а рычаги 17 движутся поступательно до прижатия изделия 15, подлежащего гибке, к ги0 бочным шаблонам 2. Непосредственно перед прижатием изделия 15 к гибочным шаблонам срабатывают фиксаторы 13, отслеживающие за счет подпружиненного стержня 12 ход ползунов 4, в результате чего
5 эти ползуны фиксируются относительно станины 1 и останавливаются, а приводные ползуны 5 продолжают поступательное перемещение в сторону шаблонов 2. Это приводит к срабатыванию самоуправляющихся
0 фиксаторов 11, которые размыкают кинематическую; связь ползунов 4 и 5., Гибочные ролики 7 приводных ползунов 5 вступают в контакт с изделием 15, подлежащем гибке, и отгиб.ают концы изделия сначала под уг5 лом 90°, а затем за счет взаимодействия роликов 7 с направляющими 20 (в соответствии с конфигурацией шаблонов 2) отгибают концы изделия навстречу друг другу на величину, .соответствующую компенсации
0 их пружинения. При этом винты б привода 9 остаются параллельными друг другу, а ролики 7 отклоняются навстречу друг другу бла годаря взаимодействию с направляющими 20. ; - . - ;.. .;. ..
5 По окончании гибки привод 9 устройства реверсируют и приводные ползуны 5 возвращают в исходное положение с одновременным размыканием кинематической связи станины 1 С прижимными ползу0 нами 4 за счет их расфиксации относительно станины 1 при помощи принудительного отвода стержней 12 управляемых фиксаторов 13 в исходное положение. При перемещении приводных ползунов 5 относительно
5 приводных ползунов 4 самоустанавливающиеся фиксаторы 11 отслеживают это перемещениеи восстанавливают кинематическую связь между ползунами 4 и 5, в результате чего ползуны 4, возвращаясь в исходное положение, приводят в действие
приспособление 16 для съема готового изделия 15. При этом рычаги 17, 18 поворачиваются в сторону от гибочных шаблонов 2, в результате готовое изделие 15 рычагами 18 извлекается из зоны гибочных шаблонов 2, а свободные плечи рычагов 17, отходя от соответствующих плеч рычагов 18, обеспечивают извлечение готового изделия 15 и установку нового изделия, подлежащего гибке. После этого привод включается для подачи ползунов в направлении рабочего хода и цикл повторяется.
Предложенная конструкция позволяет расширить технологические возможности устройства для гибки путем обеспечения фиксации, положения, приданного заготовке при загрузке, и сохранения этого положения при имеющей место механизированной подаче ее в ручей гибочного шаблона.
Такая фиксация обеспечивает гибку заготовок различного профиля, например уголкового, таврового, корытообразного, прямоугольного.
Ф о.р мулаизобр е те н и я Устройство для двусторонней гибки П- образных изделий, содержащее установленные на станине привод, узел гибки,
включающий шаблон, приводной ползун, смонтированный в направляющих станины, гибочные ролики, образующие совместно с шаблоном ручей, а также узел прижима и
5 съема готового изделия, включающий прижимной ползун, бтличающееся тем, что, с целью расширения технологических возможностей путем обеспечения фиксированного положения заготовки в процессе ее
0 подачи в гибочный ручей, оно снабжено дополнительными приводным и прижимным ползунами, выполненными в станине направляющими для размещения дополнительных приводного и прижимного
5 ползун ов, а узел прижима и съема готового изделия снабжен двумя парами поворотных двуплечих рычагов, смонтированных, на прижимных ползунах, и копирами, жестко закрепленными на станине с возможностью
0 взаимодействия с одним из плеч каждого рычага, при этом на другом плече каждого рычага выполнен профилированный паз, причем пазы каждой пары рычагов образуют ручей, соответствующий профилю заго5 товки и его ориентации относительно плоскости гиба, а каждый гибочный ролик установлен на соответствующем приводном ползуне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
. i
