Изобретение относится к области машиностроения, предназначено для обработкикромок металлических крупногабаритных неповоротных конструкций, например уплотняющих рамок дверей коксовых печей, и может быть использовано для обработки изогнутых в плане деталей.
Цель изобретения - устранение указанных недостатков и повышение эффективности обработки.
Поставленная цель достигается тем, что в устройстве, выполненном в виде скобооб- разной тележки для установки ее на изделии с размещенной на ней шлифовальной годовкой, направляющими, базирующими
и прижимными роликами и регулятором глу- . бины резания, шлифовальная головка закреплена в хомуте, подвижно взаимосвязанном с тележкой, при этом регулятор глубины резания выполнен виде стержня, вертикально закрепленного на хомуте, нижним концом взаимодействующего с боковой поверхностью цилиндра, эксцентрично -установленного посредством горизонтальной оси с лимбом на тележке; базирующие ролики установлены симмет- - рично относительно вертикальной оси шлифующей головки со стороны, противоположной обрабатываемой поверхности, на осях, жестко вмонтированных в
тележку, а прижимные ролики размещены над базирующими со стороны обрабатываемой поверхности, шарнирно закреплены на концах подпружиненных вкладышей, установленных в корпусе с возможностью 5 взаимного перемещения относительно друг друга, управляемых рукояткой посредством эксцентрично взаимосвязанного с ней нажимного ролика.
При этом подвижная взаимосвязь шли- 10 фующей головки с тележкой обеспечивает возможность размещения шлифующей головки с зазором в исходном положении над обрабатываемой поверхностью, что предот-. вращает преждевременный износ шлифую- 15 щей головки или ее повреждение при установке и снятии устройства и в итоге повышает эффективность шлифования,
Выполнение регулятора .глубины резания в виде стержня, связанного со шлифо- 20
вальной головкой и взаимодействующего при работе с цилиндром, эксцентрично ус, .тановлениым посредством горизонтальной оси с лимбом на тележке, дает возможность отвода шлифовальной головки в нерабочем 25 положении и подвода при работе, обеспечивая при этом заданную глублну резания, что предупреждает износ и повреждение шлифующей головки и повышает эффективность шлифования,г 30
Установка базирующих роликов симметрично относительно вертикальной оси шлифовальной головки со стороны, противоположной обрабатываемой поверхности на осях, жестко вмонтированных в тележку, 35 обеспечивает постоянство расстояния между базирующими роликами и шлифующей поверхностью головки, т.е. между базирующей поверхностью и обрабатываемой, что обеспечивает обработку в заданный размер 40 по толщине, а следовательно, повышает эф- фективность шлифования. Размещение прижимных роликов над базирующими со стороны обрабатываемой поверхности и их конструктивное выполне- 45 ние обеспечивают поджим уплотняющей рамки к базирующим роликам, жестко взаи. мосвязанным с тележкой, и возможность его обработки в заданный размер по толщине и, таким образом, повышает эффектив- 50
. ность шлифования.
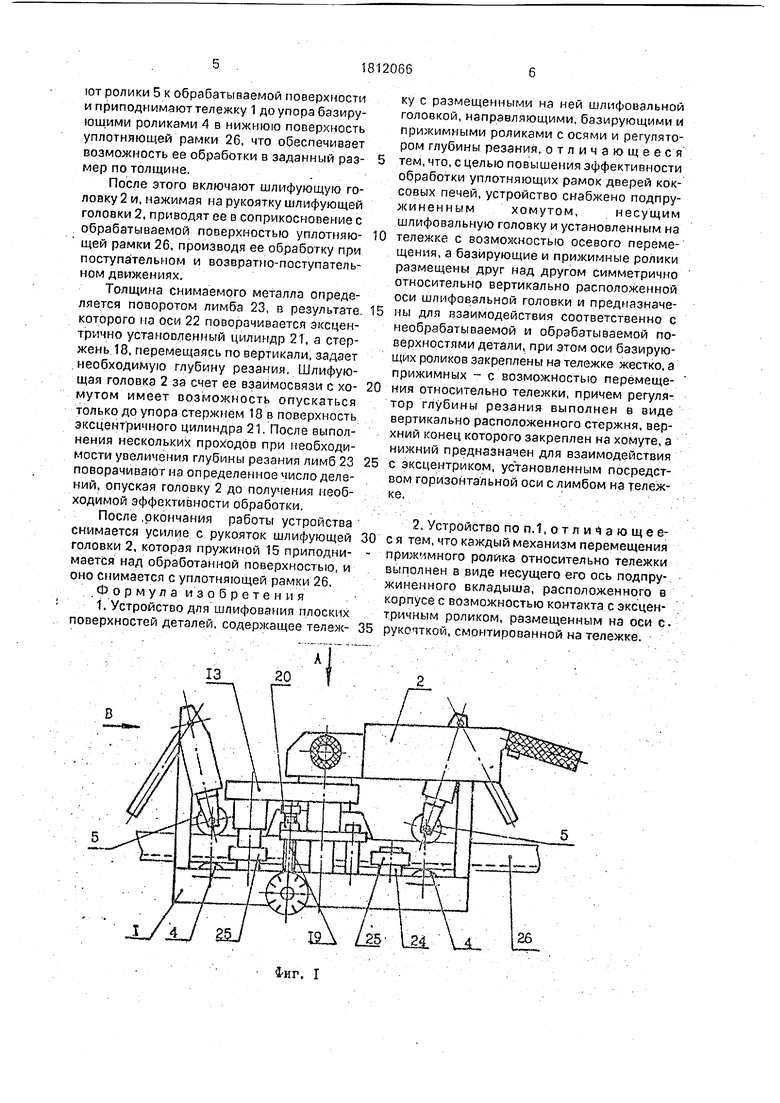
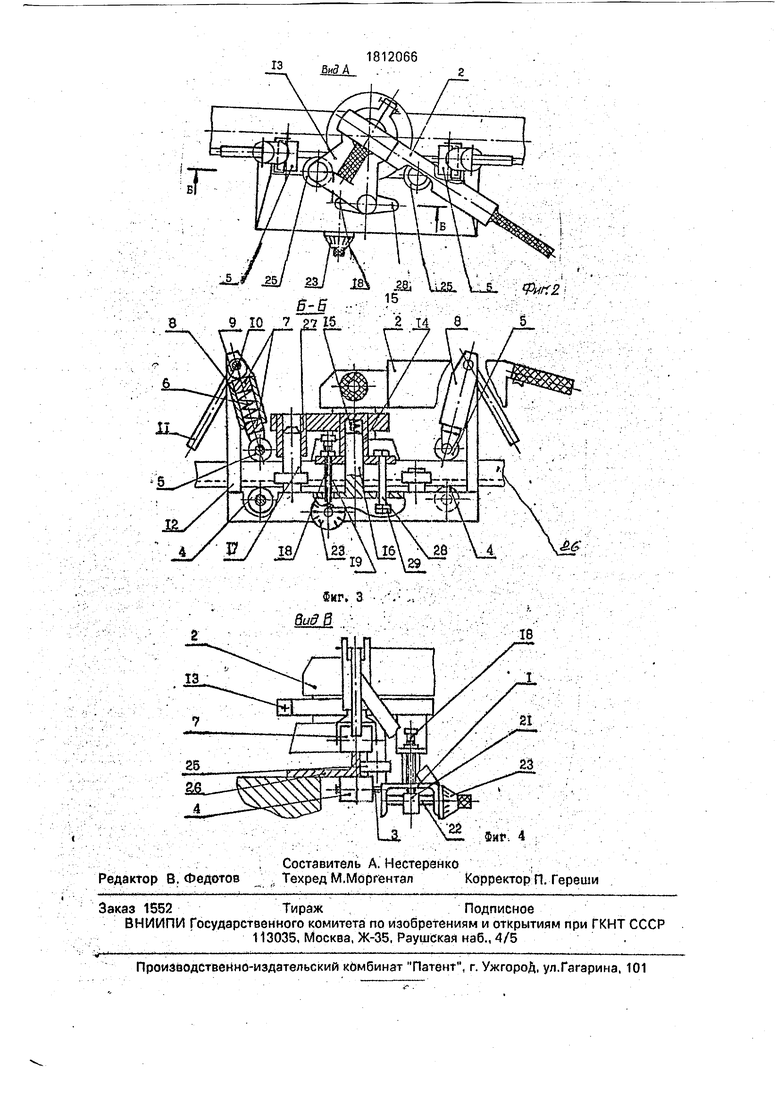
На фиг. 1 показан общий вид устройства; на фиг,2 - вид по стрелке А на фиг.1; на фиг.З-сечение Б-Б на фиг.2; на фиг.4 - вид по стрелке В на фиг.1.55
Устройство для шлифования уплотняющей рамки дверей коксовых печей содержит скобообрэзную тележку 1, шлифующую головку 2 и регулятор глубины резания.
На осях 3, жестко вмонтированных в тележку 1,симметрично относительно вертикальной оси шлифующей головки 2 со стороны, противоположной обрабатываемой поверхности, установлены базирующие ролики 4, что обеспечивает постоянство расстояния между базирующими роликами и шлифующей поверхностью головки 2. Над базирующими роликами 4 со стороны обрабатываемой поверхности размещены прижимные ролики 5. Они установлены на концах подпружиненных пружинами 6 вкладышей 7, установленных в корпусе 8 с возможностью взаимного перемещения относительно друг друга. Над вкладышами 7 размещены нажимные ролики 9, которые посредством оси 10 эксцентрично взаимосвязаны с рукоятками 11, установленными на боковых стойках 12 тележки 1.
Шлифующая головка 2 закреплена в хомуте 13 с установленным на нем направляющим стаканом 14, а на тележке 1 закреплены подпружиненный пружиной 15 штырь 16 и штырь 17.
Регулятор глубины резания содержит вертикально закрепленный на хомуте 14 стержень 1.8 с винтовой нарезкой 19, положение которого фиксируется гайкой 20, а его нижний конец упирается в боковую поверхность горизонтального цилиндра 21, эксцентрично установленного на оси 22 с лимбом 23.
Устройство снабжено установленными на осях 24 направляющими роликами 25, взаимодействующими с боковой поверхностью уплотняющей рамки 26. Для стабилизации положения головки 2 при перемещении на хомуте 13 закреплён направляющий стакан 27,
Величина перемещения хомута 14 с шлифующей головкой 2 относительно тележки 1 регулируется штырем 28, а максимальная величина расхождения - действием пружины 15 и гаек 29-.
Устройство работает следующим образом.-
В исходном положении рукоятки 11 подняты вверх, в результате чего вкладыши 7, освобожденные от действия эксцентричных роликов . 9, ослабляют поджатие прижимных роликов 5 подпружиненными вкладышами 7, а шлифующая головка 2 под действием пружины 15 отведена вверх,
Устройство устанавливают прижимными роликами 5 на верхнюю обрабатываемую поверхность уплотняющей рамки 26, а .направляющими роликами 25 упираются в ее боковую поверхность. При опускании рукоятки 11 вниз нажимные ролики 9 сжимают пружины 6 вкладышей 7, которые прижимают ролики 5 к обрабатываемой поверхности и приподнимают тележку 1 до упора базирующими роликами 4 в нижнюю поверхность уплотняющей рамки 26, что обеспечивает возможность ее обработки в заданный раз- мер по толщине.
После этого включают шлифующую головку 2 и, нажимая на рукоятку шлифующей головки 2, приводят ее в соприкосновение с обрабатываемой поверхностью уплотняю- щей рамки 26, производя ее обработку при поступательном и возвратно-поступательном движениях.
Толщина снимаемого металла определяется поворотом лимба 23, в результате, которого на оси 22 поворачивается эксцентрично установленный цилиндр 21, а стержень. 18, перемещаясь по вертикали, задает необходимую глубину резания. Шлифующая головка 2 за счет ее взаимосвязи с хо- мутом имеет возможность опускаться только до упора стержнем 18 в поверхность эксцентричного цилиндра 21, После выполнения нескольких проходов при необходимости увеличения глубины резания лимб 23 поворачивают на определенное число делений, опуская головку 2 до получения необходимой эффективности обработки,
После .окончания работы устройства снимается усилие с рукояток шлифующей головки 2, которая пружиной 15 приподни- мается над обработанной поверхностью, и оно снимается с уплотняющей рамки 26.
Ф о р м у л а и з о б р е т е н и я
1. Устройство для шлифования плоских поверхностей деталей, содержащее тележ-
ку с размещенными на ней шлифовальной головкой, направлявшими, базирующими и прижимными роликами с осями и регулятором глубины резания, о тлич .ающее с я тем, что, с целью повышения эффективности обработки уплотняющих рамок дверей коксовых печей, устройство снабжено подпружиненным хомутом,несущим шлифовальную головку и установленным на тележке с возмох ностыо осевого перемещения, а базирующие и прижимные ролики размещены друг над другом симметрично относительно вертикально расположенной оси шлифовальной головки и предназначены для взаимодействия соответственно с необрабатываемой и обрабатываемой поверхностями детали, при этом оси базирующих роликов закреплены на тележке жестко, а прижимных - с возможностью перемещения относительно тележки, причем регулятор глубины резания выполнен в виде вертикально расположенного стержня, верхний конец которого закреплен на хомуте, а нижний предназначен для взаимодействия с эксцентриком, установленным посредством горизонтальной оси с лимбом на тележке. ...;
2. Устройство попЛ.отли ающее- с я тем, что каждый механизм перемещения прижимного ролика относительно тележки выполнен в виде несущего его ось подпружиненного вкладыша, расположенного в корпусе с возможностью контакта с эксцентричным роликом, размещенным на оси с. рукояткой, смонтированной на тележке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| СПОСОБ ШЛИФОВАНИЯ РЕЛЬСА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2272858C2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Устройство для шлифования проволоки | 1976 |
|
SU663557A1 |
| Устройство для обработки планирного лючка и планирной дверцы двери коксовой печи | 1990 |
|
SU1772124A1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ПРУЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2223851C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦА КОНУСА КИНЕСКОПОВ АБРАЗИВНЫМИ КРУГАМИ | 1992 |
|
RU2042493C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
Использование: для обработки кромок металлических крупногабаритных неповоротных конструкций, например уплотняющих рамок дверей коксовых печей, а также для обработки изогнутых в плане деталей. Сущность: устройство содержит скобооб- разную тележку, устанавливаемую на уплотняющей рамке, взаимосвязанную с ней шлифующую головку, направляющие, базирующие и прижимные ролики и регулятор глубины резания. Шлифующая головка закреплена на хомуте, подвижно взаимосвязанном с тележкой. Регулятор глубины резания выполнен в виде вертикально закрепленного на хомуте стержня, нижним концом взаимодействующего с боковой поверхностью цилиндра,.эксцентрично установленного посредством горизонтальной оси с лимбом на тележке. Базирующие ролики установлены симметрично относительно вертикальной оси шлифующей головки со стороны, противоположной обрабатываемой поверхности, на жестко вмонтированных в тележку осях. Прижимные ролики размещены над базирующими и обрабатываемой поверхностью и шарнирно закреп- лены на концах установленных в корпусе подпружиненных вкладышей. Управление прижимными роликами осуществляется посредством рукоятки и взаимосвязанного с ней эксцентрично нажимного ролика, 1 з.п.ф-лы, 4 ил. ел С
Фиг. I
ТЛ S Си-штд.-пш-. iTu-ш-г й- IJL1J -nit-Vrj-i.-nl---Упили-тП-иш-цД.
/уГ/Т
v.i/2/ js/ шдЦХ
t - -I . ) II «
| Переносное устройство для обработки направляющих станины станка | 1980 |
|
SU918046A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для шлифования | 1984 |
|
SU1248770A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| . | |||
