Изобретение относится к области порошковой металлургии, в частности к способам уплотнения спеченных заготовок в устройствах сферодвижной штамповки и торцовой раскатки.
Цель изобретения - повышение качества изделий.
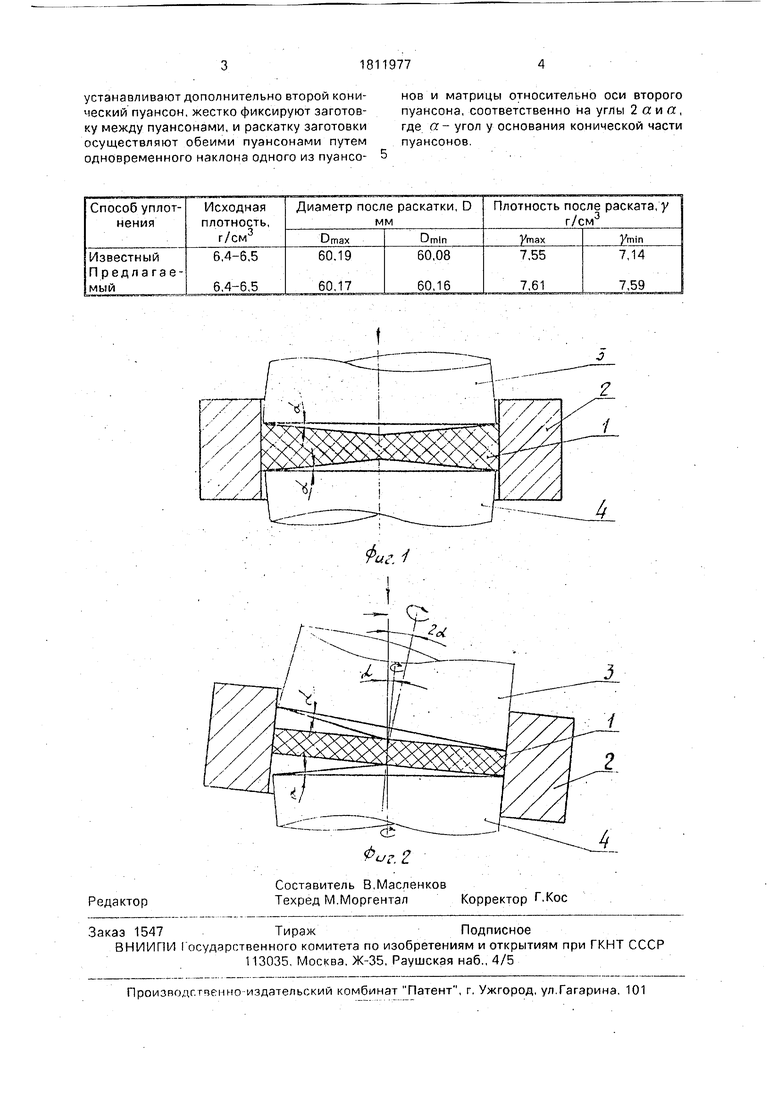
На фиг.1 показано окончание фиксации заготовки относительно матрицы; на фиг.2 - окончание процесса раскатки.
Пример. Проводили уплотнение спеченных заготовок размером 59,8x18 мм, изготовленных из железного порошка с плотностью 6,4-6,5 г/см3. Уплотнение осу-. ществляли на гидравлическом прессе модели ДБ2432, оснащенным устройством торцевой раскатки УТР. Заготовку 1 свободно с зазором 0,2 мм по диаметру устанавливали в матрицу 2 и жестко фиксировали ее относительно матрицы осадкой между соосно расположенными коническими пуансонами 3 и 4с углом у основания конической части а- 2 град. Затем приступали к доуп- лотнению раскаткой в процессе совместного поворота пуансо на 3 и матрицы 2 на углы соответственно 4 и 2 град., при этом скорость поворота пуансона 3 равнялась 1 град/с, а скорость поворота матрицы 2 -0,5 град/с. Сравнительные данные по геометрическим .размерам и плотности заготовок уплотненных известным и предлагаемым способами представлены в таблице. .
Предлагаемый способ позволяет повысить качество, изделий за счет повышения точности геометрических размеров и выравнивания плотности по сечению прессовки. В процессе осуществления способа обе торцовые поверхности заготовки обкатывают коническими пуансонами, что способствует образованию поверхностного текстуриро- ванного слоя практически компактного металла толщиной несколько десятых мм, что упрощает нанесение защитных покрытий и повышает качество покрытий.
Формула изобретения Способ уплотнения порошковых спеченных заготовок раскаткой; включающий размещение заготовки в матрице, установку конического пуансона соосно с матрицей и раскатку заготовки пуансоном с изменением угла его наклона к оси матрицы, отличающийся тем,что, соосно с матрицей
00
ю
v|
VI
устанавливают дополнительно второй конический пуансон, жестко фиксируют заготовку между пуансонами, и раскатку заготовки осуществляют обеими пуансонами путем одновременного наклона одного из пуансонов и матрицы относительно оси второго пуансона, соответственно на углы 2 а и а, где а- угол у основания конической части пуансонов.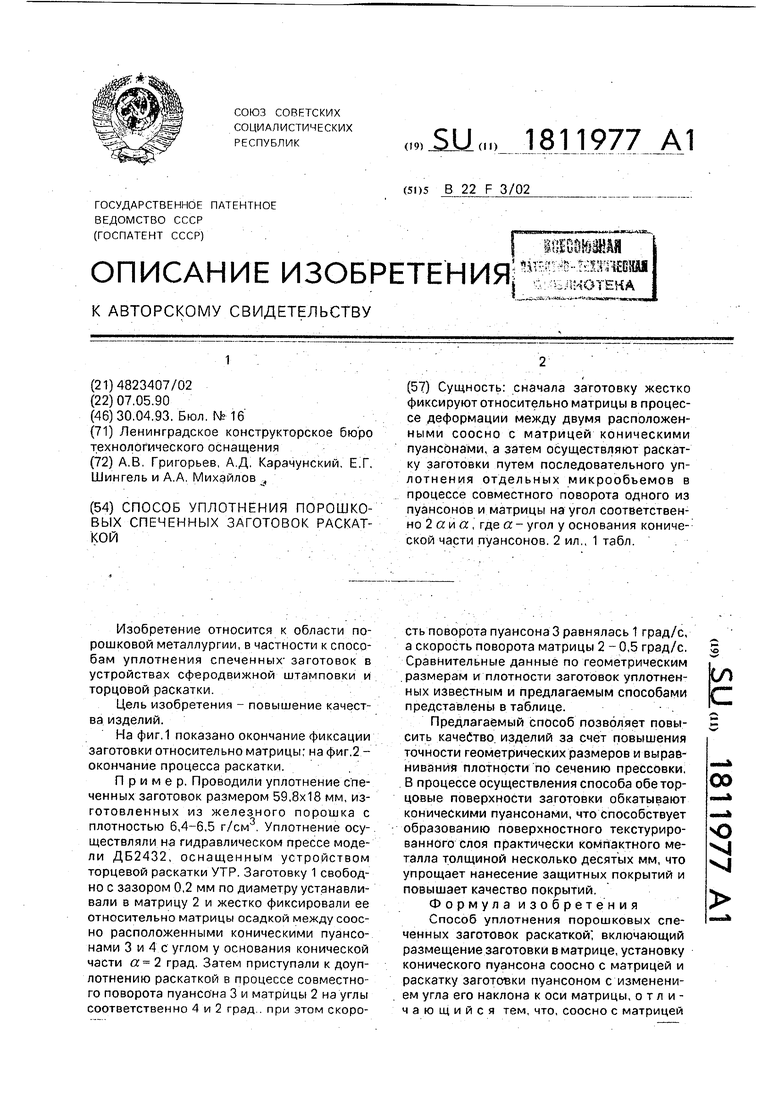
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения спеченных кольцевых заготовок | 1989 |
|
SU1669635A1 |
| Способ изготовления деталей раскаткой | 1988 |
|
SU1532165A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Устройство для прессования трубчатых изделий из порошка | 1989 |
|
SU1660845A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| Устройство для дискретно-непрерывного формования длинномерных труб из порошка | 1990 |
|
SU1787689A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ДЕТАЛЕЙ | 2002 |
|
RU2241576C2 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1988 |
|
SU1636089A1 |
Сущность: сначала заготовку жестко фиксируют относительно матрицы в процессе деформации между двумя расположенными соосно с матрицей коническими пуансонами, а затем осуществляют раскатку заготовки путем последовательного уплотнения отдельных микрообъемов в процессе совместного поворота одного из пуансонов и матрицы на угол соответственно 2 а и а , где а - угол у основания конической части пуансонов. 2 ил., 1 табл.
Фиг. 1
