и
Известны установки для приварки трением, содержащие сварочную головку, установленную в неподвижном портале, станину, стол для перемещения изделия, зажимные устройства для закрепления свариваемых деталей и привод стола. Однако эти установки не обеспечивают автоматизации процесса приварки трением.
Для устранения этого недостатка описываемая установка снабжена сверлильной головкой для сверления отверстий под штудера, смонтированной вместе со сварочной головкой на общей каретке, перемещающейся по направляющим портала, перпендикулярным оси стола, а также боковыми зажимами, установленными в портале для зажатия камеры с боков, и гидравлическим упором, смонтированным в станине, приводимыми в действие от программного устройства.
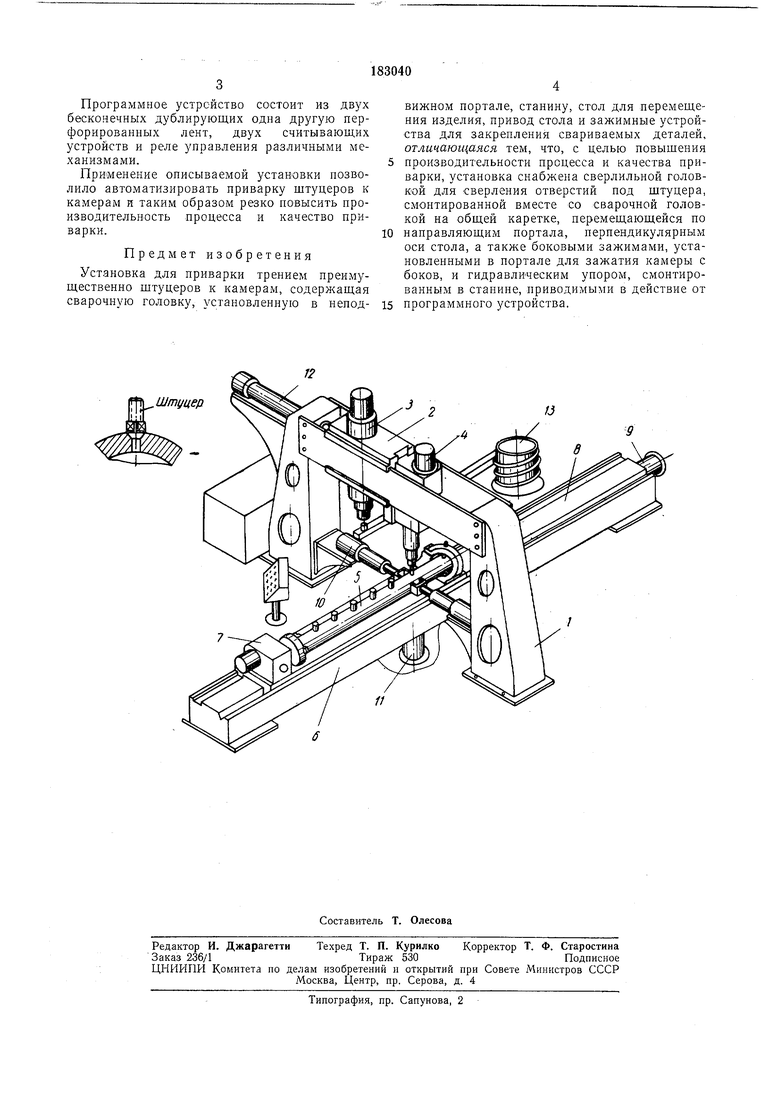
На чертеже изображена описываемая установка.
В неподвижном портале 1 смонтирована каретка 2, на которой находятся сварочная 3 и сверлильная 4 головки. Камера 5 установлена на столе 6 и один конец ее закреплен в патроне привода поворота 7, а второй - в люнете. Стол с камерой перемещается по направляющим станины 8. Перемещение на осевой шаг осуществляется гидроцилиндрОМ Я щток которого упирается в стол. После перемещения стола с камерой под приварку очередного штуцера камера зажимается двумя боковыми прижимами 10, а снизу имеется гидравлический упор 11, воспринимающий вертикальные усилия, возникающие при сверлении, зенковке и сварке.
После сварки каретка портала перемещается гидроцилиндром 12 до упора в положение, при котором ось щпинделя сверлильной головки находится в одной плоскости с осью камеры. Во время сверления очередного отверстия в стенке камеры в сварочную головку из бункера Ii3 подается штуцер. В момент касания штуцера с камерой емкостный датчик или
реле давления дает команду устройству, осуществляющему работу по следующей программе:
1) сближение штуцера с камерой при включенном двигателе; 2) начало процесса трения
при малом осевом усилии, которое постепенно возрастает до определенного значения и выдерживается на этом уровне в течение некоторого времени; 3) завершение процесса сварки быстрой осадкой с резким возрастанием осевого усилия, сопровождающейся отключением двигателя и быстрым торможением вращающегося щпинделя сварочной головки; 4) выдержка приваренного щтуцера под нагрузкой; 5) возврат сварочной головки
Программное устройство состоит из двух бесконечных дублирующих одна другую перфорированных лент, двух считывающих устройств и реле унравления различными механизмами.
Применение описываемой установки позволило автоматизировать приварку штуцеров к камерам и таким образом резко повысить производительность процесса и качество приварки.
Предмет изобретения
Установка для приварки трением преимущественно штуцеров к камерам, содержащая сварочную головку, установленную в неподвижном портале, станину, стол для перемещения изделия, привод стола и зажимные устройства для закрепления свариваемых деталей, отличающаяся тем, что, с целью повышения производительности процесса и качества приварки, установка снабжена сверлильной головкой для сверления отверстий под щтуцера, смонтированной вместе со сварочной головкой на общей каретке, перемещающейся по
направляющим портала, перпендикулярным оси стола, а также боковыми зажимами, установленными в портале для зажатия камеры с боков, и гидравлическим упором, смонтированным в станине, приводимыми в действие от
программного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1972 |
|
SU344117A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Продольно-обрабатывающий станок | 1987 |
|
SU1511054A1 |
| Станок для крепления лицевой стенки выдвижного ящика мебели | 1983 |
|
SU1123853A1 |
| Установка для сборки и сварки тонких лент | 1988 |
|
SU1590302A1 |
| Многошпиндельный автомат для глубокого сверления | 1974 |
|
SU564106A1 |
