в производстве полупроводниковых приборов приварка выводов к траверсам ножки производится на сварочных станках типа И020.030. При этом приварка базового (никелевого) и эмиттерного (коварового) выводов выполняется при одних и тех же режимах с ручной установкой приборов относительно электродов, что снижает качество приборов.
В предлагаемом полуавтомате механизм съема кассет с опускателя в нижний ярус транспортера снабжен двумя попеременно работающими упорами, один из которых жестко закреплен на толкателе и перемещает кассету с опускателя в нижний ярус транспортера, а другой нодпружиненно установлен на горизонтальном щтыре толкателя и утапливается ходом опускателя в нижний ярус, производя дополнительный ход кассеты, равный ее длине, при подъеме опускателя в верхний ярус транспортера, вследствие чего число кассет в нижнем ярусе всегда меньще числа кассет в верхнем ярусе на одну щтуку. Конструкция полуавтомата позволяет автоматизировать процесс синхронизации работы верхнего и нижнего ярусов транспортера с подъемником и опускателем, а также упростить транспортную систему.
ловками для приварки базового и эмиттерного выводов к траверсам ножки, что дает возможность установить различные (для базового и эмиттерного выводов) оптимальные режимы сварки.
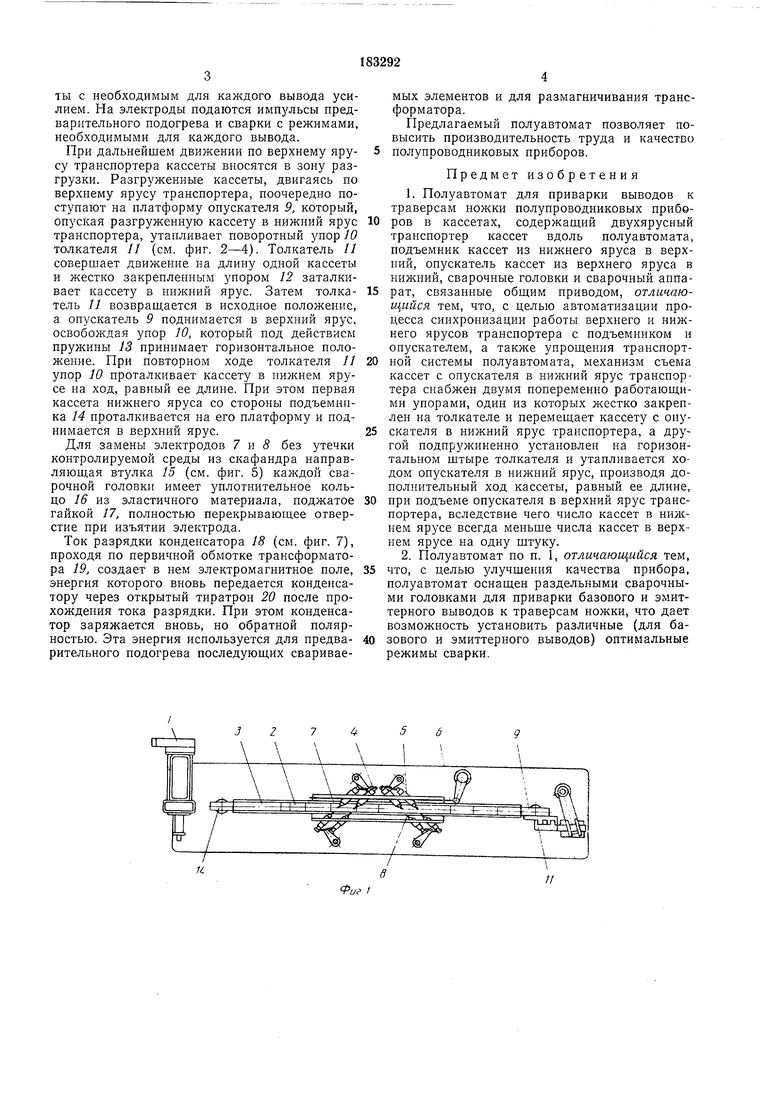
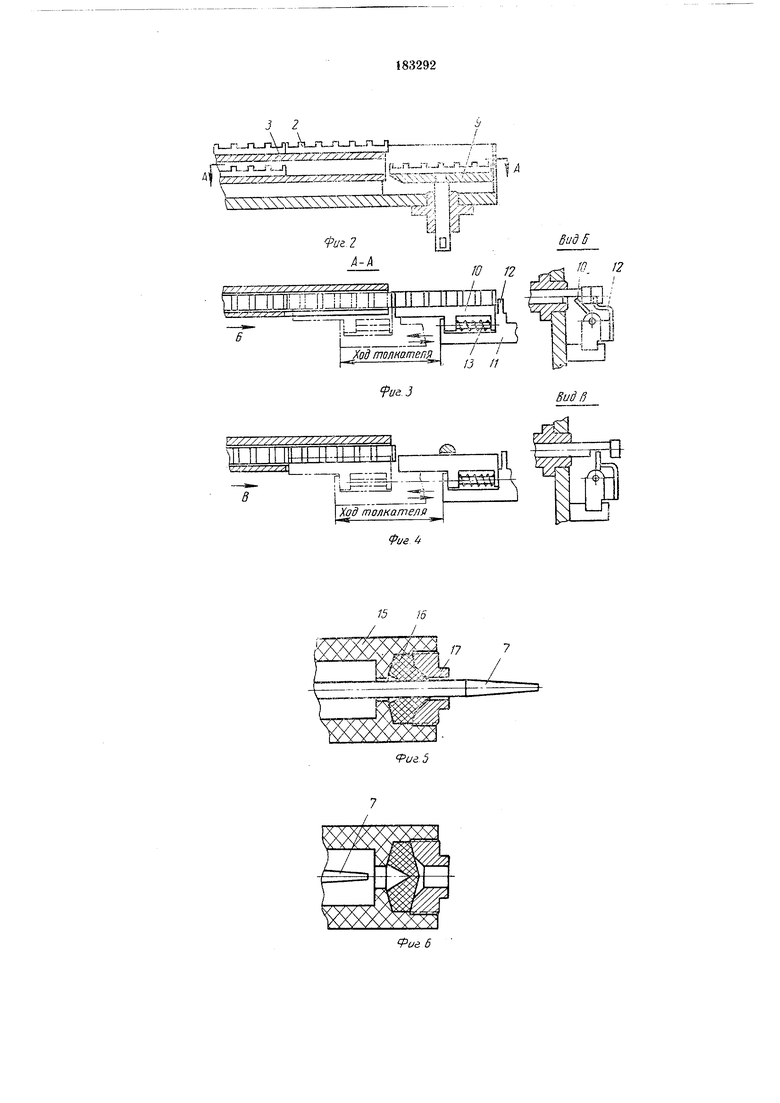
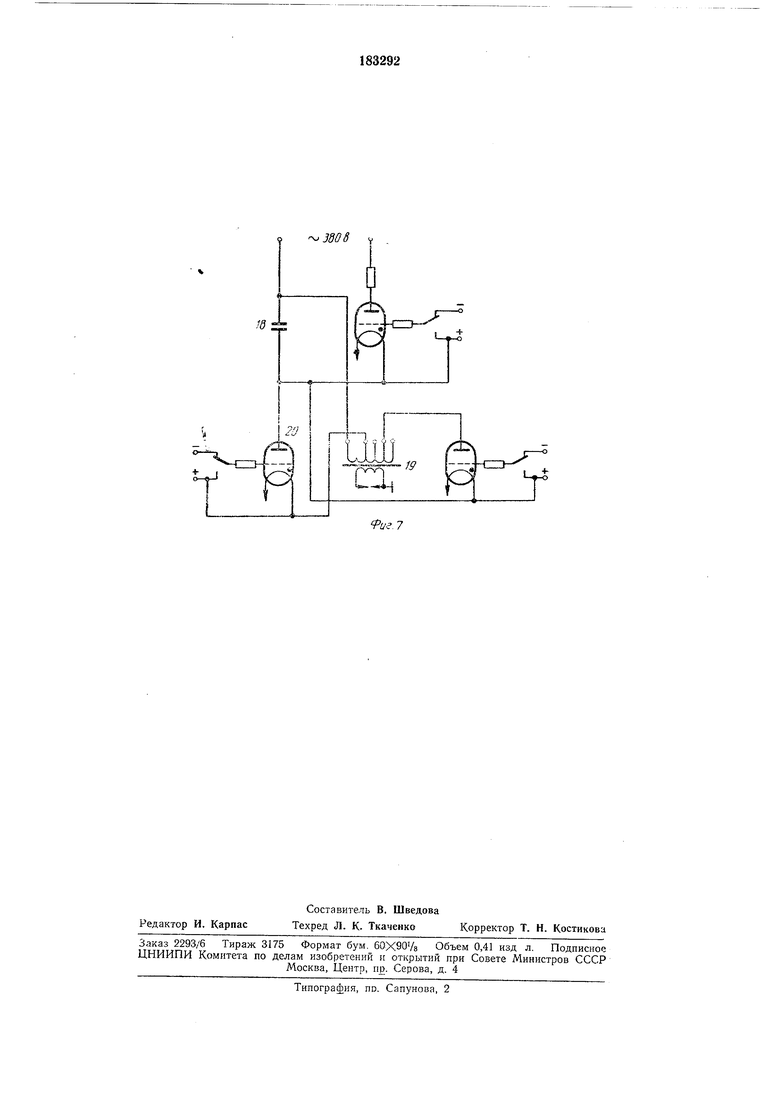
На фиг. 1 показана принципиальная схема полуавтомата со снятым скафандром; на фиг. 2, 3, 4 - конструкция и работа толкателя кассет в нижний ярус; на фиг. 5 и 6 - конструкция уплотнения электрода; на фиг. 7 - электрическая схема использования энергии электромагнитного поля сварочного трансформатора.
Ножки триода с напаянными переходами ноступгют из печи напайки в питающее устройство / полуавтомата, вносятся в скафандр и укладываются в кассеты 2 на верхнем ярусе двухярусного транспортера 3. При этом весь верхний ярус транспортера заполнен кассетами, расположенными вплотную. В нижнем ярусе находится на одну кассету меньще со стороны опускателя. Па подъемнике и опускателе находится по одной кассете.
По верхнему ярусу транспортера кассеты перемещаются к сварочным головкам 4 и 5 штангой 6 с храповыми поводками на щаг, равный двум позициям кассеты за каждое возвратно-поступательное движение щта;1ги. При остановке кассет между электродами 7 и 8 последние зажимают свариваемые элементы с необходимым для каждого вывода усилием. На электроды подаются импульсы предварительного подогрева и сварки с режимами, необходимыми для каждого вывода.
При дальнейшем движении по верхнему ярусу транспортера кассеты вносятся в зону разгрузки. Разгруженные кассеты, двигаясь по верхнему ярусу транспортера, поочередно поступают на платформу опускателя Я который, опуская разгруженную кассету в н-ажнш ярус транспортера, утапливает поворотный упор 10 толкателя // (см. фиг. 2-4). Толкатель // совершает движение на длину одной кассеты и жестко закрепленным упором 12 заталкивает кассету в нижний ярус. Затем толкатель // возвращается в исходное поло женис, а опускатель 9 поднимается в верхний ярус, освобождая упор Ю, который под действием пружины 13 принимает горизонтальное положение. При повторном ходе толкателя // упор 10 проталкивает кассету в нижнем ярусе на ход, равный ее длине. При этом первая кассета нижнего яруса со стороны подъемника 14 проталкивается на его платформу и поднимается в верхний ярус.
Для замены электродов 7 и S без утечки контролируемой среды из скафандра направляющая втулка 15 (см. фиг. 5) каждой сварочной головки имеет уплотнительное кольцо 16 из эластичного материала, поджатое гайкой 17, полностью перекрывающее отверстие при изъятии электрода.
Ток разрядки конденсатора 18 (см. фиг. 7), проходя по первичной обмотке трансформатора 19, создает в нем электромагнитное поле, энергия которого вновь передается конденсатору через открытый тиратрон 20 после прохождения тока разрядки. При этом конденсатор заряжается вновь, но обратной полярностью. Эта энергия используется для предварительного подогрева последующих свариваемых элементов и для размагничивания трансформатора.
Предлагаемый полуавтомат позволяет повысить производительность труда и качество полупроводниковых приборов.
Предмет изобретения
1.Полуавтомат для приварки выводов к траверсам ножки полупроводниковых приборов в кассетах, содержащий двухярусный транспортер кассет вдоль полуавтомата, подъемник кассет из нижнего яруса в верхний, опускатель кассет из верхнего яруса в нижний, сварочные головки и сварочный аппарат, связанные общим приводом, отличающийся тем, что, с целью автоматизации процесса синхронизации работы верхнего и нижнего ярусов транспортера с подъемником и опускателем, а также упрощения транспортной системы полуавтомата, механизм съема кассет с опускателя в нижний ярус транспортера снабжен двумя попеременно работающими упорами, один из которых жестко закреплен на толкателе и перемещает кассету с оиускателя в нижний ярус транспортера, а другой подпружиненно установлен на горизонтальном штыре толкателя и утапливается ходом опускателя в нижний ярус, производя дополнительный ход кассеты, равный ее длине,
при подъеме опускателя в верхний ярус транспортера, вследствие чего число кассет в нижнем ярусе всегда меньще числа кассет в верхнем ярусе на одну щтуку.
2.Полуавтомат по п. 1, отличающийся тем, что, с целью улучщения качества прибора,
полуавтомат оснащен раздельными сварочными головками для приварки базового и эмиттерного выводов к траверсам ножки, что дает возможность установить различные (для базового и эмиттерного выводов) оптимальные режимы сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ МОНТАЖА ПЕРЕХОДА НА НОЖКУ ПОЛУПРОВОДНИКОВЫХ СПЛАВНЫХ ТРИОДОВ | 1966 |
|
SU182240A1 |
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Двухярусный стан для изготовления железобетонных изделий | 1976 |
|
SU602371A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Устройство для полуавтоматической контактной сварки | 1986 |
|
SU1400828A1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1988 |
|
SU1590290A2 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНТАКТОВ | 1966 |
|
SU181758A1 |
J 2 ...jn-j-t i -b s r
TL jiT rn ri j-u ri-П-n/-
te 22ZZZZ i 2ZZZZZZZZZZ2 / i
rC-n..-JiI fi...n.--.-J-- i-i /j-i j, и
f fezZ22Z72Z2k2ZZ2Z2Z2Z22 4: SSppi SS|
jpsssSl
Й L ii
(
15 /5 //
/77
Id
.-А,.л,Л,у J,-, У
L-14
fu. 7
