Изобретение относится к станкостроению и может быть использовано для обработки отверстий в деталях типа тюбинга метро. ;. ; . ,: .; :
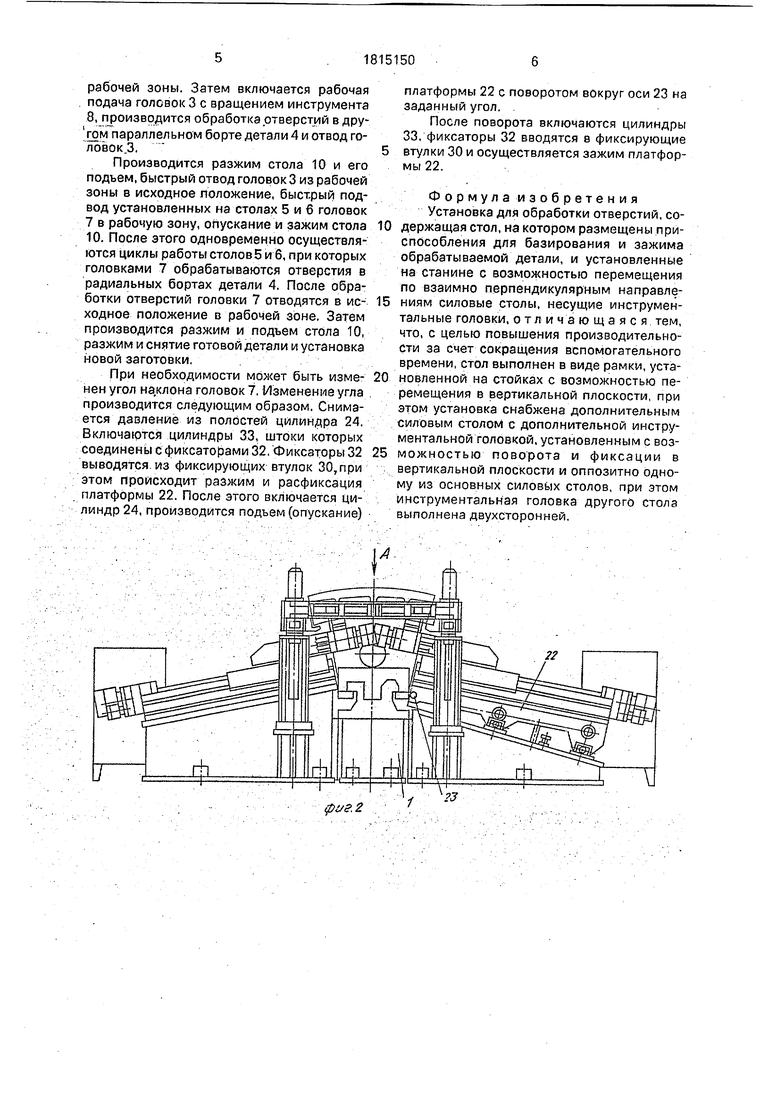
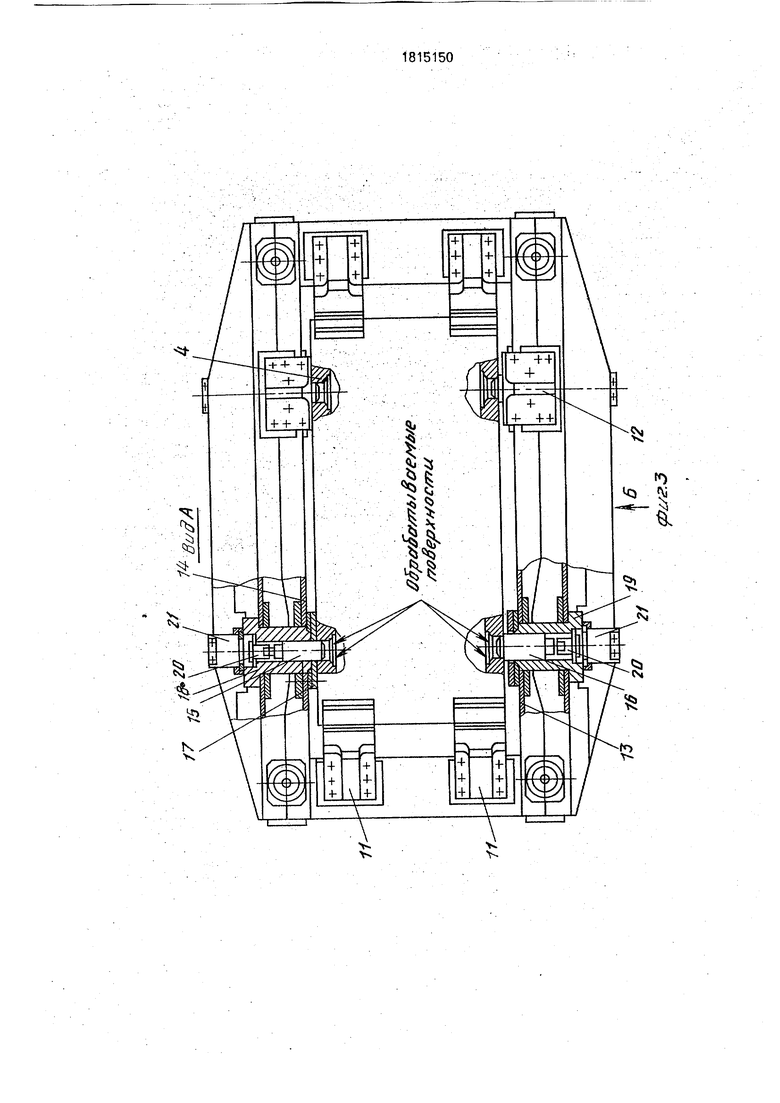
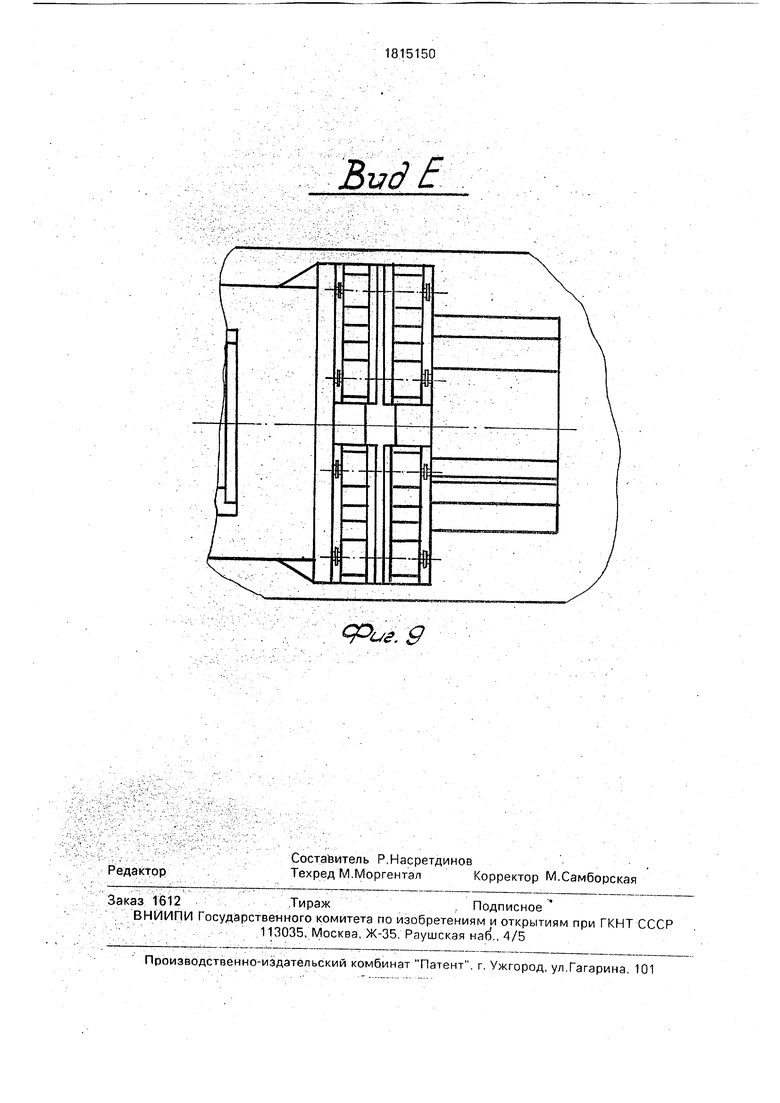
На фиг. 1 изображен общий вид установки с исходным положением подвижного стола; на фиг. 2 - то же, с рабочим положением подвижного стола; на фиг. 3 - вид А на фиг. 2 на подвижный стол; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 1; на фиг, 6 - разрез Г-Г на фиг. 5; на фиг. 7 - вынеска I на фиг. 5; на фиг. 8 - вид двухсторонней инструментальной. головки; на фиг. 9 - вид Е на.фиг.-8..
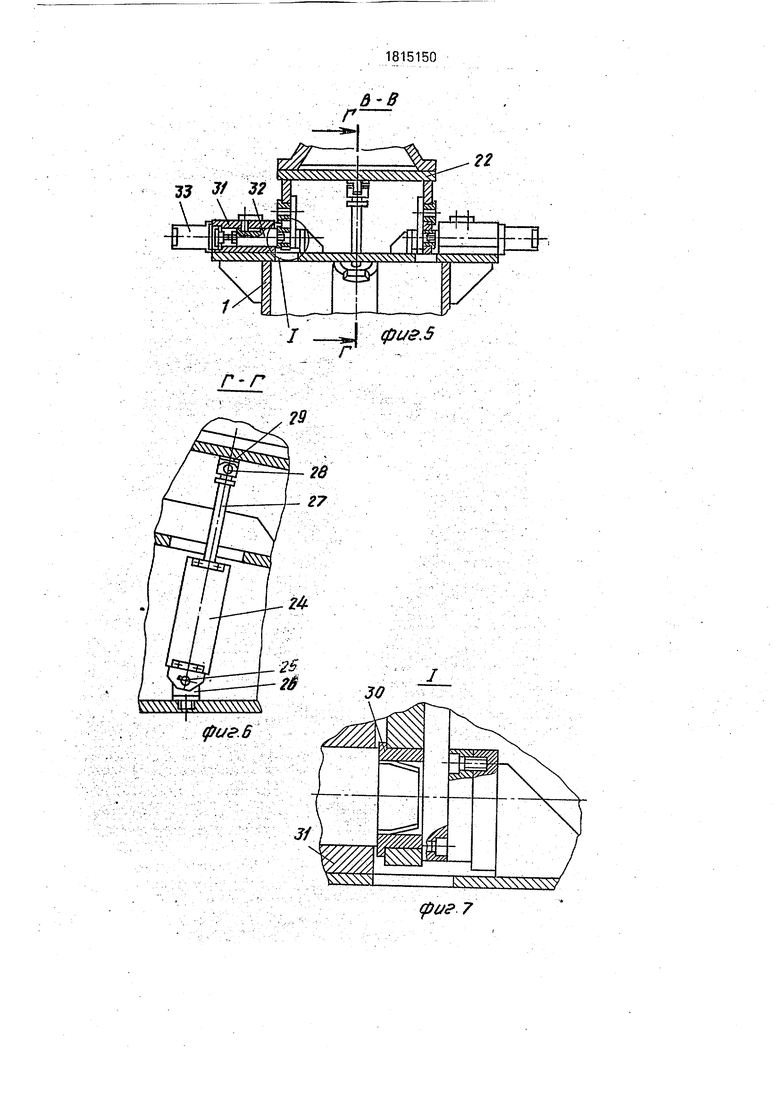
Предлагаемая установка для обработки отверстий содержит станину 1, горизонтальный силовой стол 2, несущий инструментальные головки 3 для обработки отверстий в параллельных бортах детали 4, выполненные двухсторонними наклонные силовые столы 5 и 6, несущие инструментальные головки 7 для обработки отверстий в радиальных (наклонных) бортах детали. В шпиндёля.х головок 3 и 7 установлены режущие инструменты 8, На станине 1 с возможностью осевого перемещения на стойках 9 установлен стол 10, выполненный в виде рамки, к которой прикреплены опорные кронштейны 11 для предварительной ориентации .и установки детали 4, и приспособления 12 для окончательного базирования и зажима детали 4. На двух параллельных стенках 13 и 14 рамки установлены базиру- :ющие пальцы 15 и 16, а на стенке. 14 закреплены базирующие платики 17. Пальцы 15 и 16 установлены в направляющих втулках 18 и 19 и соединены со штоками 20 цилиндров 21. Оси пальцев 15 и 16 геометрически совмещены с координатами осей крайних отверстий, выполненных, на параллельных .бортах детали 4, и соосны соответствующим шпинделем инструментальных головок 3. Палец 15 выполнен гладким, а палец 16- со ступенью, торцом которой обрабатываемая деталь прижимается к базирующим плати-, кам 17. Силовой стол 6 жестко закреплен на платформе 22, установленной с возможностью поворота и фиксации на гориз.онталь- .:. ной оси 23, жестко закрепленной на станине 1 и перпендикулярной направлению осей обрабатываемых отверстий.
Привод поворота платформы 22 состоит из качающегося цилиндра 24, задняя крышка которого с возможностью качения установлена на горизонтальной оси 25 серьги 26, жестко закрепленной в станине. Передний конец штока 27 цилиндра 24 с возможностью качания установлен на горизонтальной оси 28 серьги 29, жестко закрепленной на платформе 22. Оси 25 и 28 параллельны оси 23,
В боковых щеках платформы 22 параллельно оси 23 попарно установлены фикси- рующие втулки 30, а на станине .1 в направляющих втулках31 установлены фиксаторы 32, которые соединены с приводами осевого перемещения, выполненными в виде цилиндров 33. Фиксаторы 32 выполнены
0
с переходными ступенями, торцы которых
под действием усилия цилиндров 33 прижимают платформу 22 к станине 1.
Оси фиксирующих втулок 30 и:фиксато- ров 32 расположены в плоскостях, проходя- 5 щих через ось 23 поворота и образующих заданный угол поворота платформы 22.
Подъем в опускании стоек 9, а следовательно, и стола 10 осуществляется цилиндрами 34, смонтированными внутри станины 0 1. . ..;..- . : . ; .
Установка работает следующим обра. зом. .. . -. .. ;., . ,.;::..... . - .
Стол 10 находится в исходном-(поднятом) положении (фиг. 1), подвижная часть
5 силового стола 2 с головками 3 находится в .рабочей зоне, Базирующие пальцы 15 и 16 отведены в заднее положение.:
Обрабатываемая деталь 4 устанавливается на кронштейны 1.1 стола 10. В таком
0 положении заготовка предварительно сориентирована относительно базирующих пальцев 15 и 16. Включением цилиндров 21 ; штоки 20 подаются . вперед и перемещают пальцы 15 и 16, которые, входя в крайние
5 отверстия параллельных бортов, окончательно ориентируют деталь 4 относительно шпинделей головок 3. Пальцы 15, войдя в отверстия детали 4 на определенную длину, останавливаются, а пальцы 16 входят в от0 верстия детали и далее, перемещаясь, торцами ступеней двигают деталь 4 и прижимают ее к базирующим платикам 17. Таким образом производится базирование и зажим детали 4, Базирующие пальцы 15 и
5 1.6 установлены строго соосно шпинделям, т, е. режущему инструменту 8 головок 3. Отверстия, имеющиеся в радиальных бортах детали также, будут соосны шпинделям головок 7. .,
0 После зажима обрабатываемой детали 4 стол 10 вместе со стойками 9, приспособлениями 12 опускается цилиндрами 34 вниз и прижимается к опорным плоскостям П станины 1.
5Включается цикл работы стола 2, при котором производится рабочая подача головок 3 с вращением инструментов 8. Про- из водится обработка отверстий в параллельном борте детали 4. после чего головки 3 отводятся в исходное положение
рабочей зоны. Затем включается рабочая
подача головок 3 с вращением инструмента
8, производится обработка отверстий в другом параллельном борте детали 4 и отвод головок.З. 5
Производится разжим стола 10 и его подъем, быстрый отвод головок 3 из рабочей зоны в исходное положение, быстрый подвод установленных на столах 5 и 6 головок 7 в рабочую зону, опускание и зажим стола 10 10. После этого одновременно осуществляются циклы работы столов 5 и 6, при которых головками 7 обрабатываются отверстия в радиальных бортах детали 4. После обработки отверстий головки 7 отводятся в ис- 15 ходное положение в рабочей зоне. Затем производится разжим и подъем стола 10, разжим и снятие готовой детали и установка новой заготовки.
При необходимости может быть изме- 20 нен угол наклона головок 7. Изменение угла . производится следующим образом. Снимается давление из полостей цилиндра 24. Включаются цилиндры 33, штоки которых соединены с фиксаторами 32, Фиксаторы 32 25 выводятся.из фиксирующих втулок 30,при этом происходит разжим и расфиксация платформы 22. После этого включается цилиндр 24, производится подъем (опускание)
платформы 22 с поворотом вокруг оси 23 на заданный угол. .
После поворота включаются цилиндры 33, фиксаторы 32 вводятся в фиксирующие втулки 30 и осуществляется зажим платформы 22.
Формула изобретения Установка для обработки отверстий, содержащая стол, на котором размещены приспособления для базирования и зажима обрабатываемой детали, и установленные на станине с возможностью перемещения по взаимно перпендикулярным направлениям силовые столы, несущие инструментальные головки, отличающаяся тем, что, с целью повышения производительности за счет сокращения вспомогательного времени, стол выполнен в виде рамки, установленной на стойках с возможностью перемещения в вертикальной плоскости, при этом установка снабжена дополнительным силовым столом с дополнительной инструментальной головкой, установленным с возможностью поворота и фиксации в вертикальной плоскости и оппозитно одному из основных силовых столов, при этом инструментальная головка другого стола выполнена двухсторонней.
0919181
Bud Л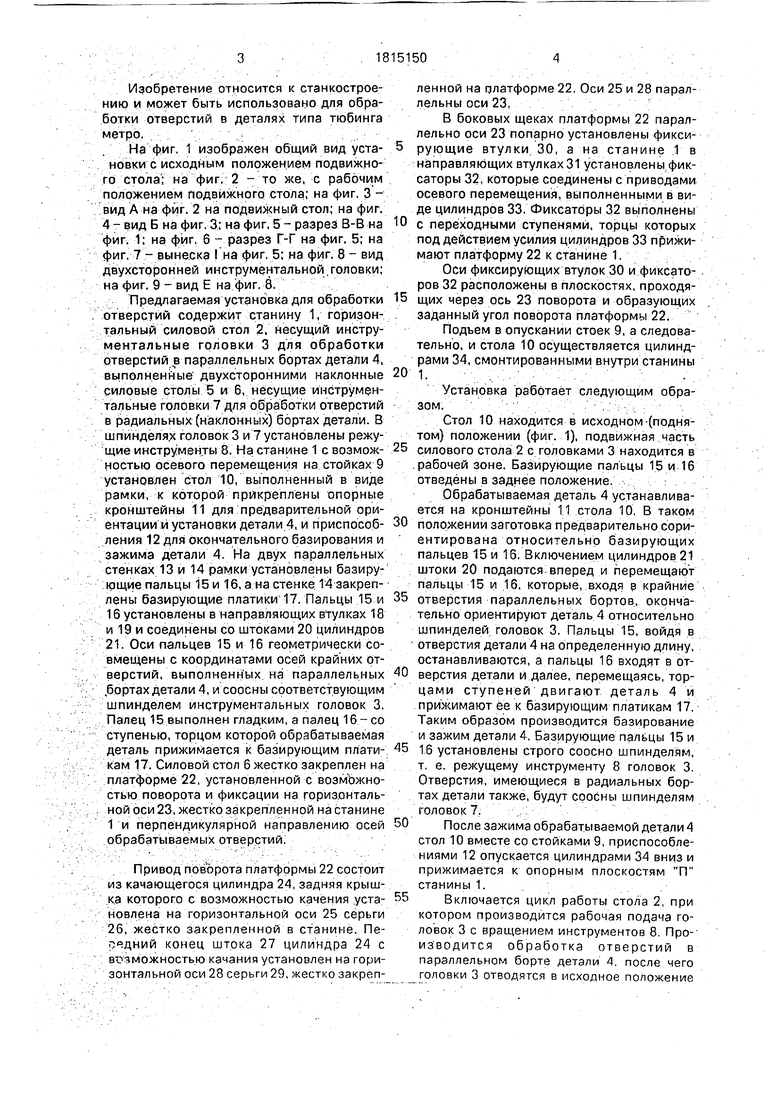
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| Металлорежущий станок с автоматической сменой инструментальных головок | 1987 |
|
SU1463427A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Станок для обработки отверстий | 1982 |
|
SU1142231A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Агрегатный станок | 1985 |
|
SU1283050A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
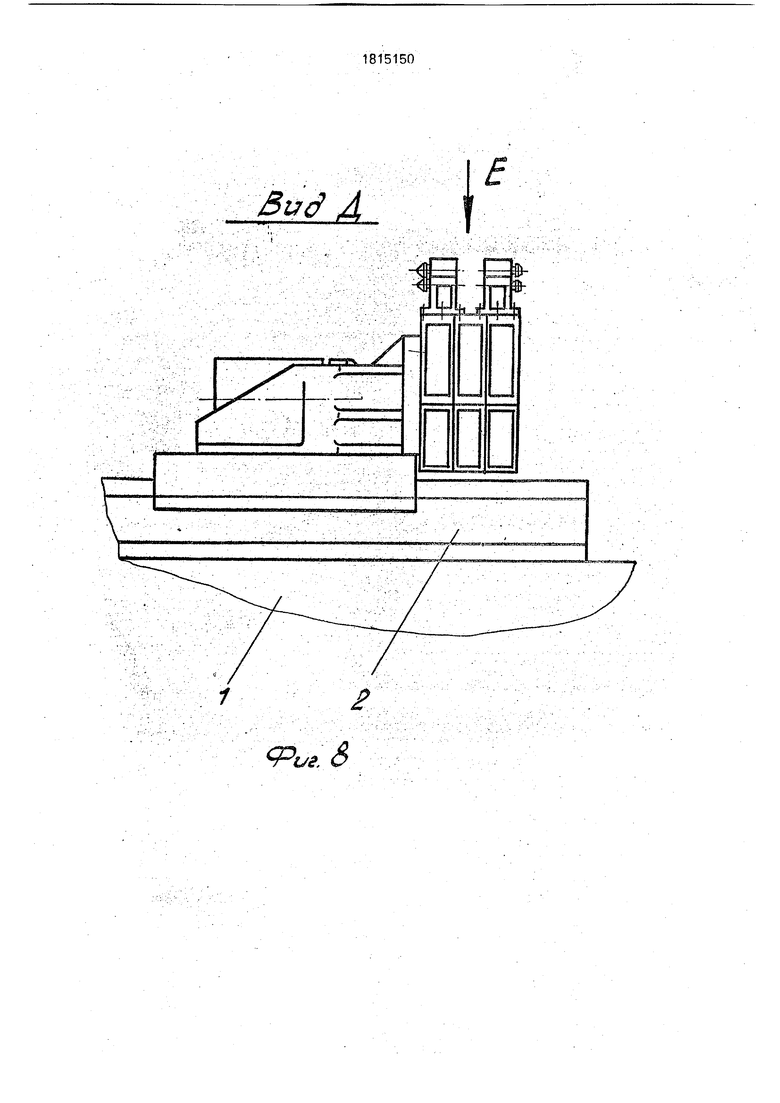
Использование: в станкостроении, в частности в станках для обработки отверстий в деталях типа тюбинг метро. Сущность изобретения: после установки и закрепления детали 4 на столе 10, выполненном в виде рамки, установленной на четырех стойках, происходит опускание стола 10 в зону обработки, в которую предварительно введена посредством силового стола 2 установленная на нем двухсторонняя инструментальная головка 3. Далее происходит двухсторонняя обработка отверстий на внутренних поверхностях детали 4. После окончания обработки, стол 10 с деталью 4 поднимается в исходное положение, силовой стол 2 выводит инструментальные головки 3 из зоны обработки, а силовые столы 5 и 6 вводят в последние инструментальные головки 7, расположенные напротив друг друга. После опускания стола 10 с деталью 4 производится, одновременная обработка отверстий в двух других внутренних поверхностях детали 4. По окончании обработки стол 10 поднимается и деталь 4 снимается с него, в это время головки 7 выводятся, а головки 3 вводятся в зону обработки. Далее .осуществляется цикл обработки следующей детали. 9 ил.. ел 1C
Фиг. &
tivdE
Фаг. 9
| Установка для обработки отверстий | 1985 |
|
SU1298049A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
