Известны многопозиционные автоматы, снабженные расположенными в ряд инструментальными шпинделями, загрузочным и транспортным устройствами, последнее из которых выполнено в виде лотка с разрывами для установки поворотных звеньев.
Предложенный автомат отличается тем, что на его станине установлено устройство для резки прутка, располагаемого параллельно транспортеру, а каждый из перемещаемых по двум взаимно перпендикулярным направлениям инструментальных суппортов снабжен направляющими втулками, охватывающими скалку, закрепленную на рычаге, качающемся вокруг параллельной ей оси, и уложен на щарики, взаимодействующие с плоской поверхностью опоры. Поворотные звенья системы транспортирования снабжены устройствами для зажима заготовок, оси которых расположены в одной плоскости с осями инструментальных шпинделей. Эти отличия позволяют сократить цикл обработки, уменьшить габариты автомата и упростить систему транспортирования.
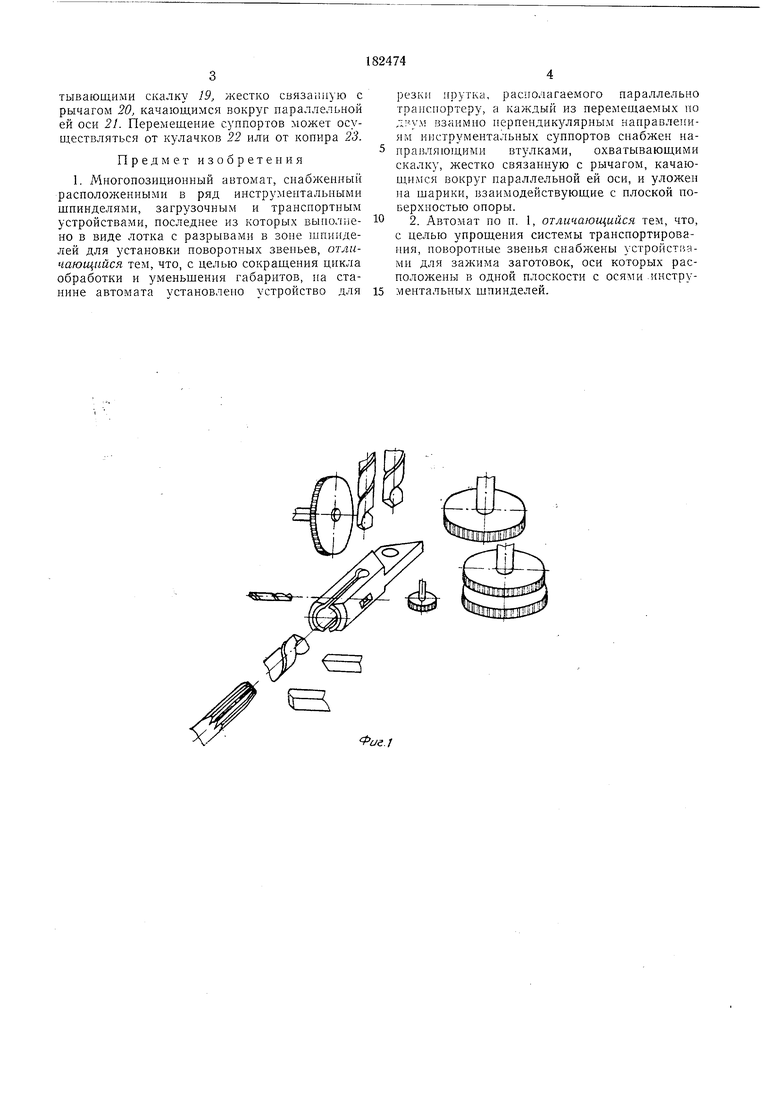
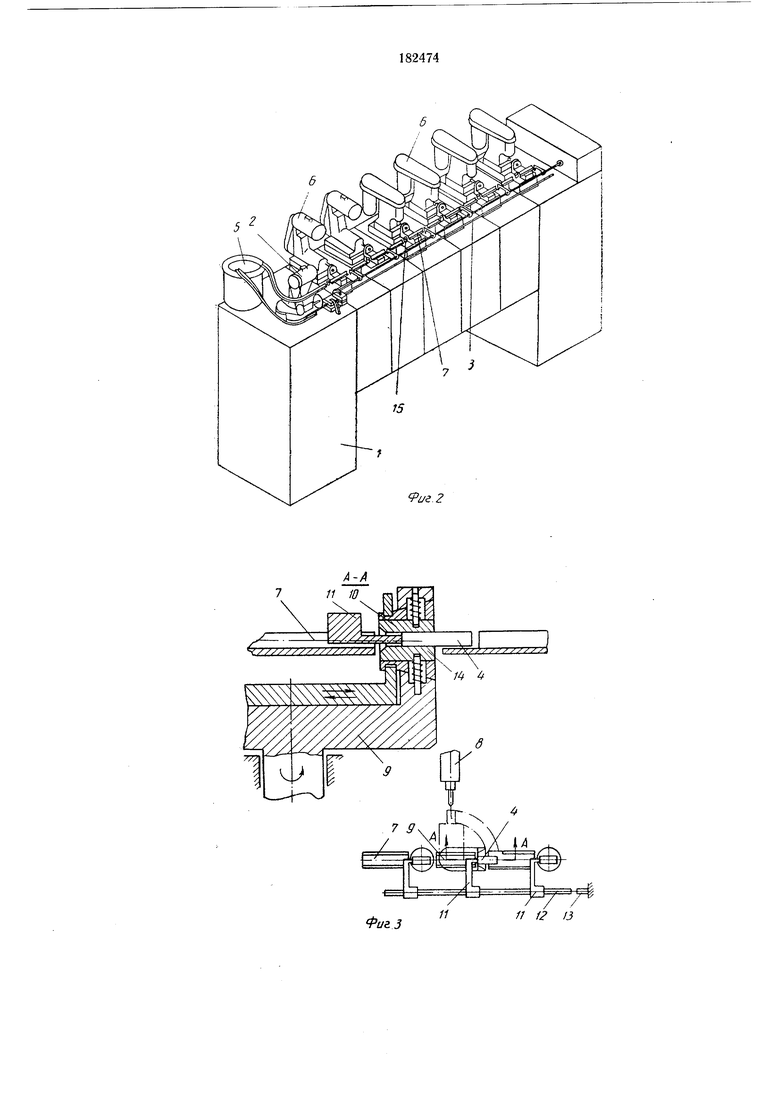
На фиг. 1 изображена схема обработки детали (шарнира чертежного циркуля); на фиг. 2 - общий вид многопозиционного автомата; на фиг. 3 - схема транспортирования и зажима деталей; на фиг. 4 - схема суппорта.
резки прутка 3 на мерные заготовки 4, подаваемые затем в вибробункер 5 для ориентации и дальнейшей подачи к рабочим позициям 6. Станок может работать также и на штучных заготовках, загружаемых в вибробункер.
Из вибробункера заготовки поступают на лоток 7, имеющий в зоне инструментальных шпинделей 8 разрывы для установки поворотных звеньев 9 с зажимными устройствами 10. Подача заготовок но лотку и в зажимные устройства осуществляется толкателями 11, закрепленными на штанге 12, перемещающейся до упора 13. Чтобы заготовка не оторвалась
от толкателя, зажимные устройства снабжены подпружиненными губками 14, обеспечивающими ее торможение.
После зажима заготовки толкатель отходит назад, а звенья 9 поворачиваются на 90° в
сторону инструментальных щпинделей для обработки, по окончании которой они возращаются в исходное положение, зажим открывается, и новая заготовка выталкивает обработанную.
Между позициями расположены поворотные устройства 15, позволяющие менять сторону обработки.
тывающими CKcUiKV 19, жестко связаг.иую с рычагом 20, качающимся вокруг параллельной ей оси 21. Перемещение суппортов может осуществляться от кулачков 22 или от копира 23.
Предмет изобретеиия
1. Многопозиционный автомат, снабженный расположенными в ряд инструментальными шпинделями, загрузочным и транспортным устройствами, последнее из которых вынолнено в виде лотка с разрывами в зоне шпинделей для установки поворотных звеньев, отличающийся тем, что, с целью сокращения цикла обработки и уменьщения габаритов, на станине автомата установлено устройство для
резки прутка, располагаемого нараллельно транснортеру, а 1:аждый из перемещаемых по Бзаимио перпендикулярным направлениям инструментальных суппортов снабжен направляющими втулками, охватывающими скалку, жестко связанную с рычагом, качающ,имся вокруг параллельной ей оси, и уложен на шарики, взаимодействующие с плоской поверхностью опоры.
2. Автомат по п. 1, отличающийся тем, что, с целью упрощения системы транспортирования, поворотные звенья снаблсены устройстс ами для зажима заготовок, оси которых расположены в одной плоскости с осями .инструментальных шпинделей.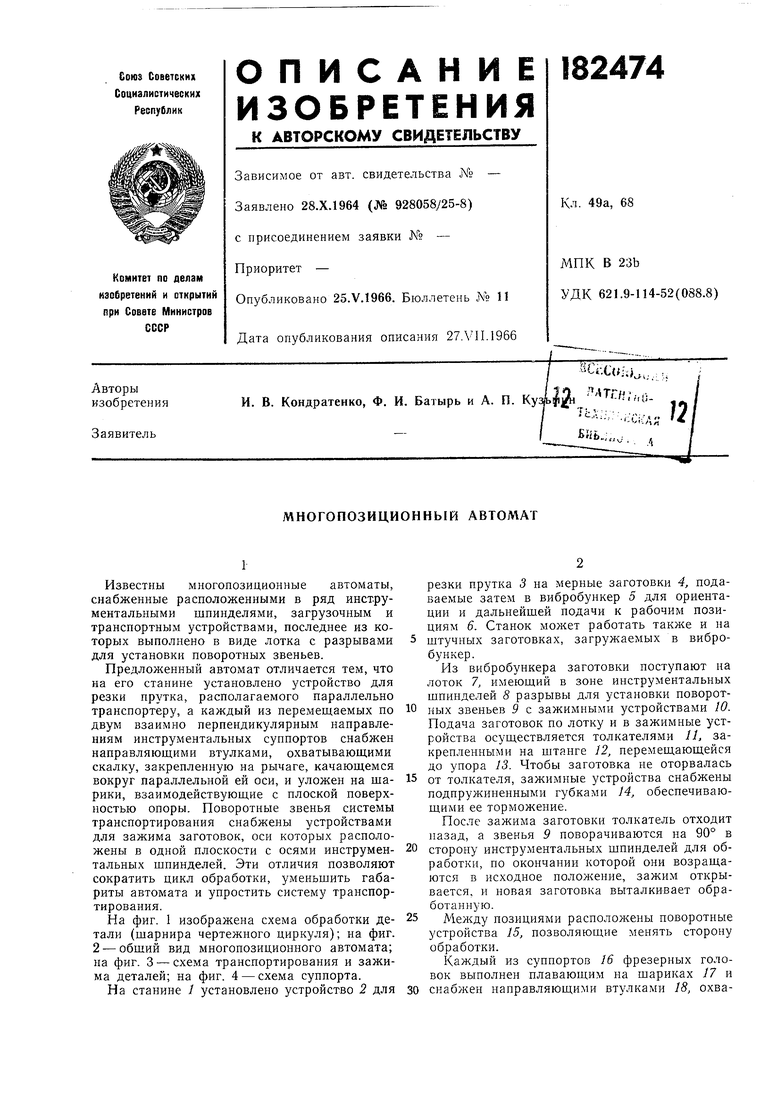
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1292923A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| Автомат Афанасьева для мерной резки и обработки торцов проката | 1985 |
|
SU1289611A1 |
| Многопозиционный автомат | 1980 |
|
SU933388A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Станок-автомат для обработки заготовок из круглого проката | 1981 |
|
SU975213A1 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ ПРИБЫЛИ НА РАБОЧЕЙ ЧАСТИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU292752A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ТОКАРНОГО АВТОМАТА ШТУЧНЫМИ ЗАГОТОВКАМИ НЕМЕРНОЙ ДЛИНЫ | 1966 |
|
SU224254A1 |

Pus.J
11
Риг.З
25
22
22
