Известно устройство для получения сетеподобных и других изделий из термопластов методом выдавливания (экструзии), представляющее собой оформляющую головку с неподвижной матрицей для формования продольных жил сеткн и с вибрирующим пуансоном для формования поперечных жил. В известном устройстве вибрирующий пуансон вместе с направляющей расположен в питательной камере, т. е. в раснлаве термонласта. При этом кольцевой зазор между пуансоном и направляющей во время работы головкн находится под постоянным высоким давлением расплава как в верхнем, так и в нижнем положении пуансона. Вследствие этого расплав, постепенно проникающий в зазор между вибрирующим пуансоном и направляюа1,ей, скапливается в камере над пуансоном, что вызывает необходимость дополнительной периодической разборки и чистки головки. Кроме того, в случае переработки нетермостабильных термопластов материал, проникший в зазор, задерживается -там и разлагается, а затем, подмешиваясь к основной массе расплава, загрязняет изделия. Создать же надежное уплотнение между вибрирующим пуансоном и направляющей очень сложно из-за тяжелых условий работы (вибрация с высокой температурой).
или изделий, у которых продольные и поперечные жилы выполнены из различных термопластов (например, один из которых обладает более высокими физнко-механическими свойствами), в предлагаемом устройстве матрица имеет вторую питательную камеру, соединенную оформляющими отверстиями с рабочей зоной головки.
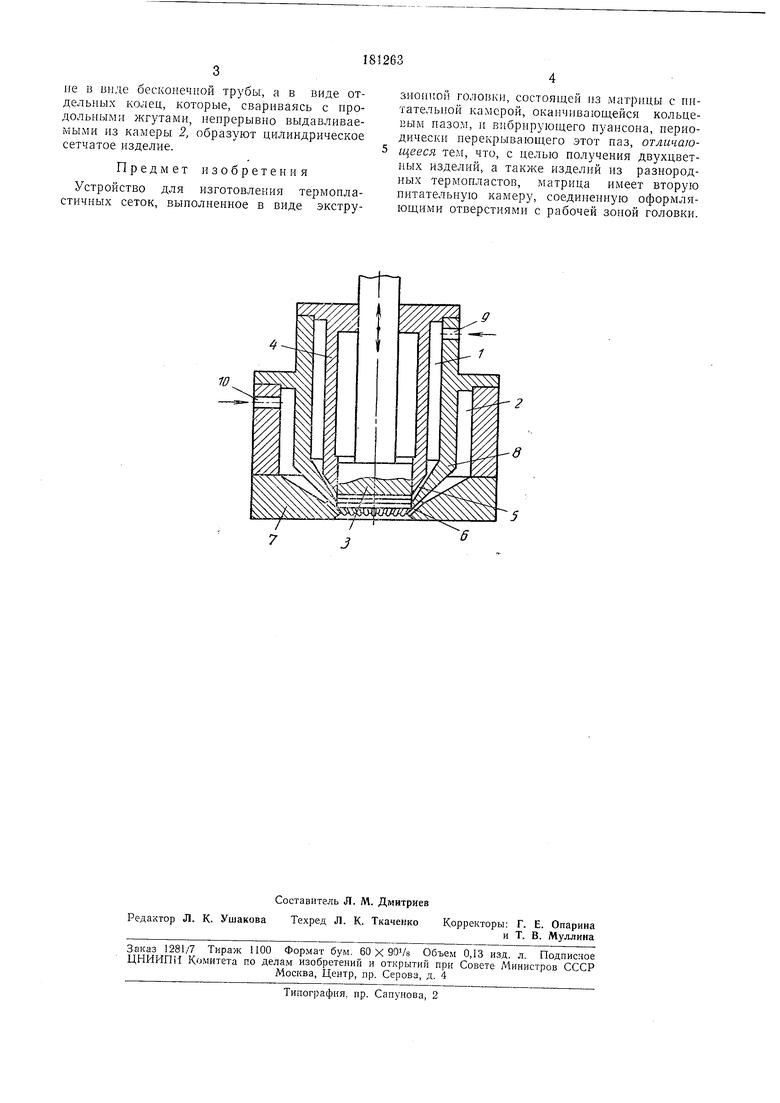
На чертеже изображена двухкамерная головка с вибрирующим пуансоном, находящимся в крайнем верхнем положении.
Экструзнонная головка содержит корпус с питательными камерами 1 и 2 и вибрирующий пуансон 3, перемещающийся в направляющих втулки 4. Камера / имеет кольцевой паз 5, из которого термопласт выдавливается в виде трубы, когда пуансон 3 находится в верхнем положении. Оформляющие отверстия 6 камеры 2 образованы каналами, выфрезерованными на матрице 7, и конусной поверхностью втулки 8; термопласт из них непрерывно выдавливается в виде жгутов, расположенных по окружности. В питательные камеры / и 2 термопласт подается через отверстия 9 и 10. Головка снабжена элементами электрообогрева (на чертеже не показаны). Устройство работает следующим образом. Прн вибрации пуансона 3 кольцевой паз 5 то перекрывается им, то снова открывается, в результате чего термопласт выдавливается
не в Бнде бесконечной трубы, а в виде отдельных колец, которые, свариваясь с иродольными жгутами, непрерывно выдавливаемыми из камеры 2, образуют цилиндрическое сетчатое изделие.
Предмет изобретения
Устройство для изготовления термонластичных сеток, выполненное в виде экструзно(г.ои головки, состоящей из матрицы с ннтательпой камерой, оканчивающейся кольцевым назом, н вибрирующего пуансона, периодически перекрывающего этот паз, отличающееся тем, что, с целью получения двухцветных изделий, а также изделий из разнородных термопластов, матрица имеет вторую питательную камеру, соединенную оформляющими отверстиями с рабочей зоной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ИЗ ТЕРМОПЛАСТОВ ПОЛЫХ ТОЛСТОСТЕННЫХ ИЗДЕЛИЙ | 1972 |
|
SU428950A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Литьевая форма | 1987 |
|
SU1509269A2 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| Устройство для формирования жгутов из пластичных материалов | 1977 |
|
SU704417A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПО ЭКСТРУЗИОННО-ПРЕССОВОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2409467C2 |
| Устройство для выпрессовывания жгутов из кондитерских масс | 1979 |
|
SU865257A1 |
| Этажная литьевая форма | 1990 |
|
SU1742084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
-
-5
