Изобретение относится к обработке металлов давлением и может использоваться в металлургической, машиностроительной и авиационной промышленности для получения изделий с дном и замкнутыми по периметру стенками, преимущественно из титановых сплавов.
Целью изобретения является повышение качества изделий с дном и замкнутыми по периметру стенками за счет исключения коробления изделий.
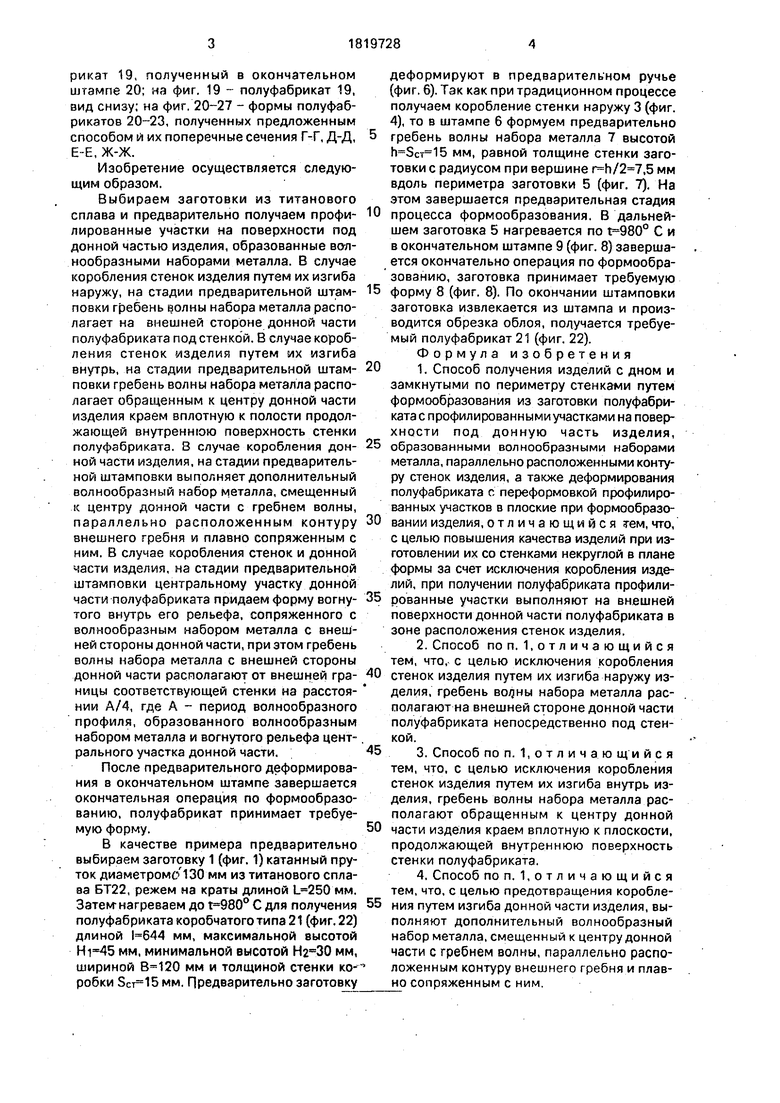
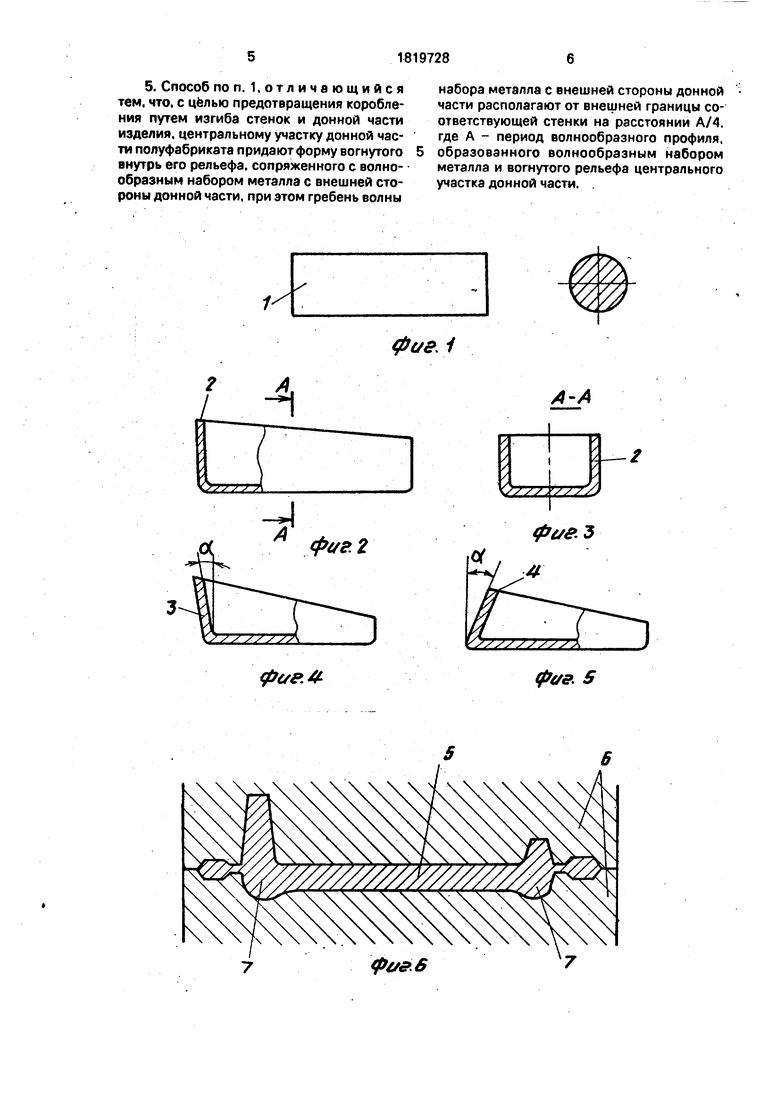
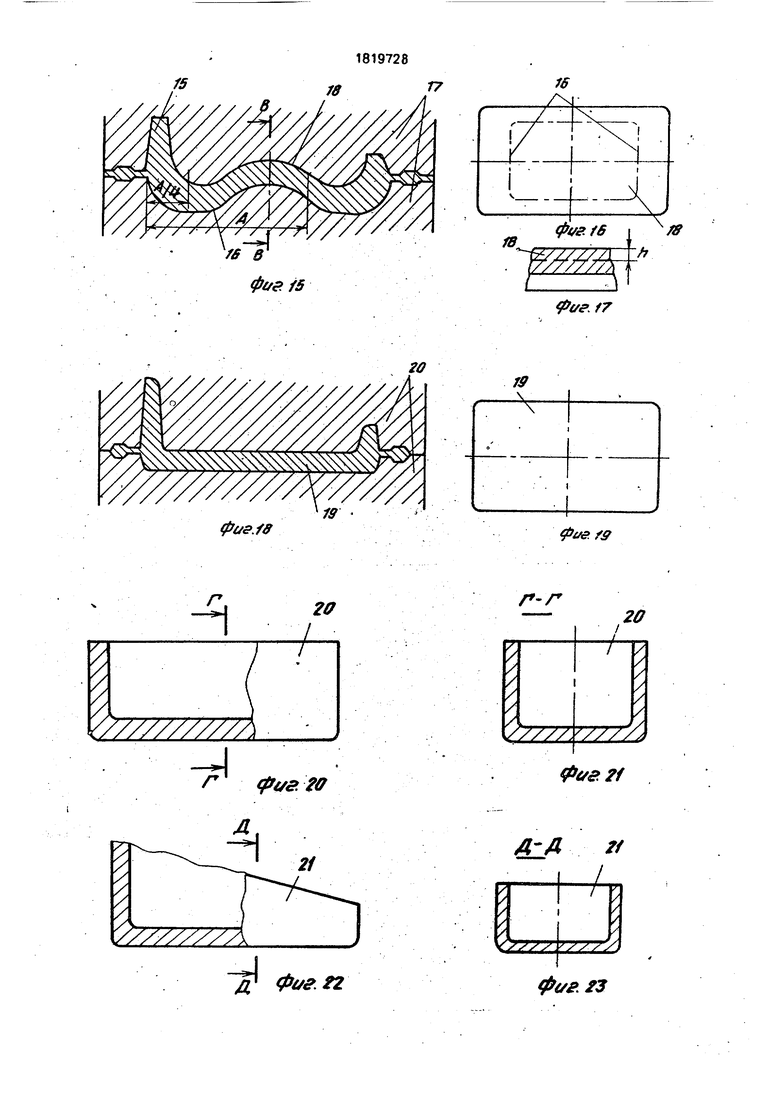
На фиг. 1 показана заготовка 1, используемая для получения полуфабриката 2; на фиг. 2 - полуфабрикат 2; на фиг. 3 - сечение А-А на фиг. 2 (полуфабрикат, заданный к получению); на фиг. 4 и фиг. 5 - формы полуфабрикатов 3 и 4, полученных традиционным способом; на фиг. 6 - заготовка 5, получаемая в штампе 6 с предварительно сформированным на ее днище гребнем волны набора металла; на фиг. 7 -расположение гребня волны набора металла 7 по периметру заготовки 5; на фиг. 8 - получение полуфабриката 8 в штампе 9; на фиг. 9 - полученная заготовка 8 после устранения компенсационных выступов 7 снизу; на фиг. 10- заготовка 10 в штампе 11с нанесенными на нее внешним гребнем 12 набора металла и внутреннем 13; на фиг. 11 - расположение внешнего и внутреннего гребней 12 и 13 по контуру заготовки 10; на фиг. 12 - сечение Б-Б на фиг. 10 (гребня 13); на фиг. 13 - штамповка полуфабриката 14 в штампе 15; на фиг. 14-полуфабрикат коробчатой формы 14, вид снизу; на фиг. 15 - поковка 15 с предварительно сформованным волнообразным набором металла 16 в штампе 17; на фиг. 16 - расположение на поковке 15 волнообразного набора металла 16 в плане, где лоз. 18 - вогнутый рельеф центрального участка; на фиг. 17 - сечение вогнутого рельефа 18; на фиг. 18 - полуфабСП
С
00
а
о VI ю со
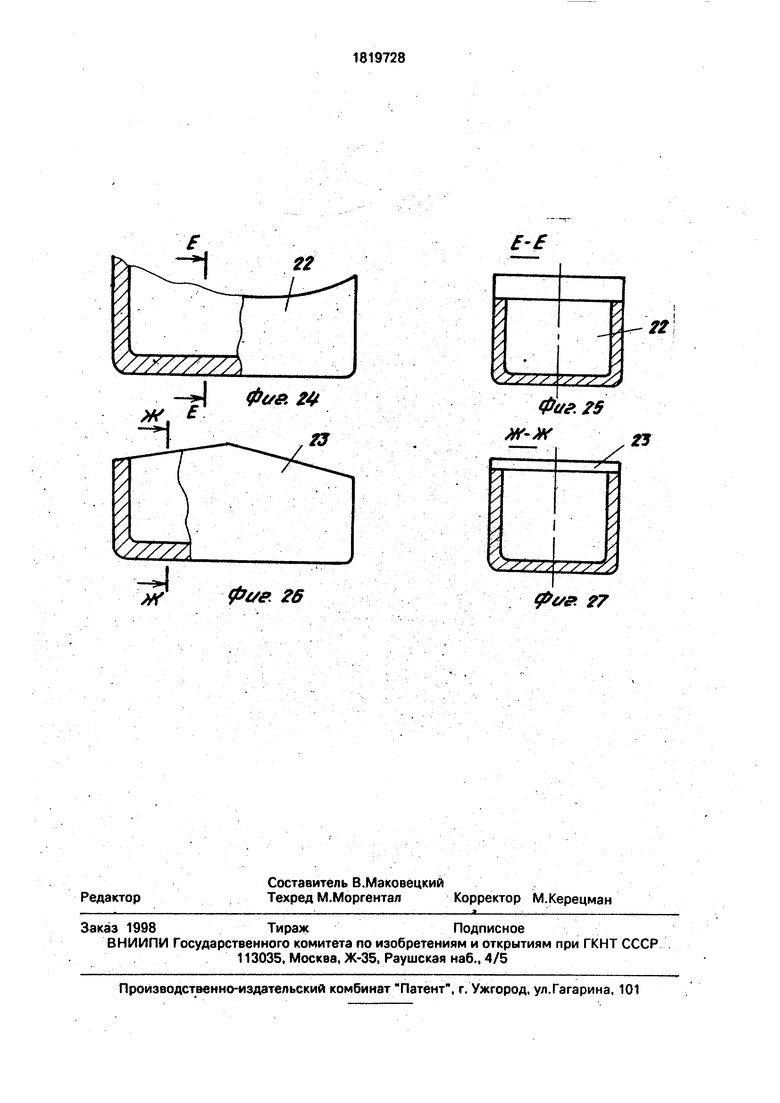
рикат 19, полученный в окончательном штампе 20; на фиг. 19 полуфабрикат 19, вид снизу; на фиг. 20-27 - формы полуфабрикатов 20-23, полученных предложенным способом и их поперечные сечения Г-Г, Д-Д, Е-Е, Ж-Ж.
Изобретение осуществляется следующим образом.
Выбираем заготовки из титанового сплава и предварительно получаем профи- лированные участки на поверхности под донной частью изделия, образованные волнообразными наборами металла. В случае коробления стенок изделия путем их изгиба наружу, на стадии предварительной штам- повки гребень $олны набора металла располагает на внешней стороне донной части полуфабриката под стенкой. В случае коробления стенок изделия путем их изгиба внутрь, на стадии предварительной штам- повки гребень волны набора металла располагает обращенным к центру донной части изделия краем вплотную к полости продолжающей внутреннюю поверхность стенки полуфабриката. В случае коробления дон- ной части изделия, на стадии предварительной штамповки выполняет дополнительный волнообразный набор металла, смещенный к центру донной части с гребнем волны, параллельно расположенным контуру внешнего гребня и плавно сопряженным с ним. В случае коробления стенок и донной части изделия, на стадии предварительной штамповки центральному участку донной части полуфабриката придаем форму вогну- того внутрь его рельефа, сопряженного с волнообразным набором металла с внешней стороны донной части, при этом гребень волны набора металла с внешней стороны донной части располагают от внешней гра- ницы соответствующей стенки на расстоя- нии А/4, где А - период волнообразного профиля, образованного волнообразным набором металла и вогнутого рельефа центрального участка донной части,
После предварительного деформирования в окончательном штампе завершается окончательная операция по формообразованию, полуфабрикат принимает требуемую форму.
В качестве примера предварительно выбираем заготовку 1 (фиг, 1) катанный пруток диаметромс 130 мм из титанового сплава БТ22, режем на краты длиной мм. Затем-нагреваем до С для получения полуфабриката коробчатого типа 21 (фиг. 22) длиной N644 мм, максимальной высотой мм, минимальной высотой мм, шириной мм и толщиной стенки коробки мм. Предварительно заготовку
деформируют в предварительном ручье (фиг. 6). Так как при традиционном процессе получаем коробление стенки наружу 3 (фиг. 4), то в штампе 6 формуем предварительно гребень волны набора металла 7 высотой мм, равной толщине стенки заготовки с радиусом при вершине ,5 мм вдоль периметра заготовки 5 (фиг. 7). На этом завершается предварительная стадия процесса формообразования. В дальнейшем заготовка 5 нагревается по С и в окончательном штампе 9 (фиг. 8) завершается окончательно операция по формообразованию, заготовка принимает требуемую форму 8 (фиг. 8). По окончании штамповки заготовка извлекается из штампа и производится обрезка облоя, получается требуемый полуфабрикат 21 (фиг. 22).
Формула изобретения
1. Способ получения изделий с дном и замкнутыми по периметру стенками путем формообразования из заготовки полуфабриката с профилированными участками на поверхности под донную часть изделия, образованными волнообразными наборами металла, параллельно расположенными контуру стенок изделия, а также деформирования полуфабриката с переформовкой профилированных участков в плоские при формообразовании изделия,отличающийся тем,что, с целью повышения качества изделий при изготовлении их со стенками некруглой в плане формы за счет исключения коробления изделий, при получении полуфабриката профилированные участки выполняют на внешней поверхности донной части полуфабриката в зоне расположения стенок изделия.
2. Способ по п. 1,отличающийся тем, что, с целью исключения коробления стенок изделия путем их изгиба наружу изделия, гребень набора металла располагают на внешней стороне донной части полуфабриката непосредственно под стенкой.
3. Способ поп. 1,отличающий с я тем, что, с целью исключения коробления стенок изделия путем их изгиба внутрь изделия, гребень волны набора металла располагают обращенным к центру донной части изделия краем вплотную к плоскости, продолжающей внутреннюю поверхность стенки полуфабриката.
4. Способ по п. 1,отличающийся тем, что, с целью предотвращения коробления путем изгиба донной части изделия, выполняют дополнительный волнообразный набор металла, смещенный к центру донной части с гребнем волны, параллельно расположенным контуру внешнего гребня и плавно сопряженным с ним.
5. Способ по п. 1,отличающийся тем. что. с целью предотвращения коробления путем изгиба стенок и донной части изделия, центральному участку донной части полуфабриката придают форму вогнутого внутрь его рельефа, сопряженного с волнообразным набором металла с внешней стороны донной части, при этом гребень волны
набора металла с внешней стороны донной части располагают от внешней границы соответствующей стенки на расстоянии А/4. где А - период волнообразного профиля, образованного волнообразным набором металла и вогнутого рельефа центрального участка донной части. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок типа панелей с разносторонне расположенными выступами | 1990 |
|
SU1789317A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| Способ изготовления колес | 1991 |
|
SU1797511A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| Способ штамповки днищ | 1990 |
|
SU1804933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ФАСОННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2018390C1 |
| Способ изготовления деталей | 1990 |
|
SU1750844A1 |
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
Сущность изобретения: для получения изделий коробчатой формы производят ре гулирование потокообразования путем набора объемов металла в виде компенсационных выступов, выполненных параллельно контуру боковых стенок на днищах, либо выполнением днища волнистым с направлением фронта параллельно боковым стенкам. При компенсации изгиба стенки внутрь край компенсационного выступа располагают вплотную к контуру внутренней стенки, при компенсации изгиба наружу - под стенкой. При изгибе днища внутренней компен- сационный выступ располагают по периметру внешнего. В случае одновременного изгиба стенки и днища профиль днища принимает волнообразную форму. Затем заготовку переформовывают до получения заданной формы. 4 з.п.ф-лы, 27 ил.
1/
рс/е.4
Ът7//7//Г/////////
ф(/&1
А-А
ф(/г S
Ф&&6
Фи& 7
в
Ф#г9
/J
L
12
5-6
(ре/г //
13
тт
pi/e1Z
. 8
Ф&г to
/J /
0toc /J
/
pt/ef#.
$
I
I
fc I
&
$
CO
p
o
00
i
4
ft
.ft
S5
t.
r
&1/& 26
Ј Ј
22
Фиг. 25
Ж-Ж
Z3
р&& 27
| Штамп для выдавливания изделий коробчатой формы | 1986 |
|
SU1398967A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления деталей типаСТАКАНОВ | 1978 |
|
SU795696A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
